1.本实用新型涉及一种电容器的制备装置的技术领域,具体指一种电容器的真空注胶装置。
背景技术:
2.随着电力技术的高速发展,大容量、高电压的干式电力电容器应用越来越广泛,对干式电力电容器的要求也越来越高。而电力电容器的灌封胶质量的好坏则直接影响着干式电力电容器的性能。为此,在灌封胶时,要求起到绝缘和保护作用的绝缘胶(一般为环氧树脂或聚氨酯)必须紧密填充于电容器的外壳内,即紧密地填充在外壳内的电容器的元件和元件之间、以及绝缘件与外壳之间,在确保填满后再进行固化,固化后不得有空隙、气泡等缺陷。
3.为了实现上述要求,通常采用真空注胶装置来实现电容器的注胶作业,如中国专利授权公告号为cn103681011b的《一种回水胶水电容器灌封机》,它包括真空罐、真空抽气机、注胶管架和安装在注胶架上的注胶管,注胶管穿过真空罐盖伸进真空罐内,每个注胶管对应一个电容器,真空抽气机通过真空抽气口连接真空罐。使用时,先通过注胶管对电容注胶,注胶完成后再对真空罐抽真空,随之将电容灌封内部的气泡被抽出,以此来保证灌封质量。
4.还有中国专利申请公布号为cn110600284a的文献中公开了电容器的备用分步灌胶装置及其灌胶方法,其是先将芯子主体安装于外壳内,将外壳安装在超声震动平台上,然后启动真空泵,将导流机构底部的待灌胶室抽至真空,然后打开加料头,将熔融的灌封料通过导料通道排出,熔融的灌封料贴着外壳内壁向下流动进入待灌胶室,同时超声震动平台带动外壳震动,直至液位到达报警位置时关闭加料头。如此反复,直至各区间灌胶完毕,灌封作业结束。
5.另,还有如中国专利授权公告号为cn210897002u的文献中也披露了智能双液真空灌胶装置。
6.采用上述注胶装置,虽在一定程度上避免了电容器注胶后的空隙、气泡等缺陷,但由于绝缘胶自身的饱和蒸汽压、输送泵微漏等问题的存在,在真空状态下的绝缘胶还是有气泡混入,而且由于电容器外壳内的元件比较紧密,内部会形成流阻比较大、绝缘胶难以进入的空隙。并且一般电容器外壳的壁厚只有1
‑
4mm,电容器外壳内外不能有较大的压差,否则容易吸扁、鼓肚,因而现有的真空注胶装置还无法让绝缘胶充分进入上述流阻比较大的空隙,故仍需要作进一步的改进。
技术实现要素:
7.本实用新型所要解决的技术问题是针对现有技术,提供一种能有效消除电容器内的空隙和气泡的电容器的真空注胶装置。
8.本实用新型解决上述技术问题所采用的技术方案为:一种电容器的真空注胶装
置,包括有能容纳至少一台电容器的注胶罐、真空泵和为电容器输送绝缘胶的注胶管,所述的真空泵通过抽气管与注胶罐上的抽气口相连,所述注胶管上安装有进胶阀,所述抽气管上安装有抽真空阀,其特征在于:所述注胶罐内还安装有口部敞开的脱气桶和密闭的补胶罐,所述注胶管伸入注胶罐后插入到脱气桶内,该脱气桶再通过带有注胶阀的输胶管与电容器外壳的下部处的注胶口相连通;所述抽真空阀与抽气口之间的抽气管上安装有进出气阀,所述补胶罐的上部通过连接管与所述进出气阀和抽真空阀之间的抽气管相连通,所述补胶罐的下部通过补胶管与电容器外壳的上部处的补胶口相连通,并且所述进出气阀和抽真空阀之间的抽气管还通过加压阀连接高压气源,同时在所述注胶罐上还开有由放气阀控制的放气口。
9.为了提高脱气效率,进一步改进的是,所述脱气桶内安装有位于注胶管的插入端下方的脱气伞组,该脱气伞组至少包括有直立在脱气桶内的立柱和支撑在立柱顶端的第一伞面。
10.在上述方案中,更进一步优选的是,所述脱气伞组还包括有固定在位于第一伞面下方的立柱上且能容纳从第一伞面上落下的绝缘胶的第二伞面,在该第二伞面上开有漏胶孔。以使脱气效果得到明显提高。
11.进一步优选的是,所述第二伞面上的开孔率为0.05~0.1。
12.在上述各方案中,较好的是,所述补胶罐的底面高于电容器外壳的顶面,以使补胶罐内的绝缘胶能更加顺利地进入到电容器外壳内。
