本实用新型涉及食品、药品包装机构设备技术领域,尤其涉及一种机器人灌装机。
背景技术:
现有的灌装机,通常采用传送带等装置进行传输,该方式的缺点有:(1)空间布局不合理,层次不分明,整机的长度较长;(2)药瓶采用柔性传送带传送,药瓶路径受较多约束的影响,位置控制不够精确,影响加胶塞和轧盖的密封效果;(3)药瓶行进时容易产生粒子、静电电荷、摩擦、碰撞风险;(3)不同规格的药瓶生产时需要更换大量的规格件。
技术实现要素:
本实用新型要解决的技术问题是克服现有技术的不足,提供一种空间布局合理、层次分明以及结构紧凑的机器人灌装机。
为解决上述技术问题,本实用新型采用以下技术方案:
一种机器人灌装机,包括机器手传送机构、机架、设于机架上的台板、以及设于台板上的隔离器腔体,所述台板包括依次相连的第一面板、第二面板、以及第三面板,所述第一面板向第二面板所在的一侧倾斜,所述第二面板向第三面板所在的一侧倾斜,所述机器手传送机构设于所述第二面板上,所述隔离器腔体包括依次布置的理瓶室、灌装室以及轧盖室,所述灌装室与所述理瓶室之间、以及所述轧盖室与所述灌装室之间均设有连通孔,所述灌装室内于第一面板上设有粉末灌装机构和液体灌装机构。
作为上述技术方案的进一步改进:
所述理瓶室内于第二面板上设有理瓶机构。
所述理瓶机构包括设于第二面板上的理瓶盘,所述机器手传送机构包括第一机器手,所述第一机器手设于灌装室内的第二面板上,用于将理瓶盘出口处的瓶体传送至粉末灌装机构。
所述轧盖室内于第一面板上设有轧盖机构,所述液体灌装机构与轧盖机构之间设有加塞机构,所述加塞机构设于第一面板上。
所述机器手传送机构包括第二机器手,所述第二机器手设于灌装室内的第二面板上,用于将粉末灌装机构灌装后的瓶体传送至液体灌装机构和用于将液体灌装机构灌装后的瓶体传送至加塞机构。
所述轧盖室内设有胶塞检测传感器。
所述轧盖室内设有轧盖检测机构,所述机器手传送机构包括第三机器手,所述第三机器手设于轧盖室内的第二面板上,用于在轧盖机构与轧盖检测机构之间进行瓶体传送。
所述轧盖检测机构包括轧盖检测传感器、废品存放盘和废品计数传感器。
所述灌装室的侧壁上设有与粉末灌装机构对接的供粉阀和与液体灌装机构对接的供液阀。
所述机架上设有操作屏。
与现有技术相比,本实用新型的优点在于:
本实用新型机器人灌装机的台板包括第一面板、第二面板及第三面板,第一面板向第二面板所在的一侧倾斜,第二面板向第三面板组件所在的一侧倾斜,相比常规的平面台板结构,本实用新型的台板可以形成坡度,有利于水流根据高差自动向第三面板流动,第三面板上设有排水结构,可以引导排水并排尽。所有需要手套操作的功能部件可以都集中在第一面板上,从而提高隔离器手套的可操作性,机器手传送机构安装于倾斜的第二面板上,可以充分利用第三面板上方的空间,活动空间更大,运动时不会与其他部件发生干涉,隔离器内部布局可以更灵活。该机器人灌装机空间布局合理、层次分明、缩小了整机的长度、结构更加紧凑。
附图说明
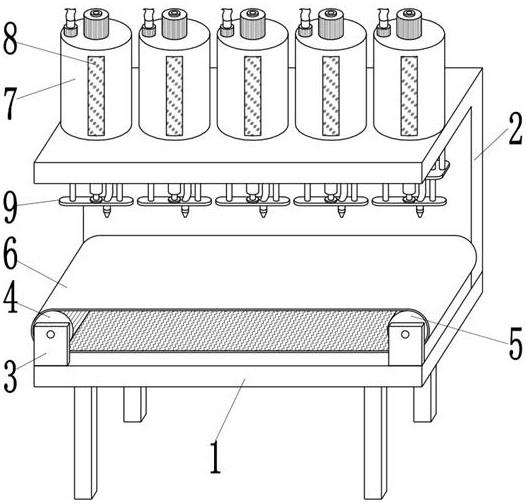
图1是本实用新型机器人灌装机的背面结构示意图。
图2是本实用新型机器人灌装机的正面结构示意图。
图3是本实用新型机器人灌装机的内部结构示意图。
图4是本实用新型机器人灌装机的俯视结构示意图(隔离器腔体未示出)。
图中各标号表示:
1、机架;11、操作屏;2、台板;21、第一面板;22、第二面板;23、第三面板;3、隔离器腔体;31、理瓶室;32、灌装室;321、供粉阀;322、供液阀;33、轧盖室;331、胶塞检测传感器;332、压塞机构;34、连通孔;35、轧盖检测机构;351、轧盖检测传感器;352、废品存放盘;353、废品计数传感器;4、机器手传送机构;41、第一机器手;42、第二机器手;43、第三机器手;5、粉末灌装机构;51、粉末袋;6、液体灌装机构;61、胶塞袋;62、胶塞缓冲斗;63、胶塞振荡斗;7、理瓶机构;71、理瓶盘;72、翻转过渡板;73、出瓶通道;74、瓶体计数器;8、轧盖机构;81、铝盖袋;82、铝盖缓冲斗;83、铝盖振荡斗;84、出瓶过渡板;9、加塞机构。
具体实施方式
以下将结合说明书附图和具体实施例对本实用新型做进一步详细说明。
图1至图4示出了本实用新型机器人灌装机的一种实施例,本机器人灌装机包括机器手传送机构4、机架1、设于机架1上的台板2、以及设于台板2上的隔离器腔体3,台板2包括依次相连的第一面板21、第二面板22、以及第三面板23,第一面板21向第二面板22所在的一侧倾斜,第二面板22向第三面板23所在的一侧倾斜,机器手传送机构4设于第二面板22上,隔离器腔体3包括依次布置的理瓶室31、灌装室32以及轧盖室33,灌装室32与理瓶室31之间、以及轧盖室33与灌装室32之间均设有连通孔34,灌装室32内于第一面板21上设有粉末灌装机构5和液体灌装机构6。
该机器人灌装机,台板2包括第一面板21、第二面板22及第三面板23,第一面板21向第二面板22所在的一侧倾斜,第二面板22向第三面板组件23所在的一侧倾斜,相比常规的平面台板结构,本实用新型的台板2可以形成坡度,有利于水流根据高差自动向第三面板23流动,第三面板23上设有排水结构,可以引导排水并排尽。所有需要手套操作的功能部件可以都集中在第一面板21上,从而提高隔离器手套的可操作性,机器手传送机构4安装于倾斜的第二面板22上,可以充分利用第三面板23上方的空间,活动空间更大,运动时不会与其他部件发生干涉,隔离器内部布局可以更灵活。该机器人灌装机空间布局合理、层次分明、缩小了整机的长度、结构更加紧凑。
本实施例中,如图3和图4所示,理瓶室31内于第二面板22上设有理瓶机构7。具体地,理瓶机构7包括设于第二面板22上的理瓶盘71,机器手传送机构4包括第一机器手41,第一机器手41设于灌装室32内的第二面板22上,用于将理瓶盘71出口处的瓶体传送至粉末灌装机构5。理瓶盘71设于第二面板22上表面,第二面板22的下表面设有用于驱动理瓶盘71工作的理瓶电机,机器手传送机构4的驱动电机也设于第二面板22的下表面上,布局合理。
本实施例中,轧盖室33内于第一面板21上设有轧盖机构8,液体灌装机构6与轧盖机构8之间设有加塞机构9,加塞机构9设于第一面板21上。机器手传送机构4包括第二机器手42,第二机器手42设于灌装室32内的第二面板22上,用于将粉末灌装机构5灌装后的瓶体传送至液体灌装机构6和用于将液体灌装机构6灌装后的瓶体传送至加塞机构9。
本实施例中,轧盖室33内设有胶塞检测传感器331。
本实施例中,轧盖室33内设有轧盖检测机构35,机器手传送机构4包括第三机器手43,第三机器手43设于轧盖室33内的第二面板22上,用于在轧盖机构8与轧盖检测机构35之间进行瓶体传送。
本实施例中,轧盖检测机构35包括轧盖检测传感器351、废品存放盘352和废品计数传感器353。
本实施例中,灌装室32的侧壁上设有与粉末灌装机构5对接的供粉阀321和与液体灌装机构6对接的供液阀322。
本实施例中,如图1和图2所示,机架1上设有操作屏11。操作屏11包括上下布置的用于操作隔离器的屏和用于操作灌装机屏。
