1.本公开涉及通过浸渍了树脂的纤维层加强的高压罐和高压罐的制造方法。
背景技术:
2.燃料电池车用高压罐具有形成该高压罐的内部空间的衬里,通过相对于该衬里在其外周设置浸渍了树脂的纤维层来形成加强层,由此实现了高的强度。作为这样的高压罐的制造方法,例如公开有日本特开2008
‑
132717、日本特开2012
‑
148544、日本特开2018
‑
012235、日本特开2019
‑
056415、日本特开2019
‑
059176。
3.在日本特开2008
‑
132717中公开有以下的纤维强化塑料的制造方法,即,在用纤维包覆金属制的型芯后使母材树脂浸渍于包覆的纤维,或者用浸渍了母材树脂的纤维包覆型芯,然后将母材树脂加热来预固化,以比将母材树脂预固化的温度更高的温度加热来进行后固化,并公开了作为金属制的型芯,使用具有比预固化时的加热温度高、并且后固化时的加热温度以下的熔点的金属这一内容。
4.在日本特开2012
‑
148544中公开有将预先浸渍了热固化树脂的纤维层叠而成的高压罐的制造方法,在该高压罐的制造方法中,在树脂层的内部和外部卷绕由铜线等构成的线圈,使电流向该铜线流动来将热固化性树脂加热。
5.在日本特开2018
‑
012235中公开有将预先浸渍了热固化树脂的纤维层叠而成的高压罐的制造方法,在该高压罐的制造方法中,在树脂纤维的卷绕结束的位置将由不锈钢、铜构成的薄板设置于纤维层,并使其发热来将树脂固化。
6.在日本特开2019
‑
056415中公开有高压罐的制造方法,并公开有以下内容,即,将在形成高压罐的内部空间的衬里的外表面形成有纤维层的预制件配置于金属模内,一边朝向配置于该金属模内的预制件射出树脂,一边将预制件的中心轴线作为旋转中心来使预制件在金属模内向周向旋转,由此将树脂浸渍于纤维层。
7.在日本特开2019
‑
059176中公开有对所形成的纤维层浸渍树脂的技术,在该技术中,通过在构成纤维层的纤维束设置厚度之差来形成间隙,树脂通过该间隙,由此促进树脂的浸透。
8.在通过相对于预制件(在衬里形成有纤维层的部件)的纤维层使树脂组合物浸渍并在其后使其固化来形成加强层的、所谓的rtm(resin transfer molding
‑
树脂传递成型)中,根据纤维层的厚度、形状,存在均匀的树脂的浸渍较难的情况。特别是为了确保强度,燃料电池车用高压罐加厚纤维层,并且其形状是在轴向上较长的圆筒形,因此上述的问题更为显著。
9.与此相对地,若以高压注入树脂,则因压力而在衬里等产生变形、设备变得大型化。另一方面,若在提高了树脂的流动性的状态下使其浸渍,则树脂的固化花费时间,因此生产率降低。
技术实现要素:
10.本公开提供一种在将树脂浸渍于纤维层时能够抑制生产率的降低并且进行质量较高的浸渍的高压罐的制造方法。另外,提供由其制造方法形成的高压罐。
11.本公开的一个实施方式提供高压罐的制造方法。该高压罐的制造方法具备:将碳纤维卷绕于衬里而在衬里的外周设置纤维层,从而形成预制件;和将固化性树脂浸渍于预制件的纤维层并使固化性树脂固化。在将碳纤维卷绕于衬里时,将金属线与碳纤维一起卷绕于衬里。
12.也可以构成为:在上述实施方式的基础上,碳纤维和金属线的卷绕由一个多股线长丝缠绕装置进行。
13.也可以构成为:在上述实施方式的基础上,使上述衬里连续地通过多个多股线长丝缠绕装置来进行碳纤维和金属线的卷绕。
14.也可以构成为:在上述实施方式的基础上,金属线由体积电阻率为5.0(μωcm)以下的金属构成。
15.也可以构成为:在上述实施方式的基础上,金属线由体积电阻率大于5.0(μωcm)的金属构成。
16.也可以构成为:在上述实施方式的基础上,金属线配置于比成为纤维层的厚度的一半的位置靠近衬里的位置。
