1.本实用新型涉及电镀铜膜的制造技术领域,具体的说,是涉及一种防止电镀设备挤液组件镀液结晶的装置。
背景技术:
2.在铜膜电镀的过程中,非金属薄膜从渡槽中出来的时候,其表面会带有一定的镀液,为了防止对后面工序的影响,渡槽的出液端均设有用于对非金属薄膜进行挤液的挤液组件,一般为相互配合挤压的导电辊和挤液辊。非金属薄膜在经过该挤液组件的时候,其表面的镀液会残留在导电辊和挤液辊上,时间久了之后,导电辊和挤液辊上残留的镀液会结晶形成颗粒或尖刺。后续非金属薄膜在经过该挤液组件的时候,这些颗粒或尖刺会刺破非金属薄膜,或在非金属薄膜的表面形成凹凸点,严重影响了膜面的质量。
3.现有的电镀设备为了防止这类情况发生,会在各个辊轴结构上设置刮刀,通过刮刀对辊轴表面的铜进行刮除,但是由于电镀设备中辊轴数量较大,这类结构的增设会大大增加整个电镀设备的生产成本;另外,不平整的刮刀也会划伤辊轴表面,起到不利的效果。
4.上述缺陷,值得解决。
技术实现要素:
5.为了克服现有的技术的不足,本实用新型提供一种防止电镀设备挤液组件镀液结晶的装置。
6.本实用新型技术方案如下所述:
7.一方面,一种防止电镀设备挤液组件镀液结晶的装置,包括渡槽及位于所述渡槽出液端的挤液组件,非金属薄膜由所述渡槽中出液后经所述挤液组件挤液,其特征在于,所述渡槽与所述挤液组件之间设有风切设备,用于对出液的所述非金属薄膜进行风切;所述挤液组件的后侧设有喷淋组件,用于对所述挤液组件进行喷淋。
8.根据上述方案的本实用新型,其特征在于,所述风切设备包括上风切单元和下风切单元,所述上风切单元位于所述非金属薄膜的上侧,所述下风切单元位于所述非金属薄膜的下侧。
9.进一步的,所述上风切单元的出风口和所述下风切单元的出风口均朝向所述非金属薄膜的出液位置。
10.根据上述方案的本实用新型,其特征在于,所述喷淋组件包括上喷淋管和下喷淋管,所述上喷淋管位于所述非金属薄膜的上侧,所述下喷淋管位于所述非金属薄膜的下侧。
11.根据上述方案的本实用新型,其特征在于,所述喷淋组件的下侧设有集液槽,所述集液槽的边缘位于所述挤液组件的外侧。
12.根据上述方案的本实用新型,其特征在于,所述喷淋组件的后侧设有第二风切设备,所述第二风切设备用于对喷淋后的所述非金属薄膜进行风切。
13.进一步的,所述喷淋组件与所述第二风切设备之间设有辅助挤液组件,用于对喷
淋后的所述非金属薄膜进行挤液。
14.更进一步的,所述挤液组件的出膜端与所述辅助挤液组件的入膜端位于同一水平面。
15.进一步的,所述第二风切设备后侧设有张力辊。
16.更进一步的,所述张力辊的高度高于所述辅助挤液组件的出膜端。
17.根据上述方案的本实用新型,其有益效果在于,本实用新型通过在渡槽和挤液组件之间增加风切设备,充分减少非金属薄膜从渡槽中带出的镀液,减少其对挤液组件的影响,同时在挤液组件之后增加喷淋组件,通过喷淋组件对挤液组件进行稀释和清洗,防止挤液组件上的镀液结晶,进而保证挤液组件上很少甚至没有镀液残留,消除镀液结晶,从而避免结晶造成的非金属薄膜刺穿或凹凸点,充分提高镀膜产品的质量;另外,本实用新型有针对性的增设机构,尽可能减少电镀设备的产品体积,降低生产成本。
附图说明
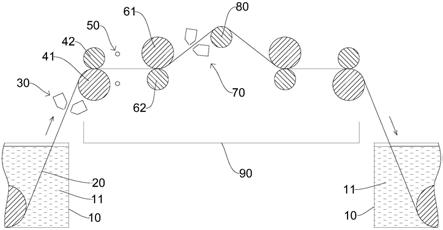
18.图1为本实用新型的结构示意图;
19.图2为本实用新型一实施例的实现流程图;
20.图3为本实用新型另一实施例的实现流程图。
21.在图中,10
‑
渡槽;11
‑
镀液;20
‑
非金属薄膜;30
‑
第一风切设备;41
‑
第一导电辊;42
‑
第一挤液辊;50
‑
喷淋组件;61
‑
第二导电辊;62
‑
第二挤液辊;70
‑
第二风切设备;80
‑
张力辊;90
‑
