1.本发明涉及储氢技术,尤其涉及一种微管储氢装置的制造方法。
背景技术:
2.随着国家能源政策的转变,为了尽早实现国家战略目标碳达峰和碳中和,必须改变传统的能源结构,向低碳甚至无碳燃料转变,从而降低二氧化碳的排放。而氢气是非常有前景的燃料,氢气不包含碳元素,可以实现零碳排放,而且氢气燃料热值高,燃烧速度快,燃烧效率高,因此是非常理想的汽车燃料和燃料电池燃料。另外,可以通过多余的风能和太阳能发电产生,实现氢气的大规模的生产,从而优化总体能源结构与成本。目前,氢气大规模生产的时候,对氢气存储提出了更高的要求,氢气容易使金属产生氢脆,不能通过金属存储。而本专利提出的微管储氢装置,不仅可以实现氢气的存储,而且可以实现氢气的后期释放,有利于推动氢气终端大规模使用,从而推动氢能源的发展与商业化。然而现有技术的储氢方式无法无法保证其安全性,因此在产业上无法广泛使用。
技术实现要素:
3.本发明的目的是提供一种玻璃管拉细、重整排列和空间布置特殊方法,特殊的排布方式和特殊的实体和空心纤维管的布置以及加工方法,提高了存氢装置整体的牢固性和可靠性,大大提高单位面积储氢量和氢气的储存率。
4.本发明的技术方案是提供了一种微管储氢装置的加工方法,具体包括以下步骤:
5.步骤1、将粗空心玻璃管壁成细空心玻璃管;
6.步骤2、将粗实心玻璃管壁拉成细实心玻璃管;
7.步骤3、将细空心玻璃管鳞次栉比的排列成玻璃管六边形,通过拉伸设备对细空心玻璃管继续拉伸,得到空心玻璃管组合体,形成基础正六边形储氢单元管;
8.步骤4、将细空心玻璃管和细实心玻璃管排列成玻璃管六边形,其中细空心玻璃管鳞次栉比的排列在里面,而外层为细实心玻璃管,然后,通过拉伸设备细空心玻璃管和细实心玻璃管进行拉伸,得到实心和空心混和玻璃管组合体,实心和空心混和玻璃管组合体形成第一类微型正六边形储氢单元固定管束;
9.步骤5、将基础正六边形储氢单元管束和第一类微型正六边形储氢单元固定管束组合成为正六边形储氢单元;
10.步骤6、将正六边形储氢单元放入特定大小的正六边形加热装置中,然后将正六边形储氢单元放入密封室中;
11.步骤7、对正六边形加热装置进行加热,使正六边形储氢单元中的第一类微型正六边形储氢单元固定管束与基础正六边形储氢单元管束融合;
12.步骤8、对融合的第一类微型正六边形储氢单元固定管束与基础正六边形储氢单元管束进行拔模倒角,通过温控系统对正六边形储氢单元末端进行加热;
13.步骤9、通过对正六边形储氢单元末端进行拉伸,拉伸到合适位置时,对正六边形
储氢单元末端进行切断;
14.步骤10、对分离后的正六边形储氢单元末端进行修整倒角;
15.步骤11、得到带一定锥度的正六边形储氢单元;
16.步骤12、然后一定锥度的正六边形储氢单元通过密封胶与金属锥角套连接。
17.2.一种微管储氢装置的加工方法,具体包括以下步骤:
18.步骤1、将粗空心玻璃管壁拉成细空心玻璃管;
19.步骤2、将粗实心玻璃管壁拉成细实心玻璃管;
20.步骤3、将细空心玻璃管鳞次栉比的排列成玻璃管六边形,通过拉伸设备对细空心玻璃管继续拉伸,得到空心玻璃管组合体,形成基础正六边形储氢单元管束;
21.步骤4、将细实心玻璃管鳞次栉比的排列成玻璃管六边形,通过拉伸设备对细实心玻璃管继续拉伸,得到实心玻璃管组合体,形成第二类微型正六边形储氢单元固定管束;
22.步骤5、将基础正六边形储氢单元管束和第二类微型正六边形储氢单元固定管束组合成为将正六边形储氢单元;
23.步骤6、将正六边形储氢单元放入特定大小的正六边形加热装置中,然后将正六边形储氢单元放入密封室中;
24.步骤7、对正六边形加热装置进行加热,使正六边形储氢单元中的第二类微型正六边形储氢单元固定管束与基础正六边形储氢单元管束(3)融合;
25.步骤8、对融合的第二类微型正六边形储氢单元固定管束与基础正六边形储氢单元管束进行拔模倒角,通过温控系统对正六边形储氢单元末端进行加热;
26.步骤9、通过对正六边形储氢单元末端进行拉伸,拉伸到合适位置时,对正六边形储氢单元末端进行切断;