17.也可以构成为:在上述实施方式的基础上,当在预制件的纤维层浸渍固化性树脂后向金属线通电。
18.也可以构成为:在上述实施方式的基础上,在固化性树脂的固化发热温度达到最高时向金属线通电。
19.本公开的另一形态提供高压罐。该高压罐具备:中空的衬里;和加强层,具备纤维层和浸渍于纤维层的树脂,上述纤维层具备卷绕于衬里的外周的碳纤维和金属线。金属线在纤维层中仅配置于比成为该纤维层的厚度方向的一半的位置靠近衬里的位置。
20.根据本公开,能够抑制生产率的降低并且进行质量较高的浸渍,能够抑制制造成本并且获得高品质的高压罐。
21.以下参考附图,对本发明的示例性实施例的特征、优点、以及技术和工业意义进行描述,在附图中,相同的附图标记表示相同的元件。
附图说明
22.图1是示意性地表示高压罐10的外观的图。
23.图2a是高压罐10的剖视图。
24.图2b是将图2a所示的高压罐10的剖面的局部放大的图。
25.图3a是对金属线13b的配置进行说明的图。
26.图3b是对金属线13b的配置进行说明的另一个图。
27.图4是对卷绕了金属线13b的形态进行说明的图。
28.图5是对高压罐的制造方法s10进行说明的图。
29.图6a是对纤维层的形成的工序s11进行说明的图。
30.图6b是对纤维层的形成的工序s11进行说明的另一个图。
31.图7a是对模具45进行说明的图。
32.图7b是对模具45进行说明的另一个图。
33.图8是对树脂组合物的供给和停止的工序s13进行说明的图。
34.图9是对通电的工序s14进行说明的图。
35.图10是对通电开始的时机的例子进行说明的图。
36.图11是对纤维层的形成的工序s21进行说明的图。
具体实施方式
37.1.实施方式1
38.1.1.高压罐的构造
39.在图1中示意性地示出了实施方式1所涉及的高压罐10的外观,在图2a中示意性地示出了高压罐10的沿着轴线的剖面。另外,图2b是图2a的剖面的一部分,并且是对高压罐10具备的层结构进行说明的图。从这些图可知,高压罐10具有衬里11、加强层12、保护层15以及接头16。以下对各结构进行说明。
40.<衬里>
41.衬里11是划分高压罐10的内部空间的中空的部件。衬里只要由能够不泄漏地保持容纳于其内部空间的气体(例如氢)的材料构成即可,材料能够使用公知的材料,但例如由尼龙树脂、聚乙烯系的合成树脂、不锈钢、铝等金属等构成。并不特别地限定衬里11的厚度,但优选是0.5mm~1.0mm。
42.<加强层>
43.加强层12具有纤维层13和浸渍并固化于纤维层13的树脂。纤维层13构成为在衬里11的外表面卷绕几层纤维束13a直至规定的厚度,并且同时在其局部卷绕金属线13b。根据所需的强度来决定加强层12的厚度,因此并不特别地限定,但是为10mm~30mm左右。特别是为了确保强度,燃料电池车用高压罐需要较厚地形成加强层,从树脂向随之变厚的纤维层的浸渍这一观点出发,浸渍的困难性较高。此外,在纤维层13中,有时将从纤维层13的厚度的一半向衬里11侧的部分记载为“内层侧”,有时将从厚度的一半向与衬里11侧相反的一侧(外周侧)的部分记载为“外层侧”。
44.将碳纤维用于纤维层13的纤维束13a,纤维束13a是碳纤维成束并具有规定的剖面形状(例如长方形剖面)的带状。具体而言,并不特别地限定,但能够举出剖面形状是宽度为6mm~9mm、厚度为0.1mm~0.15mm左右的长方形。也不特别地限定纤维束所包含的碳纤维的量,但例如能够举出由36000根左右的碳纤维构成。通过将由这样的碳纤维形成的纤维束13a卷绕于衬里11的外表面来形成纤维层13。