隔离器腔体3灭菌结束后,在进瓶时,理瓶盘71的翻转过渡板72连接烘干机出瓶段或其它进瓶设备,理瓶盘71回转运动,将无序的瓶体变成有序进入理瓶盘71的出瓶通道73,出瓶通道73附件安装瓶体计数器74,记录瓶体位置。
隔离器腔体3结束后,在粉末传递时,使用粉末袋51包装,粉末袋51上自带ab阀副阀,通过rtp阀传入,然后与粉末灌装机构5的ab阀主阀连接,开启ab阀后即可完成进粉动作。
隔离器腔体3结束后,在胶塞传递时,已清洗灭菌的胶塞使用胶塞袋61包装存放在rtp桶内,通过rtp阀传入,也可在灭菌生产前提前放于隔离器腔体3内部,灭菌后生产时剪裁,倒入胶塞缓冲斗62中,胶塞缓冲斗62振动,胶塞进入胶塞振荡斗63,即可完成加塞动作。
隔离器腔体3结束后,在铝盖传递时,已清洗灭菌的铝盖使用铝盖袋81包装存放在rtp桶内,通过rtp阀传入,也可在灭菌生产前提前放于轧盖室33内部,灭菌后生产时剪裁,倒入铝盖缓冲斗82中,铝盖缓冲斗82振动,铝盖进入铝盖振荡斗83,即可完成加盖动作。
若机器人灌装机进行粉末灌装,则第一机器手41夹取出瓶通道73出口的瓶体,转移至粉末灌装机构5,灌装室32内安装了称重称和瓶托,先记录空瓶重量;粉末灌装机构5包括四个灌针,粉末灌装时,四个灌针共分成两组,两组灌针依次按照旋转、下降(此时,一组灌针吸取药粉,另一组灌针对两个瓶体进行粉末灌装)、上升、旋转,循环往复;该部件一次性灌装两瓶,瓶底的称重称可实时监测已灌装的药粉重量,控制灌装精度。
若系统进行机器人灌装机液体(培养液)灌装,则将外部的进液软管连接供液阀322,液体灌装机构6包括分液器、蠕动泵、两个培液灌针,供液阀322与分液器连接,分液器通过硅胶管连接蠕动泵和两个培养液灌针,第二机器手42将粉末灌装机构5灌装后的瓶体传送至液体灌装机构6,进行培养液灌装,此时无需进行称重,只需控制蠕动泵的灌装时间即可。
灌装结束后,第二机器手42将液体灌装机构6灌装后的瓶体传送至加塞机构9,通过第二机器手42和加塞机构9共同完成瓶体的加塞动作。
加塞后,第二机器手42将瓶体转运至胶塞检测传感器331,若存在漏加塞情况,第二机器手42将取回未加塞的瓶体再次进行加塞动作。
轧盖时,第三机器手43夹取已加塞的瓶体转移至压塞机构332(轧盖室33内还设有压塞机构332)处,对胶塞进行压紧动作,再转移至落盖轨道处进行挂盖动作,然后转移至轧盖机构8,对铝盖进行轧盖动作。
轧盖后,第三机器手43将瓶体转运至出瓶网带的出瓶过渡板84,使瓶体变成有序的单列排布,该出瓶过渡板84附近配有轧盖检测传感器351,合格的瓶体随出瓶网带传出;若存在漏轧盖情况,第三机器手43将取回未加塞的瓶体再次进行轧盖动作;若轧盖不合格,第三机器手43将瓶体夹取放于废品存放盘352中,废品存放盘352旁边配有废品计数传感器353。
虽然本实用新型已以较佳实施例揭示如上,然而并非用以限定本实用新型。任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围的情况下,都可利用上述揭示的技术内容对本实用新型技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本实用新型技术方案的内容,依据本实用新型技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本实用新型技术方案保护的范围内。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。