13.与现有技术相比,由于本实用新型增设了脱气桶和补胶罐,在绝缘胶注入电容器前,在脱气桶中对绝缘胶事先进行脱气处理,然后利用压差(ρgh)将绝缘胶注入到电容器内,并且在电容器内注满绝缘胶后,利用补胶罐内多余的胶量,再借助于高压气体,使得补胶罐内的绝缘胶能被压入到电容器内,以填充大流阻空隙中,同时由于该高压气体施加于电容器内外,使得电容器内外的气压一致,不会导致电容器外壳受损,因而本实用新型能有效消除电容器内的空隙和气泡而能明显提高电容器的注胶质量,故值得推广应用。
附图说明
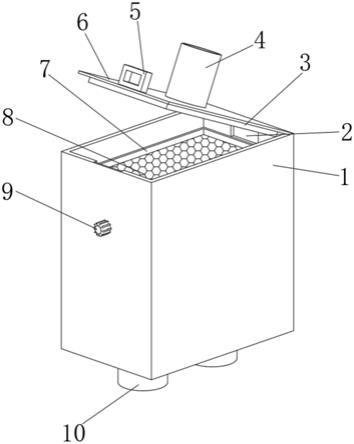
14.图1为本实用新型实施例的注胶装置的示意图;
15.图2为图1中的脱气伞组的立体示意图。
具体实施方式
16.以下结合附图实施例对本实用新型作进一步详细描述。
17.如图1和图2所示,为本实用新型注胶装置的一个优选实施例。该电容器的真空注胶装置包括有注胶罐1、真空泵2、脱气桶3、补胶罐4、注胶管51,其中注胶罐1内至少能容纳一台电容器10,注胶罐1的容积大小具体可以根据生产需要设定,为了描述简单方便,图中仅示出一台电容器。该注胶罐1可以采用常规的真空罐结构,即配置与罐体11相密闭的罐门12,罐体11上开有抽气口13、由放气阀71控制的放气口14以及供上述注胶管和下述的连接管安装的对应接口,并在罐体上安装有真空测量仪(图中未示出),以便直观地显示注胶罐1内的真空度,由于这些均为现有技术,在此不再展开具体说明。
18.上述真空泵2通过抽气管52与注胶罐1上的抽气口13相连,抽气管52上安装有抽真
空阀72和进出气阀73,其中进出气阀73位于抽气口13和抽真空阀之间的抽气管上。真空泵2可以按需配置,本实施例中,真空泵2采用前级为旋片泵21、主泵为罗茨泵22的真空泵组。
19.上述脱气桶3和补胶罐4均放置在注胶罐1内,其中的脱气桶3设计成口部敞开的结构,以便顺畅脱气,脱气桶3可以与电容器一起放置在注胶罐1内的平台上。
20.上述注胶管51一端通过输送泵连接绝缘胶源,另一端通过注胶罐1的对应接口后插入到脱气桶3内,位于注胶罐1外部的注胶管51上安装有进胶阀74。脱气桶3再通过带有注胶阀75的输胶管53与电容器外壳的下部处的注胶口101相连通。为了提高脱气桶3中绝缘胶的脱气效率,本实施例中,在脱气桶3内安装有位于注胶管51的另一端(也即为插入端)下方的脱气伞组6,该脱气伞组6至少包括有直立在脱气桶3内的立柱61和支撑在立柱顶端的第一伞面62,在图2中采用了三个伞面,即从上而下依次间隔安装在立柱上的第一伞面62、第二伞面63和第三伞面64,第二伞面63能容纳从第一伞面62上落下的绝缘胶,在该第二伞面63上开有漏胶孔631,该漏胶孔631有多个,依次均布在第二伞面63上,优选的是第二伞面63的开孔率为0.05
‑
0.1,采用这样的开孔率,绝缘胶能平稳、慢速地流经第二伞面63,否则,过小的开孔率,会使绝缘胶滞留在第二伞面63上;如果开孔率过大,又会使绝缘胶快速通过第二伞面63,脱气效果就不明显。第三伞面64与第一伞面62相同放置,漏胶孔631中落下绝缘胶可以沿第三伞面64流入到脱气桶3中。
21.上述补胶罐4设置设成密闭的结构,安装后的补胶罐4的底面最好高于电容器外壳的顶面。补胶罐4的上部与穿过注胶罐1的连接管54的一端相连接,该连接管54的另一端再与进出气阀73和抽真空阀72之间的抽气管52相连通,补胶罐4的下部通过补胶管55与电容器外壳的上部处的补胶口102相连通,并且进出气阀73与抽真空阀72之间的抽气管还通过加压阀76连接高压气源。
22.采用上述真空注胶装置进行注胶作业时,具体步骤如下:
23.(1)连接电容器:打开的注胶罐1的罐门,将电容器10放置在注胶罐1内,接着将输胶管53、补胶管55分别与电容器外壳上的注胶口101和补胶口102相连接,然后关闭罐门12;
24.(2)对注胶罐1、脱气桶3、补胶罐4及电容器抽真空:打开进出气阀73和抽真空阀72,启动真空泵2,开始对注胶罐1、脱气桶3、补胶罐4和电容器10同时抽气,直至注胶罐1内的真空度为100pa~300pa范围内时再继续抽气30~60分钟,具体时间可以根据电容器的规格等要求来定;
