1.本发明涉及包装袋生产技术领域,具体涉及一种包装袋次品剔除方法。
背景技术:
2.包装袋在我们的生活中随处可见,现有的包装袋生产流程包括在薄膜上印刷图案,得到包装袋印刷膜,然后将成卷的包装袋印刷膜置于制袋机上,放卷加工包装袋。
3.对于有瑕疵的包装袋,例如有印刷瑕疵的包装袋、有污染的包装袋、有接缝的包装袋,如果采用人工剔除则费时费力,现有技术中已经有多种次品剔除装置,例如本发明的申请人在先申请的专利cn201910528708.7,采用机械式剔除方式,能够自动、准确的对次品进行剔除。
4.但是,如何准确的检测识别有瑕疵的包装袋,却是一个技术难题。由于次品剔除装置通常与制袋机的出袋端衔接,制袋机将成卷的包装袋印刷膜放卷加工成包装袋,然后在末端分切成一个个的包装袋,再进入次品剔除装置。因此,现有技术的解决方案均集中在如何在制袋机上安装检测装置检测识别有瑕疵的包装袋方面,即在线检测有瑕疵的包装袋,随即进行剔除。由于制袋机振动较大,包装袋印刷膜抖动明显,因此难以实现准确的图像采集以及准确的检测识别。
技术实现要素:
5.本发明的目的是提供一种包装袋次品剔除方法,能够准确的检测识别有瑕疵的包装袋,进而实现准确的次品剔除。
6.为了实现以上目的,本发明采用的技术方案:
7.一种包装袋次品剔除方法,包括以下步骤:对包装袋印刷膜进行检测,在有瑕疵的包装袋上贴瑕疵标签,然后收卷;将成卷的包装袋印刷膜置于制袋机上,放卷加工包装袋;在制袋机的出袋端衔接剔除装置,在制袋机或剔除装置上检测识别瑕疵标签;有瑕疵标签的包装袋到达剔除装置的剔除位置时,剔除装置对有瑕疵标签的包装袋进行剔除。
8.作为优选的技术方案,在印刷工段或品质检查工段中对包装袋印刷膜进行检测。
9.作为优选的技术方案,设置视觉检测系统对包装袋印刷膜进行检测。
10.作为优选的技术方案,所述视觉检测系统包括对包装袋印刷膜拍照的图像采集装置和对图像分析判断的软件。
11.作为优选的技术方案,有瑕疵的包装袋包括有印刷瑕疵的包装袋、有污染的包装袋、有异物的包装袋和有接缝的包装袋中的一种或几种。
12.作为优选的技术方案,通过检测标签的厚度、颜色、导电性、磁性、光吸收或光反射特性检测识别瑕疵标签。
13.作为优选的技术方案,在制袋机或剔除装置上设置厚度检测装置、颜色检测装置、导电性检测装置、磁性检测装置或光电检测装置检测识别瑕疵标签。
14.作为优选的技术方案,所述厚度检测装置包括厚度传感器,厚度传感器采集包装
袋的厚度信号;根据瑕疵标签的厚度设定厚度信号的阈值;厚度传感器采集到的厚度信号达到设定的阈值时,判定检测到瑕疵标签。
15.作为优选的技术方案,所述厚度检测装置包括距离传感器,距离传感器采集包装袋表面在竖直方向上的距离信号;根据瑕疵标签的厚度设定距离信号的阈值;距离传感器采集到的距离信号达到设定的阈值时,判定检测到瑕疵标签。
16.作为优选的技术方案,所述颜色检测装置包括颜色传感器,颜色传感器采集包装袋表面的颜色信号;根据瑕疵标签的颜色设定颜色信号的阈值;颜色传感器采集到的颜色信号达到设定的阈值时,判定检测到瑕疵标签。
17.作为优选的技术方案,所述导电性检测装置包括电导传感器,电导传感器采集包装袋表面的电导信号;根据瑕疵标签的导电性设定电导信号的阈值;电导传感器采集到的电导信号达到设定的阈值时,判定检测到瑕疵标签。