45.纤维层13的金属线13b由导电性的金属构成,其中,在本实施方式中,如后述的那样,通过使电流向该金属线13b流动来将构成纤维束的碳纤维感应加热,因此使金属线13b为电阻低的金属。具体而言,优选由通常作为导线使用并且其100℃下的体积电阻率为5.0(μωcm)以下的材料构成,例如能够举出铜等。
46.金属线13b配置于纤维层13中的内层侧,优选配置于与衬里11最近的层(所谓的第1层、与衬里接触的层)。在图3a、图3b中示意性地透视地示出了将金属线13b卷绕于衬里11的状态。如上述那样,金属线13b配置于纤维层13中的内层侧,因此从外观上看不到,但这
里,为了方便,用虚线透视。图3a是高压罐10的外观的图,图3b是高压罐10的剖面的图。另外,在图4中示出了从外周侧以正面观察与纤维束13a一起卷绕了金属线13b时的状态的图。从这些图可知,金属线13b以螺旋状、线圈状卷绕于衬里11。由此,如后述的那样,通过使电流向这里流动,能够将纤维层13的碳纤维感应加热。另外,从图4可知,在该卷绕后的状态下,金属线13b形成为通过反复潜入于邻接的纤维束13a下、配置于其上而被编入。并不特别地限定金属线13b的剖面形状,可以与纤维束13a相同,也可以不同。另外,优选纤维束13a的卷绕的角度与金属线13b的卷绕的角度相等(相位相等)。由此能够通过金属线更有效地将碳纤维加热。
47.金属线13b至少配置于内层侧即可,但也可以仅配置于内层侧。由此如后述的那样,浸渍了树脂的纤维层的外层侧通过模具、内层侧通过向金属线13b的通电而能够高效地加热来促进固化。
48.在加强层12中浸渍并固化于纤维层13的树脂只要是通过最初在具有流动性的状态下浸透于纤维层并在其后通过某种方法进行固化而能够提高纤维层的强度的树脂,就不特别地限定。对此例如能够举出通过热而固化的热固化树脂,例如存在包含胺系或者酐系的固化促进剂和橡胶系的强化剂在内的环氧树脂、不饱和聚酯树脂等。另外,也能够举出通过将环氧树脂作为主剂并将固化剂混合于其中来固化的树脂组合物。根据该结构,在从将主剂与固化剂混合起到固化为止的期间使作为该混合物的树脂组合物到达并浸透至纤维层,由此自动地固化。
49.<保护层>
50.保护层15配置于加强层12的外周,并且是卷绕玻璃纤维并将树脂浸渍于其中而成的层。能够以与加强层12相同的方式考虑浸渍的树脂。由此能够对高压罐10赋予耐冲击性。并不特别地限定保护层15的厚度,但能够为1.0mm~1.5mm左右。
51.<接头>
52.接头16是分别安装于衬里11的两个开口端的部件,其中一个作为将高压罐10的内外连通的开口发挥功能,并且作为用于在高压罐10安装配管、阀的安装部发挥功能。另外,接头16在形成加强层12时也作为用于将衬里11向后述的多股线长丝缠绕装置安装的安装部发挥功能。
53.1.2.预制件的构造
54.预制件30是最终成为高压罐10的中间部件,至少具有衬里11和纤维层13而构成。因此,预制件30是对加强层12的纤维层13进行树脂的浸渍之前的部件。因此,预制件30具备的结构与上述相同,省略对各结构的说明。此外,这里,作为预制件30,示出在衬里11配置了纤维层13的部件来进行说明,但也可以是在纤维层13的外周还卷绕了用于保护层15的玻璃纤维的部件。
55.1.3.制造方法1
56.在图5中示出了一个实施方式所涉及的高压罐的制造方法s10的流程。从图5可知,高压罐的制造方法s10包括纤维层的形成的工序s11、预制件向模具的设置和型腔的脱气的工序s12、树脂组合物的供给和停止的工序s13、通电的工序s14以及预制件的脱模的工序s15。以下对各工序进行说明。
57.<纤维层的形成的工序s11>
