1.本发明涉及检测技术领域,尤其是涉及一种多通道产品分选方法。
背景技术:
2.模具可以一次加工多个工件,以提高生产效率。机械手将模具所加工的工件取出后输送至传输带或物料架中,质检员通过随机抽样检测或全部检测工件,以判断工件加工是否合格。当模具其中一个型腔出现参数变化后,该型腔所加工的产品均不合格。而机械手将多个工件取出后混杂,导致质检员必修全部检测,检测效率极低,检测成本高,且无法直观判断出模具发生参数变化的型腔,导致模具的修模时间延长,因此需要改进。
技术实现要素:
3.本发明的目的是提供一种多通道产品分选方法。
4.本发明所采用的技术方案:一种多通道产品分选方法,用于将同一模具装置输出的二个及以上加工工件分选检验,该分选方法包括:
5.s101,将模具装置型腔内的二个及以上加工工件通过机械手装置夹持后同步移出模具装置;
6.s102,将二个及以上加工工件移动至分选装置后松开,其中,所述分选装置包括间隔分布的二条及以上的分选通道,每一个所述加工工件沿对应的所述分选通道滑动并存储,每一条所述分选通道对应引导所述模具装置中同一型腔输出的加工工件;
7.s103,重复步骤s101及步骤s102预设次数;
8.s104,抽样选取每一分选通道内的加工工件进行检测;
9.s105,判断该分选通道内的产品是否合格:
10.s106,当抽样的加工工件符合标准时,该分选通道内的加工工件合格;
11.s107,当抽样的加工工件不符合标准时,将该分选通道内的所有加工工件进行检测。
12.可选地,所述每一个所述加工工件沿对应的所述分选通道滑动并存储,包括:
13.所述分选通道收纳加工工件的数量大于三个。
14.可选地,所述将二个及以上加工工件移动至分选装置后松开,包括:
15.确定所述分选通道的入口的位置;
16.调节所述加工工件与所述分选通道的入口的相对位置,至少部分所述分选通道的入口位于所述加工工件的重力方向。
17.可选地,所述确定所述分选通道的入口的位置,包括:
18.识别所述分选通道的轮廓尺寸,再确定所述分选通道的中心位置;或者,
19.将所述机械手装置移动至所述分选通道的延伸方向并触发所述分选装置。
20.可选地,所述抽样选取每一分选通道内的加工工件进行检测,包括:
21.选取所述分选通道内两端的加工工件进行抽样检测;和/或,选取所述分选通道内
中部的加工工件进行抽样检测。
22.可选地,所述当抽样的加工工件不符合标准时,还包括:
23.调整模具装置对应型腔的参数。
24.可选地,所述分选装置包括分选机架、间隔安装于所述分选机架的二个及以上的分选组件和安装于所述分选机架的感应组件,所述分选通道设置于所述分选组件,所述感应组件位于所述机械手装置的移动方向。
25.可选地,所述分选组件包括分选管、安装于所述分选管一端的固定件及安装于所述分选管另一端的缓冲件,所述固定件与所述分选机架可拆卸连接。
26.可选地,所述机械手装置包括架体和间隔安装于所述架体的二个及以上的抓取组件,所述二个及以上的抓取组件的间隔尺寸与所述分选通道的间隔尺寸相同。
27.可选地,所述机械手装置还包括控制模块和与所述控制模块电连接的摄像头组件,所述摄像头组件安装于所述架体,所述控制模块根据所述摄像头组件所识别所述分选通道的入口控制所述抓取组件与所述分选通道对齐。
28.采用上述结构后,本发明和现有技术相比所具有的优点是:模具装置的型腔内取出的加工工件进入到分选通道,通过抽检分选通道内的加工工件,以确定对应分选通道内加工工件的合格性,提高加工工件的检测效率。分选通道与型腔相互对应,以使分选通道内的加工工件出现不合格品时,能够快速判断出现参数变化的型腔,提高模具型腔参数检测和判断的便捷性。
附图说明
29.下面结合附图和实施例对本发明进一步说明:
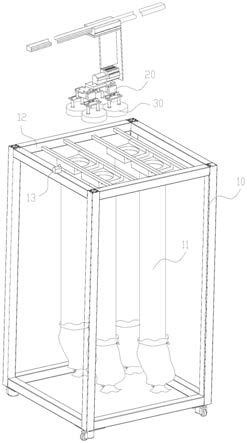
30.图1是本发明的多通道产品分选系统的结构示意图。