27.步骤10、对分离后的正六边形储氢单元末端进行修整倒角;
28.步骤11、得到带一定锥度的正六边形储氢单元;
29.步骤12、然后一定锥度的正六边形储氢单元通过密封胶与金属锥角套连接。
30.本发明的有益效果在于:该方案提供了玻璃管拉细、重整排列和空间布置的方法,特殊的排布方式和特殊的实体和空心纤维管的布置,提高了整体的牢固性和可靠性,大大提高单位面积储氢量和氢气的储存率。
附图说明
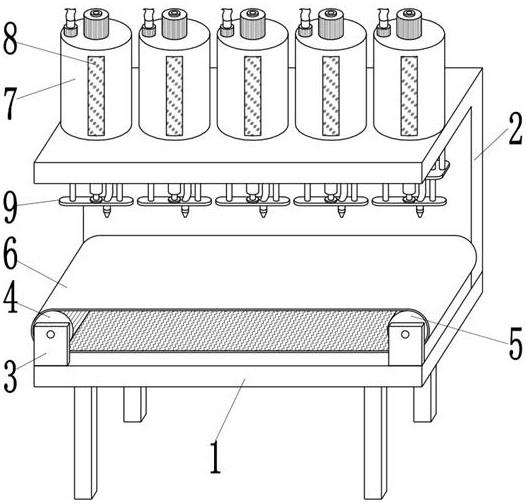
31.图1是一种微管储氢装置示意图;
32.图2是第一类正六边形储氢单元放大示意图;
33.图3是第二类正六边形储氢单元放大示意图;
34.图4是粗空心玻璃管示意图;
35.图5是粗空心玻璃管拉细示意图;
36.图6是粗实心玻璃管示意图;
37.图7是粗实心玻璃管拉细示意图;
38.图8是细空心玻璃管组合体示意图;
39.图9是正六边形储氢单元管束拉细示意图;
40.图10是第一类微型正六边形储氢单元固定管束示意图;
41.图11是第一类微型正六边形储氢单元固定管束拉细示意图;
42.图12是第二类微型正六边形储氢单元固定管束示意图;
43.图13是第二类微型正六边形储氢单元固定管束拉细示意图;
44.图14是第一类和第二类微型正六边形储氢单元固定管束空间布置示意图;
45.图15是第一类和第二类微型正六边形储氢单元固定管束融合示意图;
46.图16是第一类和第二类微型正六边形储氢单元固定管束拔模倒角示意图;
47.图17是金属锥角套示意图;
48.其中:
[0049]1‑
正六边形储氢单元,2
‑
微型正六边形储氢单元固定管束,2
‑1‑
第一类微型正六边形储氢单元固定管束,2
‑2‑
第二类微型正六边形储氢单元固定管束,3
‑
基础正六边形储氢单元管束,4
‑
正六边形储氢单元壳体,5
‑
正六边形储氢单元锥角,6
‑
密封胶,7
‑
金属锥角套,8
‑
氢气进出口,9
‑
实心玻璃管,10
‑
空心玻璃管;11
‑
粗空心玻璃管,12
‑
粗空心玻璃管壁,13
‑
细空心玻璃管,14
‑
粗实心玻璃管,15
‑
粗实心玻璃管壁,16
‑
细实心玻璃管,17
‑
玻璃管六边形,18
‑
玻璃管六边形定型部件,19
‑
空心玻璃管组合体,20
‑
实心和空心混和玻璃管组合体,22
‑
密封室,23
‑
正六边形加热装置,24
‑
温控系统。
[0050]
具体操作方式
[0051]
以下将结合图1
‑
17对本发明的技术方案进行详细说明。
[0052]
如图1所示,该实施例提供了一种微管储氢装置,包括正六边形储氢单元1,微型正六边形储氢单元固定管束2,基础正六边形储氢单元管束3,第一类微型正六边形储氢单元固定管束2
‑
1,第二类微型正六边形储氢单元固定管束2
‑
2,正六边形储氢单元壳体4,正六边形储氢单元锥角5,密封胶6,金属锥角套7,氢气进出口8,实心玻璃管9,空心玻璃管10,粗空心玻璃管11,粗空心玻璃管壁12,细空心玻璃管13,粗实心玻璃管14,粗实心玻璃管壁15,细实心玻璃管16,玻璃管六边形17,玻璃管六边形定型部件18,空心玻璃管组合体19,实心和空心混和玻璃管组合体20,实心玻璃管组合体21。
[0053]
如图1所示,正六边形储氢单元1包含了微型正六边形储氢单元固定管束2,基础正六边形储氢单元管束3,正六边形储氢单元壳体4和正六边形储氢单元锥角5,通过采用密封胶与金属锥角套7连接,最终存储在正六边形储氢单元1中的氢气可以通过氢气进出口8进出。
[0054]
图1中的正六边形储氢单元1可以有两种型号的微型正六边形储氢单元固定管束2,微型正六边形储氢单元固定管束2分布在正六边形储氢单元1的最外层,用于提高正六边形储氢单元1整体强度。
[0055]
如图2所示,在第一种方案中,正六边形储氢单元1内由第一类微型正六边形储氢单元固定管束2
‑
1和基础正六边形储氢单元管束3安装一定规则空间布置;其中,第一类微型正六边形储氢单元固定管束2