58.纤维层的形成的工序s11(存在记载为“工序s11”的情况。)在衬里11的外周形成纤维层13来制成预制件30。图6a、图6b是对纤维层的形成的工序s11进行说明的图。图6a示意性地示出包括金属线13b在内的层的纤维束13a和金属线13b的卷绕的情景,图6b示意性地示出不包括金属线13b的层的纤维束13a的卷绕的情景。
59.从图6a、图6b可知,在本实施方式中,通过长丝缠绕法形成纤维层13。在本实施方式中,使用1台将多个作为卷绕了纤维束13a的线轴的纤维束线轴40配置为沿着衬里11的外周环绕衬里11的多股线长丝缠绕装置(以下,存在记载为“多股线fw装置”的情况。)来形成纤维层13。
60.更具体而言,在具备配置于衬里11的周围的多个纤维束线轴40的多股线fw装置中,在形成包括金属线13b在内的层时,如图6a所示,将多个纤维束线轴40中的至少一个变更为作为卷绕了金属线13b的线轴的金属线线轴41,从纤维束线轴40和金属线线轴41依次抽出纤维束13a和金属线13b来卷绕于衬里11的外周。卷绕方法如公知的那样,但至少对于金属制13b,如上述那样,卷绕为形成螺旋线圈状。另外,如上述那样,金属线13b配置于纤维层13中的离衬里11较近的内层侧,因此包括该金属线线轴41在内的卷绕在卷绕的工序中的较早的阶段(若是第1层,则最先)进行。
61.另一方面,在形成不包括金属线13b的层时,如图6b所示,所有线轴均为纤维束线轴40而从纤维束线轴40依次抽出纤维束13a并卷绕于衬里11的外周。卷绕方法如公知的那样。另外,从图6a向图6b的变更仅从金属线线轴41向纤维束线轴40变更即可。
62.并不特别地限定能够在多股线fw装置同时设置的线轴的数量,但例如也存在能够设置48个线轴的装置。此时,在卷绕包括金属线13b在内的层的情况下,能够以配置为用47个纤维束线轴40和一个金属线线轴41包围衬里11那样的形态进行卷绕。
63.此外,也可以接着纤维层13继续卷绕用于保护层15的玻璃纤维。
64.<预制件向模具的设置和型腔的脱气的工序s12>
65.在预制件向模具的设置和型腔的脱气的工序s12(存在记载为“工序s12”的情况。)中,将在工序s11中制成的预制件30设置于模具,通过抽真空进行脱气。通过该脱气,浸渍的树脂组合物容易浸透于纤维层13,从而更顺利地进行浸渍。
66.图7a、图7b是用于例示模具45来进行说明的图。图7a是与预制件30一起示出的模具45的示意性的分解剖视图,图7b是设置了预制件30的状态的模具45的示意性的剖视图。模具45是用于对预制件30的纤维层13浸渍树脂的模具,在本实施方式中,构成为具有上模46和下模47。通过上模46与下模47重叠,从而在模具45的内侧形成沿着预制件30的形状的内部空间。该内部空间能够抽真空,从而能够形成被封闭的空间。
67.另外,如在图7b中用直线箭头表示的那样,上模46能够相对于下模47相对地移动,由此能够进行预制件30向模具45的设置、预制件30从模具45的脱离(脱模)。
68.另外,在上模46设置有从外部到达至所设置的预制件30的纤维层13的流路46a。通过使树脂组合物向该流路46a流动,从而使树脂组合物供给并浸渍至纤维层13。并且,在模具45也设置有用于进行所形成的内部空间内的抽真空(真空脱气)的未图示的空气流通路。
69.另外,在模具45以能够向配置于预制件30的纤维层13的金属线13b通电的方式设置有通电用连接端子45a。
70.另外,模具45构成为通过未图示的温度控制装置能够将其温度保持于所希望的温
度。
71.并不特别地限定用于模具45的材料,但通常优选使用金属,模具45是所谓的金属模。
72.在本工序s12中,将模具45的上模46从下模47脱离而变为开放状态,相对于上表面较大地露出的下模47设置预制件30,其后,以覆盖下模47和设置于其中的预制件30的方式配置上模46并紧固。而且,通过真空泵进行真空脱气。真空脱气于在下一个工序中进行的将树脂组合物向纤维层13供给之前结束。