31.图2是本发明的多通道产品分选方法的流程框图。
32.图3是本发明的分选装置的结构示意图。
33.图4是本发明的分选装置中分选组件的剖视结构示意图。
34.图5是本发明的机械手装置的结构示意图。
35.图中:分选装置10;分选组件11;固定件111;分选管112;缓冲件113;管体件1131;捆绑件1132;转动件114;分选机架12;支架121;滑轨122;传感器123;感应组件13;机械手装置20;架体21;移动架211;第一伸缩组件212;第二伸缩组件213;抓取组件22;摄像头组件23;加工工件30。
具体实施方式
36.以下所述仅为本发明的较佳实施例,并不因此而限定本发明的保护范围。
37.实施例,如图1和图2所示,本发明公开了一种多通道产品分选系统,用于将同一模具装置输出的二个及以上加工工件30分选检验。模具装置可以同时加工二个及以上数量的加工工件30,如模具装置能在一次成型加工出六个、八个、十个等数量的加工工件30。多通道产品分选系统能够将模具装置所成型的加工工件30汇聚并进行检测,以避免模具装置中的一个或多个型腔出现参数变化,而导致加工工件30报废。其中,型腔参数变化包括型腔的尺寸变化、型腔的腔壁形状变化、模具装置合模过程中的型腔形状变化等。
38.所述多通道产品分选系统包括机械手装置20及分选装置10,其中,机械手装置20用于将所述模具装置的型腔内的二个及以上加工工件30夹持后同步移出所述模具装置,分选装置10包括间隔分布的二条及以上的分选通道。所述机械手装置20活动于所述模具装置和所述分选装置10之间,所述机械手装置20所夹持的所述加工工件30沿对应的所述分选通道滑动,每一条所述分选通道对应引导并存储所述模具装置中同一型腔输出的加工工件30。
39.机械手装置20能够同时将模具装置所加工的加工工件30同时取出,其中,机械手装置20用于抓取加工工件30的夹持位置与型腔的分布尺寸基本相同。风选装置设置二条及以上的分选通道,该分选通道的间隔距离尺寸与型腔的分布尺寸基本相同,以使分选通道与型腔相互对应,分选通道内的加工工件30出现不合格品时,能够快速判断出现参数变化的型腔,提高模具型腔参数检测和判断的便捷性。模具装置的型腔内取出的加工工件30进入到分选通道,通过抽检分选通道内的加工工件30,以确定对应分选通道内加工工件30的合格性,提高加工工件30的检测效率。
40.上述多通道产品分选系统用于快速分选加工工件30,避免不同型腔产出的加工工件30混合,便于溯源修正相应的模具装置的型腔。其中,本发明还公开了一种多通道产品分选方法,用于将同一模具装置输出的二个及以上加工工件30分选检验。多通道产品分选方法包括以下步骤:
41.s101,将模具装置型腔内的二个及以上加工工件30通过机械手装置20夹持后同步移出模具装置。机械手装置20用于抓取加工工件30的夹持位置与型腔的分布尺寸基本相同,在模具装置处于开模状态,机械手装置20移动至型腔区域并同步抓取所有成型的加工工件30。夹具装置在机械手装置20移出后合模,进行下一次加工。
42.s102,将二个及以上加工工件30移动至分选装置10后松开,其中,所述分选装置10包括间隔分布的二条及以上的分选通道,每一个所述加工工件30沿对应的所述分选通道滑动并存储,每一条所述分选通道对应引导所述模具装置中同一型腔输出的加工工件30。机械手装置20移动至分选装置10的上方,以方便加工工件30在重力作用下自动落入分选装置10。其中,分选通道的间隔距离尺寸与型腔的分布尺寸基本相同,以使分选通道与型腔相互对应,机械手装置20所抓取的加工工件30能够沿分选通道一一对应,避免混淆。
43.s103,重复步骤s101及步骤s102预设次数。步骤s101及步骤s102运行一次既能在分选通道内累计一个加工工件30,从而使分选装置10在一次装载模具装置多次加工输出的加工工件30。加工工件30依次汇聚并累计于分选通道,可选地,分选通道容纳加工工件30的数量在三个及以上,从而提高分选装置10检测的效率。可选地,分选装置10设置有计数器或称重装置,以确定加工工件30达到预设数量,如在分选通道内设置计数器或称重装置。