18.作为优选的技术方案,所述磁性检测装置包括磁性传感器,磁性传感器采集包装袋表面的磁性信号;根据瑕疵标签的磁性设定磁性信号的阈值;磁性传感器采集到的磁性信号达到设定的阈值时,判定检测到瑕疵标签。
19.作为优选的技术方案,所述光电检测装置包括光电传感器,光电传感器采集包装袋的光信号;根据瑕疵标签的光吸收或光反射特性设定光信号的阈值;光电传感器采集到的光信号达到设定的阈值时,判定检测到瑕疵标签。
20.作为优选的技术方案,所述剔除装置包括传输机构、剔除通道和剔除机构,剔除通道包括传输机构上的空隙,剔除机构位于剔除通道上方,剔除机构接到剔除信号后将包装袋从剔除通道向下剔除。
21.作为优选的技术方案,所述剔除机构包括下压模块和/或导向模块,当剔除机构接到剔除信号后,剔除机构向下伸出,导向模块将包装袋导向至剔除通道,下压模块朝向剔除通道下压包装袋。
22.作为优选的技术方案,有瑕疵标签的包装袋到达剔除通道前或到达剔除通道时,剔除机构接到剔除信号。
23.本发明的有益效果:
24.本发明采用先离线检测有瑕疵的包装袋,在有瑕疵的包装袋上贴瑕疵标签,然后在线检测识别瑕疵标签,再进行剔除的方法。由于离线检测时脱离了制袋机,避免了制袋机振动较大对图像采集以及检测识别的干扰,因此能够准确的检测识别有瑕疵的包装袋。而在线检测识别瑕疵标签时,对检测精度要求不高,因此能够准确的检测识别有瑕疵标签的包装袋。综上,本发明能够准确的检测识别有瑕疵的包装袋,进而实现准确的次品剔除。
附图说明
25.图1为在品质检查工段放卷检测包装袋印刷膜的结构示意图;
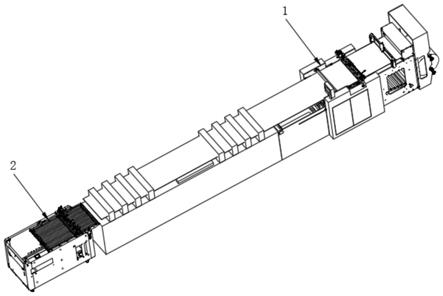
26.图2为制袋机和剔除装置的结构示意图;
27.图3为在制袋机上设置厚度检测装置的结构示意图;
28.图4为剔除装置的结构示意图(剔除动作前);
29.图5为剔除装置的结构示意图(剔除动作时)。
具体实施方式
30.为了使本发明的目的、技术方案和优点更加清楚,下面结合附图对本发明作进一步阐述。
31.本发明所述衔接是指两个机构之间接触或靠近,使得上游机构的包装袋能顺利输送到下游机构。
32.本发明所述和/或是指和与或是选择关系,所述剔除机构既可以只包括下压模块,也可以只包括导向模块,还可以同时包括下压模块和导向模块。
33.一种包装袋次品剔除方法,包括以下步骤:
34.对包装袋印刷膜进行检测,在有瑕疵的包装袋上贴瑕疵标签3,然后收卷,如图1所示;
35.将成卷的包装袋印刷膜置于制袋机1上,放卷加工包装袋,如图2所示;
36.在制袋机1的出袋端衔接剔除装置2,在制袋机1或剔除装置2上检测识别瑕疵标签,如图2所示;
37.有瑕疵标签的包装袋到达剔除装置2的剔除位置时,剔除装置2对有瑕疵标签的包装袋进行剔除。
38.对包装袋印刷膜进行检测,可以在印刷工段或品质检查工段中对包装袋印刷膜进行检测,这是一种离线检测的方法,由于离线检测时脱离了制袋机,避免了制袋机振动较大对图像采集以及检测识别的干扰,因此能够准确的检测识别有瑕疵的包装袋。
39.如图1所示,在品质检查工段检测时,一端是成卷的包装袋印刷膜放卷,另一端是收卷,设置了视觉检测系统对包装袋印刷膜进行检测,包括对包装袋印刷膜拍照的图像采集装置和对图像分析判断的软件。图像采集装置对包装袋的图案进行采集,软件将采集到的图案与预定的图案相比,若采集到的图案与预定的图案不一致,例如有印刷瑕疵、有污染、有异物、有接缝(包装袋印刷膜裁剪、拼接等原因形成)等,则判断为有瑕疵的包装袋,可以设置自动贴标签装置或者人工贴标签的方法,在有瑕疵的包装袋上贴瑕疵标签3。