‑
1环绕布置于基础正六边形储氢单元管束3的最外层;
[0056]
如图3所示,在第二种方案中,正六边形储氢单元1内由第二类微型正六边形储氢单元固定管束2
‑
2和基础正六边形储氢单元管束3安装一定规则空间布置,其中第二类微型正六边形储氢单元固定管束2
‑
2环绕布置于基础正六边形储氢单元管束3的最外层;
[0057]
其中,基础正六边形储氢单元管束3按照正六边形的棱边鳞次栉比排列,充分利用空间,而第一类微型正六边形储氢单元固定管束2
‑
1布置在基础正六边形储氢单元管束3周
边。第一类微型正六边形储氢单元固定管束2
‑
1中包含了细空心玻璃管13和细实心玻璃管16;其中细空心玻璃管13是通过拉伸设备对粗空心玻璃管11拉伸,将粗空心玻璃管壁12拉成细空心玻璃管13,如图4所示;其中细实心玻璃管16是通过拉伸设备对粗实心玻璃管14拉伸,将粗实心玻璃管壁15拉成细实心玻璃管16,如图5所示。
[0058]
一方面将细空心玻璃管13鳞次栉比的排列在一定大小的玻璃管六边形17里面,通过玻璃管六边形定型部件18将大量包裹细空心玻璃管13,如图8所示。然后,通过拉伸设备对此玻璃管六边形定型部件18包裹着的细空心玻璃管13继续拉伸,得到空心玻璃管组合体19,形成基础正六边形储氢单元管束3,如图9所示。
[0059]
另一方面将细实心玻璃管16鳞次栉比的排列在一定大小的玻璃管六边形17里面,通过玻璃管六边形定型部件18将大量包裹细实心玻璃管16,如图12所示。然后,通过拉伸设备对此玻璃管六边形定型部件18包裹着的细实心玻璃管16继续拉伸,得到实心玻璃管组合体21,形成第二类微型正六边形储氢单元固定管束2
‑
2,如图13所示。
[0060]
此外,将细空心玻璃管13和细实心玻璃管16排列在一定大小的玻璃管六边形17里面,其中细空心玻璃管13鳞次栉比的排列在里面,而外层由细实心玻璃管16组成,如图10所示。细实心玻璃管16布置在细空心玻璃管13的周边,有利于提高强度。然后,通过拉伸设备对此玻璃管六边形定型部件18包裹着的细空心玻璃管13和细实心玻璃管16继续拉伸,得到实心和空心混和玻璃管组合体20,形成第一类微型正六边形储氢单元固定管束2
‑
1,如图11所示。
[0061]
随后,将空心玻璃管组合体19和实心和空心混和玻璃管组合体20按照一定的规则在玻璃管六边形17里面空间排布,其中空心玻璃管组合体19通过在内部鳞次栉比的排列,而实心和空心混和玻璃管组合体20分布在外层;即第一类微型正六边形储氢单元固定管束2
‑
1排在外层,而基础正六边形储氢单元管束3排在内层;另外,将空心玻璃管组合体19和实心玻璃管组合体21按照一定的规则在玻璃管六边形17里面空间排布,其中空心玻璃管组合体19通过在内部鳞次栉比的排列,而实心玻璃管组合体21分布在外层;即第二类微型正六边形储氢单元固定管束2
‑
2排在外层,而基础正六边形储氢单元管束3排在内层;最终形成了两种类型的正六边形储氢单元1,如图14所示。
[0062]
该实施例还提供了一种微管储氢装置的加工方法,具体包括以下步骤:
[0063]
步骤1、将粗空心玻璃管壁12拉成细空心玻璃管13;
[0064]
步骤2、将粗实心玻璃管壁15拉成细实心玻璃管16;
[0065]
步骤3、将细空心玻璃管13鳞次栉比的排列在一定大小的玻璃管六边形17里面,通过玻璃管六边形定型部件18将大量包裹细空心玻璃管13,然后,通过拉伸设备对此玻璃管六边形定型部件18包裹着的细空心玻璃管13继续拉伸,得到空心玻璃管组合体19,形成基础正六边形储氢单元管束3;
[0066]
步骤4、将细空心玻璃管13和细实心玻璃管16排列在一定大小的玻璃管六边形17里面,其中细空心玻璃管13鳞次栉比的排列在里面,而外层由细实心玻璃管16组成,然后,通过拉伸设备对此玻璃管六边形定型部件18包裹着的细空心玻璃管13和细实心玻璃管16继续拉伸,得到实心和空心混和玻璃管组合体20,形成第一类微型正六边形储氢单元固定管束2
‑
1;