44.s104,抽样选取每一分选通道内的加工工件30进行检测。用户对每一分选通道内的加工工件30抽检,进一步降低加工工件30检验样本的数量,提高检测效率。检验样本仅仅体现当前分选通道内加工工件30的产品标准,相对于当前分选通道而言,该样本所对应抽样比例相对较高,提高检测的准确性。可选地,抽样检测的方式包括:选取所述分选通道内两端的加工工件30进行抽样检测。分选通道两端的加工工件30表示该分选通道在该循环中最初和最终收纳的加工工件30,最能体现工件加工过程中质量变化过程,对比度高。值得一提的是,该抽样并非限定于选取一件,而是可以选取位于两端的多件。可选地,选取所述分
选通道内中部的加工工件30进行抽样检测。分选通道中部的加工工件30表示该分选通道在该循环中正常加工的加工工件30,能体现工件加工过程中质量的平均性变化过程,对比度高。进一步地,可以上述两种抽样方式相结合,以进一步提高抽样样本的代表性。
45.s105,判断该分选通道内的产品是否合格。在完成抽样后,需要对抽样样本进行判断,该判断依据为加工工件30指定参数的检测。如,产品指定位置的表面质量、产品的尺寸参数、形变量及其它参数。
46.s106,当抽样的加工工件30符合标准时,该分选通道内的加工工件30合格。当抽样的加工工件30符合检测标准时,则该分选通道内的所有加工工件30均符合检测标准,避免全检导致的检测效率低,工作量大的问题。
47.s107,当抽样的加工工件30不符合标准时,将该分选通道内的所有加工工件30进行检测。分选通道内的加工工件30出现不合格品时,能够快速判断出现参数变化的型腔,提高模具型腔参数检测和判断的便捷性。进一步地,当对应分析通道出现不符合标准的加工工件30时,需要调整模具装置对应型腔的参数,以使生产的产品符合标准。
48.模具装置的型腔内取出的加工工件30进入到分选通道,通过抽检分选通道内的加工工件30,以确定对应分选通道内加工工件30的合格性,提高加工工件30的检测效率。
49.在上述步骤s102中所述将二个及以上加工工件30移动至分选装置10后松开,包括以下步骤:
50.步骤s201,确定所述分选通道的入口的位置。分选通道用于承接和收纳加工工件30,加工工件30自分选通道的入口位置进入分选通道。在本步骤中,确定分选通道的入口位置包括主动确定和被动确定两种。
51.在一可选地实施例中,识别所述分选通道的轮廓尺寸,再确定所述分选通道的中心位置。机械手装置20设置有视觉装置,用于识别分选通道的入口轮廓,继而确定入口的位置。例如,所述机械手装置20还包括控制模块和与所述控制模块电连接的摄像头组件23,该摄像头组件23拍摄分选装置10,用于获取分选装置10的分选通道入口位置的图像信息。控制模块根据摄像头组件23所拍摄的图像信息,确定分选通道入口的轮廓信息,继而确定分选通道的入口。
52.控制模块根据轮廓信息,确定分选通道的中心位置,以使加工工件30能够沿分选通道的入口居中进入分选通道,提高加工工件30叠加的居中性和平稳性。例如,分选通道设置为圆形管状通道,摄像头组件23拍摄分选装置10,以提取分选通道的入口轮廓线。该轮廓线勾勒出具有矩阵状分布的通道入口,以使多个加工工件30沿对应的分选通道同时进入。其中,控制模块将机械手装置20与分选装置10相互对应,以提高两者匹配性。
53.在另一可选地实施例中,将所述机械手装置20移动至所述分选通道的延伸方向并触发所述分选装置10。可选地,机械手装置20在分选装置10和模具装置之间往复移动,机械手装置20在移动过程中触发分选装置10,以确定分选通道的入口位置,继而将机械手装置20所抓取的加工工件30投入到分选通道内。例如,机械手装置20设置有行程开关或感应开关等,以触发到位信号,确定将机械手装置20与分选装置10相互对应,以提高两者匹配性。