40.在制袋机或剔除装置上检测识别瑕疵标签,可以通过检测标签的厚度、颜色、导电性、磁性、光吸收或光反射特性检测识别瑕疵标签。这是一种在线检测的方法,虽然制袋机振动较大,但是检测识别瑕疵标签对检测精度要求不高,因此能够准确的检测识别有瑕疵标签的包装袋。
41.例如:如图3所示,在制袋机1或剔除装置上设置厚度检测装置4检测识别瑕疵标签3。所述厚度检测装置包括厚度传感器,厚度传感器采集包装袋的厚度信号;根据瑕疵标签的厚度设定厚度信号的阈值;厚度传感器采集到的厚度信号达到设定的阈值时,判定检测到瑕疵标签。
42.例如:在制袋机或剔除装置上设置厚度检测装置检测识别瑕疵标签。所述厚度检测装置包括距离传感器,距离传感器采集包装袋表面在竖直方向上的距离信号;根据瑕疵标签的厚度设定距离信号的阈值;距离传感器采集到的距离信号达到设定的阈值时,判定检测到瑕疵标签。
43.例如:在制袋机或剔除装置上设置颜色检测装置检测识别瑕疵标签。所述颜色检测装置包括颜色传感器,颜色传感器采集包装袋表面的颜色信号;根据瑕疵标签的颜色设定颜色信号的阈值;颜色传感器采集到的颜色信号达到设定的阈值时,判定检测到瑕疵标
签。
44.例如:在制袋机或剔除装置上设置导电性检测装置检测识别瑕疵标签。所述导电性检测装置包括电导传感器,电导传感器采集包装袋表面的电导信号;根据瑕疵标签的导电性设定电导信号的阈值;电导传感器采集到的电导信号达到设定的阈值时,判定检测到瑕疵标签。
45.例如:在制袋机或剔除装置上设置磁性检测装置检测识别瑕疵标签。所述磁性检测装置包括磁性传感器,磁性传感器采集包装袋表面的磁性信号;根据瑕疵标签的磁性设定磁性信号的阈值;磁性传感器采集到的磁性信号达到设定的阈值时,判定检测到瑕疵标签。
46.例如:在制袋机或剔除装置上设置光电检测装置检测识别瑕疵标签。所述光电检测装置包括光电传感器,光电传感器采集包装袋的光信号;根据瑕疵标签的光吸收或光反射特性设定光信号的阈值;光电传感器采集到的光信号达到设定的阈值时,判定检测到瑕疵标签。
47.如图4和图5所示,剔除装置2包括传输机构5、剔除通道6和剔除机构7,剔除通道6包括传输机构5上的空隙,剔除机构7位于剔除通道6上方,剔除机构7接到剔除信号后将包装袋从剔除通道6向下剔除。
48.作为剔除机构7的一种结构形式,所述剔除机构7包括下压模块和/或导向模块,当剔除机构7接到剔除信号后,剔除机构7向下伸出,导向模块将包装袋导向至剔除通道6,下压模块朝向剔除通道6下压包装袋。所述剔除机构7既可以只包括下压模块,也可以只包括导向模块,还可以同时包括下压模块和导向模块,图中导向模块和下压模块一体设置。
49.导向模块需要在有瑕疵标签的包装袋到达剔除通道6前执行剔除动作,下压模块需要在有瑕疵标签的包装袋到达剔除通道6时执行剔除动作。同时包括下压模块和导向模块时,执行剔除动作的时间精度要求可以适当放宽,有瑕疵标签的包装袋到达剔除通道6前或到达剔除通道6时,剔除机构7接到剔除信号执行剔除动作,均能完成剔除。
50.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