73.<树脂组合物的供给和停止的工序s13>
74.在树脂组合物的供给和停止的工序s13(存在记载为“工序s13”的情况。)中,将固化前的树脂组合物对配置于模具45的预制件30的纤维层13供给,通过所需的量的树脂组合物的供给而停止供给。由此树脂组合物浸渍于纤维层13。
75.树脂组合物只要能够通过在具有流动性的状态下到达并浸透于纤维层并在其后通过某种方法固化来提高纤维层的强度,就不特别地限定。对此例如能够举出通过热而固化的热固化树脂,例如存在包含胺系或者酐系的固化促进剂和橡胶系的强化剂在内的环氧树脂、不饱和聚酯树脂等。除此之外,能够举出通过将环氧树脂作为主剂并将固化剂混合于其中来固化的树脂组合物。根据该结构,在从将主剂与固化剂混合起到固化为止的期间使作为该混合物的树脂组合物到达并浸透至纤维层,由此自动地固化。
76.在本公开中,如后述的那样,向金属线13b通电,由此将纤维层13的碳纤维感应加热。由此能够加快树脂组合物的固化,因此在本工序s13中,在流动性高的状态下供给树脂组合物,从而能够使树脂组合物向纤维层13的浸渍更快更可靠(到与衬里11接触的层为止的迅速的浸渍)。
77.<通电的工序s14>
78.在通电的工序s14中,如图9所示,使用通电用连接端子45a来对纤维层13所包括的金属线13b进行通电。由此,作为加热线圈发挥功能的金属线13b将作为构成纤维束13a的引导性材料的碳纤维感应加热,从而能够加快固化。
79.金属线13b配置于纤维层13中的离衬里11较近的内层侧,因此对因来自模具45的热难以传递而固化处于变慢的趋势的内层侧,也能够通过通电加热来加快固化。另外,在工序s13中,即使为了更顺利地进行浸渍而在流动性高的条件下供给树脂组合物,也通过本工序s14的通电促进固化,因此能够使浸渍速度与固化速度一起提高,从而能够提高高压罐的生产率。另外,也实现更可靠的浸渍和固化,因此高压罐的品质也变得足够。
80.并不特别地限定由向金属线13b的通电进行的加热的时机,但能够在达到树脂组合物的固化发热的最高温度时开始通电。即,能够在衬里11设置温度传感器,如图10所示,取得时间与温度的关系,并且在成为在图10中用p表示的最高温度的位置开始通电(加热)。由此,能够在确认进行了热向衬里11侧传递那样的充分的浸渍后开始固化的促进,从而更可靠地进行浸渍。
81.<预制件的脱模的工序s15>
82.在预制件的脱模的工序s15(存在记载为“工序s15”的情况。)中,在工序s14中树脂组合物固化,从而获得浸渍至纤维层13的树脂组合物固化,将浸渍了树脂的预制件30从模具45脱离。在本实施方式中通过将模具45的上模46从下模47脱离并成为开启状态来进行脱
模。
83.[效果和其他]
[0084]
通过包括以上的各工序在内的制造方法,获得浸渍了树脂的预制件30。通过相对于浸渍了该树脂的预制件30进一步形成基于浸渍了树脂的玻璃纤维的层等而成为高压罐。
[0085]
根据本公开,对于通过rtm浸渍技术使树脂浸渍于纤维层这一技术,通过多股线fw装置,在纤维层的内层侧,将铜线等金属线卷绕于由碳纤维形成的层的局部来形成加热线圈,由此能够在树脂浸渍中从内层侧进行加热,因此能够兼得高速浸渍和高速固化。即,在纤维层的树脂浸渍时,在纤维层以低温(低粘度)使树脂组合物流动,并且在固化时,对于外层侧的树脂组合物,可以利用来自模具的热进行加热,对于内层侧的树脂组合物,能够通过被感应加热的纤维层进行加热,因此能够兼得快速的固化与可靠的浸渍性,从而抑制成本,并且成为高性能、高品质的高压罐。
[0086]
另外,在本实施方式中,由金属线形成的加热线圈是感应加热法,因此能够将纤维层整体加热。