54.如图1、图3和图5所示,在一可选地实施例中,分选装置10包括分选机架12及安装于分选机架12的感应组件13,感应组件13在机械手装置20在移动过程中触发,以确定分选通道的入口位置,继而将机械手装置20所抓取的加工工件30投入到分选通道内。
55.可选地,所述感应组件13包括安装于所述分选机架12的行程开关,所述行程开关位于所述机械手装置20的移动方向上。行程开关配置为接触性触发机构,机械手装置20在移动过程中碰触行程开关,以使行程开关输出机械手装置20到位的电信号,提高机械手装置20与分选装置10配合的精度。
56.可选地,所述感应组件13包括安装于所述分选机架12的传感器123,所述传感器123在所述机械手装置20移动过程中触发。传感器123配置为非接触性触发机构,如传感器123配置为光电感应开关、霍尔传感器123等。机械手装置20在移动过程中触发传感器123,以使传感器123输出机械手装置20到位的电信号,提高机械手装置20与分选装置10配合的精度。
57.步骤s202,调节所述加工工件30与所述分选通道的入口的相对位置,至少部分所述分选通道的入口位于所述加工工件30的重力方向。在确定分选通道的入口位置以后,调节机械手装置20与分选装置10之间的相对位置,以使加工工件30位于分选通道的入口延伸方向。当机械手装置20松开加工工件30后,加工工件30沿分选通道的入口自动滑入,并在分选通道内叠加,堆叠效果好。
58.在步骤s202中,还包括当机械手装置20距离分选装置10预设距离时,机械手装置20的移动速度减小,并在到达分选通道的上方时停止,以避免加工工件30晃动,并提高机械手装置20与分选装置10配合的精度。
59.如图1、图3和图5所示,所述分选装置10包括分选机架12、间隔安装于所述分选机架12的二个及以上的分选组件11和安装于所述分选机架12的感应组件13,所述分选通道设置于所述分选组件11,所述感应组件13位于所述机械手装置20的移动方向。
60.分选机架12为框架型刚性结构件,分选组件11间隔安装于分选机架12,以形成多通道结构。分选组件11可拆卸安装于分选机架12,以灵活调节分选组件11的安装位置,从而适配不同型号或不同产品的加工工件30,以及适配不同间距尺寸的型腔。
61.如图3和图4所示,可选地,所述分选组件11包括分选管112、安装于所述分选管112一端的固定件111及安装于所述分选管112另一端的缓冲件113,所述固定件111与所述分选机架12可拆卸连接。分选管112配置为管状结构件,该分选管112配置为刚性的管体,如塑料管、钢管等;或者,该分选管112配置为柔性管,如橡胶管、布料制成的管体等。
62.固定件111位于分选管112的一端,以使分选管112与分选机架12可拆卸连接。例如,分选机架12配置有间隔分布的滑轨122,固定件111滑动连接于滑轨122,以调节分选组件11的位置,提高适配性能。可选地,分选机架12配置有间隔分布的支架121,固定件111通过紧固件锁定连接于支架121,以调节分选组件11的位置,提高适配性能。
63.缓冲件113位于分选管112的另一端,以承接加工工件30并避免加工工件30出现刚性碰撞。在预设数量的加工工件30进入分选组件11后,需要对该分选通道内的加工工件30进行抽样检测,其中,加工工件30自缓冲件113所处一端依次输出,并进行抽样,从而避免不同分选通道的加工工件30混合,提高检测的准确性。
64.可选地,所述缓冲件113包括柔性材料制成的管体件1131和活动连接于所述管体件1131的捆绑件1132,所述捆绑件1132开启或封闭所述分选通道的出口。管体件1131采用橡胶套、布料制成的布套等柔性材料制成,以提高加工工件30的缓冲效果,避免工件之间刚性碰撞,影响加工工件30的表面质量。捆绑件1132绑住管体件1131的出口,以使加工工件30