集液槽。
具体实施方式
22.下面结合附图以及实施方式对本实用新型进行进一步的描述:
23.如图1所示,一种防止电镀设备挤液组件镀液结晶的装置,包括渡槽10及位于渡槽10出液端的挤液组件,非金属薄膜20由渡槽10内的镀液11中出液后,经由挤液组件挤液。在本实用新型中,渡槽10与挤液组件之间设有风切设备(即第一风切设备30),用于对出液的非金属薄膜20进行风切;挤液组件的后侧设有喷淋组件50,用于对挤液组件进行喷淋。
24.第一风切设备30包括第一上风切单元和第一下风切单元,第一上风切单元位于非金属薄膜20的上侧,用于对非金属薄膜20上侧的镀液11进行风切去除,第一下风切单元位于非金属薄膜20的下侧,用于对非金属薄膜20下侧的镀液11进行风切去除。本实用新型通过第一风切设备30的应用,可以去除非金属薄膜20膜面上从渡槽10中带出的绝大多数镀液11。
25.优选的,上风切单元的出风口和下风切单元的出风口均朝向非金属薄膜20的出液位置,使得上风切单元将非金属薄膜上膜面的镀液吹至渡槽10中,下风切单元将非金属薄膜下膜面的镀液吹至渡槽10中,使得非金属薄膜20表面的大部分镀液回落,并落至渡槽10中,减少对外部结构的腐蚀。
26.挤液组件包括第一导电辊41和第一挤液辊42,其中第一导电辊41位于第一挤液辊42的下侧,通过第一挤液辊42和第一导电辊41之间相互挤压,对非金属薄膜20进行挤液。喷淋组件50包括上喷淋管和下喷淋管,上喷淋管位于非金属薄膜20的上侧,上喷淋管的出液口朝向第一挤液辊42,下喷淋管位于非金属薄膜20的下侧,下喷淋管的出液口朝向第一导
电辊41。
27.本实施例中的上喷淋管和下喷淋管采用pvc(聚氯乙烯)材质制作形成,在其他实施例中,还可以采用除pvc外的其他耐酸碱腐蚀的材料制作。
28.优选的,本实施例的喷淋装置采用纯水对第一导电辊41和第一挤液辊42进行喷淋,稀释第一导电辊41和第一挤液辊42表面残留的镀液,防止第一导电辊41和第一挤液辊42表面结晶。在其他实施例中,还可以采用其他不影响镀液成分的专用清洗液。
29.本实用新型中,喷淋组件50的下侧设有集液槽90,集液槽90的边缘位于挤液组件的外侧,喷淋后的液体通过集液槽90进行收集并排出,避免喷淋液对设备的其他零部件造成损伤和破坏。
30.为了避免喷淋后的非金属薄膜20进入其他渡槽时,喷淋液对渡槽10内镀液11造成稀释,本实用新型在喷淋组件50的后侧设有第二风切设备70,第二风切设备70用于对喷淋后的非金属薄膜20进行风切,并于喷淋组件50与第二风切设备70之间设有辅助挤液组件,用于对喷淋后的非金属薄膜20进行挤液。与第一风切设备30结构类似,第二风切设备70包括第二上风切单元和第二下风切单元,第二上风切单元位于非金属薄膜20的上侧,用于对非金属薄膜上表面的液体进行风切,第二下风切单元位于非金属薄膜20的下侧,用于对非金属薄膜下表面的液体进行风切。
31.具体的,辅助挤液组件包括第二导电辊61和第二挤液辊62,第二导电辊61位于第二挤液辊62的上侧,通过第二挤液辊62和第二导电辊61之间相互挤压,对经过的非金属薄膜20进行挤液。
32.优选的,挤液组件的出膜端与辅助挤液组件的入膜端位于同一水平面,使得挤液组件与辅助挤液组件之间的非金属薄膜20呈水平方向前进,即第一挤液辊42与第一导电辊41的挤液位置和第二挤液辊62与第二导电辊61的挤液位置位于同一水平面,可以使得喷淋组件实现对第一导电辊41和第一挤液辊42良好的喷淋效果。
33.第二风切设备70后侧设有张力辊80,通过张力辊80对非金属薄膜20进行拉伸,避免非金属薄膜20起皱。优选的,张力辊80的高度高于辅助挤液组件的出膜端(即第二挤液辊62和第二导电辊61之间的挤液位置),使得辅助挤液组件与张力辊80之间的非金属薄膜20呈上升状态,与之相配合的,第二风切设备70的出风口朝向辅助挤液组件,且偏向下侧。