25.(3)进胶至脱气桶3:打开进胶阀74,启动输送泵,绝缘胶经注胶管51源源不断的落下,并先滴落在该第一伞面62上,然后沿第一伞面再流入第二伞面63中,绝缘胶被收纳在该第二伞面63内,然后再从第二伞面的漏胶孔631中流入到第三伞面64上,进一步脱气后的绝缘胶再沿第三伞面64流入到脱气桶3内,直至脱气桶3内的绝缘胶的液面升高到设定的高度时关闭进胶阀,同时真空泵2继续工作,使注胶罐1内的真空度为100pa~300pa范围内时继续抽气5~10分钟,然后关闭进出气阀73;
26.在此,脱气桶3内的绝缘胶的液面升高到设定的高度可以选择1/3~1/2的脱气桶3高度,由于绝缘胶在脱气桶内固化反应已经开始,反应时会产生热量,热量又会加快固化反应,因此脱气桶内盛放的胶量相对较少,有利于防止绝缘胶的固化,确保脱气桶内的绝缘胶能顺利地压入到电容器壳体内。
27.(4)充气至注胶罐1,对电容器继续抽气:打开放气阀71,将常压露点低于
‑
23℃的
干燥气体(具体可以是干燥空气)放入注胶罐1内,直至注胶罐1内的压力>ρgh时关闭放气阀71,其中h为电容器外壳底面至补胶罐4的1/2高度处的高度。
28.在此过程中,由于电容器10内仍通过补胶罐4在抽真空,为了防止电容器外壳出现吸扁,在设计电容器外壳时,将电容器外壳的高度小于等于1/2s
×
103即可,其中s为电容器外壳的壁厚,单位毫米。
29.(5)注胶:打开注胶阀75,脱气桶3内的绝缘胶被干燥气体压入到电容器的外壳内及补胶罐4内,即,此时利用压差让绝缘胶顺利地流入到电容器内部,直至补胶罐4内的液面到达补胶罐4的至少一半高度处时,本实施例中,到达补胶罐4的2/3高度时关闭注胶阀75和抽真空阀72;
30.(6)补胶:打开加压阀76和进出气阀73,将高压气体(具体可以是压缩空气)注入到补胶罐4和注胶罐1内,使注胶罐1内和与连接管54内保持在0.05~0.6mpa的压力,具体压力可以视产品内部的元件的紧密度而定,若比较紧密的,则压力大一些,反之则压力选的低一些。补胶罐4内的绝缘胶被高压气体推动注入到电容器的外壳内,以填充电容器内的大流阻空间,直至补胶罐4内的液位停止下降3~5分钟后关闭加压阀76;
31.在此过程中,由于电容器外壳内外承受相同的压力,因此不会出现的电容器外壳受损的现象,而补胶罐4的液面与电容器内的大流阻空隙之间形成压差,因此补胶罐4内的绝缘胶能顺利地被补入到电容器内。
32.(7)固化:可以让电容器10在注胶罐1内放置一段时间进行固化绝缘胶,也可以打开罐门12,让电容器在注胶罐1外放置一段时间后,让电容器内的绝缘胶固化。
33.在上述注胶过程中,若脱气桶3内的绝缘胶的量可以满足电容器内所需的绝缘胶量及补胶罐4内的补胶量时,上述脱气桶3内的绝缘胶可以一次性对电容器注胶完成,如此可以提高注胶效率,也避免注胶过程中的绝缘胶的固化。但当电容器容量较大时,脱气桶3内的胶量满足不了电容器内的胶量时,即,步骤(5)的注胶过程中,当脱气桶3内的绝缘胶液面下降到设定的位置(不低于脱气桶3上与输胶管53相连的输出口,否则气体会进入到电容器内,影响电容器质量)而补胶罐4内的绝缘胶液面还没有达到设定的高度时,此时需要关闭注胶阀75,重复步骤(2)、(3)、(4)和步骤(5)。也就是,在步骤(5)后,再一次打开进出气阀a,进行步骤(2)中对注胶罐1和脱气桶3抽气(直至此时,补胶罐4是一直在抽气的),直到注胶罐1内的真空度为100pa~300pa范围内时再继续抽气30~60分钟,后进行步骤(3),进行再进胶至脱气桶3,充气至注胶罐1,然后再进行步骤(4)和步骤(5,)如此反复,直至补胶罐4内的液面到达补胶罐4的至少一半高度处时,关闭注胶阀和抽真空阀;进行步骤(6)的补胶作业。
34.上述注胶作业中,因为绝缘胶在注入电容器前事先进行了脱气处理,再利用压差将绝缘胶注入到电容器内,后再用补胶罐4内多余的胶量压入到电容器内,并且由于在补胶时,高压气体施加于电容器内外,不会导致电容器外壳受损,因而本实施例既能有效消除电容器内的空隙和气泡而能明显提高电容器的注胶质量,同时又能确保电容器外壳的质量。并且注胶过程中可以由控制器全程控制,操作也方便。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。