[0087]
1.4.制造方法2
[0088]
这里,对另一实施方式所涉及的高压罐的制造方法s20进行说明。在高压罐的制造方法s20中,相对于示出图5来说明的高压罐的制造方法s10,在代替纤维层的形成的工序s11而使用不同的纤维层的形成的工序(记载为“纤维层的形成的工序s21”。)这一点上不同。作为其以后的工序的工序s12~工序s15与高压罐的制造方法s10相同,因此这里省略说明。以下,对工序s21进行说明。
[0089]
<纤维层的形成的工序s21>
[0090]
纤维层的形成的工序s21(存在记载为“工序s21”的情况。)在衬里11的外周形成纤维层,并制成预制件30。在图11中示出了用于说明的图。
[0091]
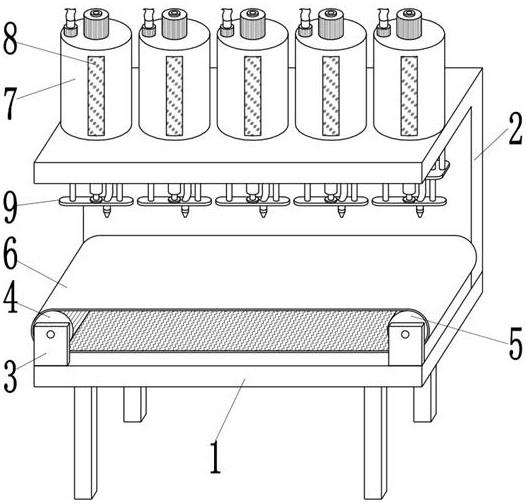
本实施方式也通过长丝缠绕法形成纤维层13,但通过将多个多股线fw装置排列而成的连续多股线fw装置形成纤维层13。在该实施方式中,如图11所示,排列有多个多股线fw装置50a~多股线fw装置50f。这些各个多股线fw装置与使用图6a、图6b说明的多股线fw装置相同。
[0092]
在本实施方式中,通过配置多个多股线fw装置,从而使多个多股线fw装置按照每个负责不同层的方式分层进行卷绕。因此如图11所示,衬里11从纸面右侧向左侧移动,例如多股线fw装置50a是第1层,多股线fw装置50b是第2层,多股线fw装置50c是第3层,
…
这样通过多个多股线fw装置,由此卷绕纤维层13的所有的层。
[0093]
根据这样的连续多股线fw装置,能够将包括金属线13b在内的多股线fw装置固定,无需在卷绕的中途进行线轴的变更,从而能够高效地形成包括纤维束13a和金属线13b在内的纤维层13。例如,在欲使第1层(与衬里11接触的层)为包括金属线13b在内的层的情况下,使图11的多股线fw装置50a如图6a那样包括金属线线轴41即可。而且,如图6b那样,使多股线fw装置50b~多股线fw装置50f的所有的线轴为纤维束线轴40。根据该结构,无需线轴的种类的变更,因此能够高效地卷绕纤维束13a和金属线13b。
[0094]
2.实施方式2
[0095]
在实施方式2所涉及的高压罐和高压罐的制造方法中,在代替实施方式1的金属线13b而使用与其不同的金属线(表述为“金属线63b”。)这一点上不同。对于其他的结构、制造
方法,说明与上述实施方式1共通,因此这里对金属线63b进行说明。
[0096]
实施方式1的金属线13b如上述那样是为了将纤维束13a的碳纤维感应加热而通电的金属线。与此相对地,实施方式2中的金属线63b是用于通过通电而自身发热来将周围加热的金属线。因此,金属线63b由导电性的金属构成,其中,金属线63b为电阻高的金属。具体而言,通常是作为加热器等的发热用线材使用的材料,优选由其100℃下的体积电阻率大于5.0(μωcm)的材料构成,例如能够举出铁、不锈钢等。
[0097]
对于金属线63b的剖面形状、所配置的位置,能够考虑与上述的金属线13b相同,但金属线63b自身发热来将周围加热,因此不必一定配置为螺旋状(线圈状),而能够适当地变更。例如,由金属线63b进行的加热与由金属线13b进行的感应加热相比,能够进行局部的加热,因此在欲避免接头16附近的加热的情况下,能够在欲避免该加热的部分不配置金属线等适当地进行配置的选择。另外,也能够交叉地配置金属线63b,因此也容易进行发热量的调整。
[0098]
根据这样的实施方式2所涉及的高压罐及其制造方法,也起到与上述实施方式1相同的效果。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。