[0067]
步骤5、将基础正六边形储氢单元管束3和第一类微型正六边形储氢单元固定管束
2
‑
1组合成为将正六边形储氢单元1
[0068]
步骤6、将正六边形储氢单元1放入特定大小的正六边形加热装置23中,然后将正六边形储氢单元1放入密封室22中;
[0069]
步骤7、对正六边形加热装置23进行加热,使正六边形储氢单元1中的第一类微型正六边形储氢单元固定管束2
‑
1与基础正六边形储氢单元管束3融合;
[0070]
如图15所示,其中正六边形储氢单元1中间充满稀有气体,有利于防止空心玻璃管闭合,导致储氢能力下降。
[0071]
步骤8、对融合的第一类微型正六边形储氢单元固定管束2
‑
1与基础正六边形储氢单元管束3进行拔模倒角,通过温控系统24对正六边形储氢单元1末端进行加热;
[0072]
步骤9、通过对正六边形储氢单元1末端进行拉伸,拉伸到合适位置时,对正六边形储氢单元1末端进行切断;
[0073]
步骤10、对分离后的正六边形储氢单元1末端进行修整倒角;
[0074]
步骤11、得到带一定锥度的正六边形储氢单元1;
[0075]
步骤12、然后一定锥度的正六边形储氢单元1通过密封胶与金属锥角套连接。
[0076]
该实施例还提供了一种微管储氢装置的加工方法,具体包括以下步骤:
[0077]
步骤1、将粗空心玻璃管壁12拉成细空心玻璃管13;
[0078]
步骤2、将粗实心玻璃管壁15拉成细实心玻璃管16;
[0079]
步骤3、将细空心玻璃管13鳞次栉比的排列在一定大小的玻璃管六边形17里面,通过玻璃管六边形定型部件18将大量包裹细空心玻璃管13,然后,通过拉伸设备对此玻璃管六边形定型部件18包裹着的细空心玻璃管13继续拉伸,得到空心玻璃管组合体19,形成基础正六边形储氢单元管束3;
[0080]
步骤4、将细实心玻璃管16鳞次栉比的排列在一定大小的玻璃管六边形17里面,通过玻璃管六边形定型部件18将大量包裹细实心玻璃管16,然后,通过拉伸设备对此玻璃管六边形定型部件18包裹着的细实心玻璃管16继续拉伸,得到实心玻璃管组合体21,形成第二类微型正六边形储氢单元固定管束2
‑2[0081]
步骤5、将基础正六边形储氢单元管束3和第二类微型正六边形储氢单元固定管束2
‑
2组合成为将正六边形储氢单元1
[0082]
步骤6、将正六边形储氢单元1放入特定大小的正六边形加热装置23中,然后将正六边形储氢单元1放入密封室22中;
[0083]
步骤7、对正六边形加热装置23进行加热,使正六边形储氢单元1中的第二类微型正六边形储氢单元固定管束2
‑
2与基础正六边形储氢单元管束3融合;
[0084]
如图15所示,其中正六边形储氢单元1中间充满稀有气体,有利于防止空心玻璃管闭合,导致储氢能力下降。
[0085]
步骤8、对融合的第二类微型正六边形储氢单元固定管束2
‑
2与基础正六边形储氢单元管束3进行拔模倒角,通过温控系统24对正六边形储氢单元1末端进行加热;
[0086]
步骤9、通过对正六边形储氢单元1末端进行拉伸,拉伸到合适位置时,对正六边形储氢单元1末端进行切断;
[0087]
步骤10、对分离后的正六边形储氢单元1末端进行修整倒角;
[0088]
步骤11、得到带一定锥度的正六边形储氢单元1;
[0089]
步骤12、然后一定锥度的正六边形储氢单元1通过密封胶与金属锥角套连接。
[0090]
需要说明的是,图1、图12、图13、图15、图16中显示相关截面因玻璃管孔密集,故显示为黑色,其具体结构见局部放大图。
[0091]
因此,需要说明的是,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内虽然上面结合本发明的优选实施例对本发明的原理进行了详细的描述,本领域技术人员应该理解,上述实施例仅仅是对本发明的示意性实现方式的解释,并非对本发明包含范围的限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。