34.上述实施例中,集液槽90位于各个辊轴及设备结构下侧,具体的,集液槽90位于挤液组件、喷淋组件50、辅助挤液组件、第二风切设备70及张力辊80的下侧,使得各个环节落下的液体均能进行回收。
35.上述的第一风切设备30和第二风切设备70均为不锈钢材质,在其他实施例中,还可以采用除不锈钢外的其他耐酸碱腐蚀的材料制作。
36.本实用新型的实现过程中:首先渡槽10与挤液组件之间设置第一风切设备30,通过第一风切设备30去除非金属薄膜20正反面上从渡槽10中带出的镀液11,减少镀液被带入第一导电辊41和第一挤液辊42;其次,通过在挤液组件后侧设置喷淋组件50,从喷淋组件50出来的液体(优选为雾状的纯水)到达第一导电辊41和第一挤液辊42的表面,稀释并清洗辊轴上的镀液;再次,挤液组件后侧设置辅助挤液组件,对喷淋后的非金属薄膜20进行挤液,同时在辅助挤液组件后侧设置第二风切设备70,去除因为喷淋而导致的非金属薄膜20膜面的液体,防止喷淋的液体被带入下一渡槽10或其他设备中;最后,上述的喷淋液和第二风切
设备70吹下的液体能够通过下方的集液槽90进行收集并排出。
37.如图2、图3所示,上述防止电镀设备挤液组件镀液结晶的实现方法,在非金属薄膜出液端增加风切设备,通过风切设备对带有镀液的非金属薄膜进行风切,去除其表面的镀液;在挤液组件后侧增加喷淋组件,通过喷淋组件对挤液组件进行喷淋,防止镀液结晶。
38.如图2所示,在一个实施例中,该防止电镀设备挤液组件镀液结晶的方法,具体包括以下步骤:
39.s1、非金属薄膜出液;
40.s2、第一风切设备对出液后的非金属薄膜进行风切,去除膜面的镀液;
41.s3、非金属薄膜经过挤液组件(第一导电辊和第一挤液辊)进行挤液;
42.s4、喷淋组件对挤液组件(第一导电辊和第一挤液辊)进行喷淋,防止其表面结晶,并且喷淋后的喷淋液收集于集液槽内;
43.s5、非金属薄膜经过张力辊后进入其他工序设备。
44.如图3所示,在另一个实施例中,该防止电镀设备挤液组件镀液结晶的方法,具体包括以下步骤:
45.s1、非金属薄膜出液;
46.s2、第一风切设备对出液后的非金属薄膜进行风切,去除膜面的镀液;
47.s3、非金属薄膜经过挤液组件(第一导电辊和第一挤液辊)进行挤液;
48.s4、喷淋组件对挤液组件(第一导电辊和第一挤液辊)进行喷淋,防止其表面结晶,并且喷淋后的喷淋液收集于集液槽内;
49.s5、非金属薄膜经过辅助挤液组件(第二导电辊和第二挤液辊)进行挤液;
50.s6、第二风切设备对经过辅助挤液组件(第二导电辊和第二挤液辊)后的非金属薄膜进行风切,去除米面的喷淋液,避免喷淋液对后续工艺造成影响;
51.s7、非金属薄膜经过张力辊后进入其他工序设备。
52.本实用新型通过在镀槽与第一导电辊、第一挤液辊之间新增第一风切设备,并在第一导电辊和第一挤液辊后增设喷淋组件,减少镀液从镀槽内带出的镀液,并通过喷淋操作稀释和清洗第一导电辊、第一挤液辊,保证了第一导电辊、第一挤液辊上很少或者无镀液残留,消除镀液结晶,从而减少膜面凹凸点,提高铜膜产品质量。
53.应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本实用新型所附权利要求的保护范围。
54.上面结合附图对本实用新型专利进行了示例性的描述,显然本实用新型专利的实现并不受上述方式的限制,只要采用了本实用新型专利的方法构思和技术方案进行的各种改进,或未经改进将本实用新型专利的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