堆叠于分选通道内,堆叠效果好,输出方便。
65.分选组件11相对于分选机架12活动,以方便分选组件11内所堆叠的工件输出。可选地,分选组件11的捆绑件1132解开后,加工工件30直接从分选组件11内输出至指定的物料框或传动带,以方便加工工件30的输出。可选地,所述分选组件11包括可转动连接于所述分选管112和所述固定件111的转动件114,所述转动件114包括转动通道,所述转动通道与所述分选通道连通。转动件114配置为可转动的关节管道、弹性的橡胶套等,以使分选组件11能够相对于分选机架12转动,从而使分选组件11的出口端能够相对于分选机架12转动并延伸至分选机架12外,便于分选组件11内的加工工件30输出,提高出料的便捷性。
66.如图1和图5所示,所述机械手装置20包括架体21和间隔安装于所述架体21的二个及以上的抓取组件22,所述二个及以上的抓取组件22的间隔尺寸与所述分选通道的间隔尺寸相同。抓取组件22间隔分布于架体21,以形成多点抓取结构。抓取组件22抓取型腔内的加工工件30,并在架体21整体移动至分选装置10的上方松开,以使加工工件30落入到分选通道内。
67.可选地,抓取组件22通过气动抓取加工工件30。如,抓取组件22配置为间隔分布于架体21的吸盘件及连接吸盘件的气动组件,吸盘件在气动组件的驱动下形成负压,以抓取型腔内的加工工件30。吸盘架在气动组件的驱动下松开加工工件30,以使加工工件30落入到分选通道内。
68.可选地,抓取组件22通过机械合拢或展开抓取加工工件30。例如,所述抓取组件22包括动力组件、连接于所述动力组件的连接架、活动连接于所述连接架的二个及以上的卡爪件及套设于所述卡爪件的弹性套,二个及以上的所述卡爪件连接于所述动力组件,所述动力组件驱动所述卡爪件合拢或展开。动力组件驱动两个及以上的卡爪合拢或展开,以抓取加工工件30,从而使加工工件30在型腔与分选装置10之间移动,操作方便。在卡抓件上套设弹性套,以避免抓取组件22在抓取过程中夹伤加工工件30,产品保护性能好。
69.可选地,架体21还包括移动架211、安装于移动架211的第一伸缩组件212及安装于所述第一伸缩组件212的第二伸缩组件213,抓取组件22安装于第二伸缩组件213的伸缩轴上。移动架211滑动连接于轨道,以带动抓取组件22整体移动。第一伸缩组件212驱动第二伸缩组件213直线移动,以调节第一伸缩组件212在第一方向上的调节位置。第二伸缩组件213驱动抓取组件22直线移动,以调节抓取组件22在第二方向上的调节位置,从而使抓取组件22能够抓取或松开的范围扩大,提高抓取效率。可选地,第二伸缩组件213设置有多个,每一个第二伸缩组件213上安装有一个抓取组件22,以使每个抓取组件22均能抓取一个加工工件30,加工效果好。
70.在一实施例中,所述摄像头组件23安装于所述架体21,所述控制模块根据所述摄像头组件23所识别所述分选通道的入口控制所述抓取组件22与所述分选通道对齐。摄像头组件23拍摄分选装置10,以提取分选通道的入口轮廓线。该轮廓线勾勒出具有矩阵状分布的通道入口,以使多个加工工件30沿对应的分选通道同时进入。其中,控制模块将机械手装置20与分选装置10相互对应,以提高两者匹配性,机械手装置20的移动定位灵活且适用范围广。值得一提的是,机械手装置20配置摄像头组件23时,抓取组件22的间隔尺寸与分选通道的间隔尺寸可以具有差异性,以通过摄像头组件23与控制模块分步输送加工工件30至对应的分选通道,操作方便。
71.上述实施例仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本技术保护的范围之内。其它结构和原理与现有技术相同,这里不再赘述。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

