本发明涉及一种锅炉水冷壁的安装方法。
背景技术:
水冷壁是锅炉的主要受热部分,它由数排钢管组成,分布于锅炉炉膛的四周,它的内部为流动的水或蒸汽,外界接受锅炉炉膛的火焰的热量,一般水冷壁是由多根管子焊接而成,传统的焊接工艺方案为先通过多头焊焊接管子水平面的扁钢将管子焊接成排,再进行手工装配后焊接。
在现有技术中,水冷壁的安装一直以来采用先吊装后焊接,焊接时水冷壁被吊在半空焊接,焊接后水冷壁之间容易在焊缝处弯曲,造成炉膛密封不紧密以至烟气泄露的问题。由于焊接变形产生,纵向收缩变形、横向收缩变形、角变形、弯曲变形、扭曲变形等,热处理时扁钢容易开裂。
技术实现要素:
为了现有锅炉中水冷壁质量差的问题,本发明提供了一种锅炉水冷壁的安装方法,该锅炉水冷壁的安装方法缩短了水冷壁的安装生产周期,提高了水冷壁的焊接质量。
本发明解决其技术问题所采用的技术方案是:
一种锅炉水冷壁的安装方法,包括以下步骤:
步骤1、制造组合平台架;
步骤2、在组合平台架上分别制作炉顶膜式壁管、前膜式壁管、后膜式壁管、左膜式壁管和右后膜式壁管;
步骤3、将炉顶膜式壁管、前膜式壁管、后膜式壁管、左膜式壁管、右后膜式壁管、上集箱和下集箱吊装;
步骤4、将炉顶膜式壁管、前膜式壁管、后膜式壁管、左膜式壁管、右后膜式壁管、上集箱和下集箱组合成所述锅炉水冷壁。
本发明的有益效果是:
1、水冷壁管外形更平整、美观,提高了焊接质量,减少了管子的变形,降低了成本和工作难度,提升了产品的市场竞争力。
2、与现有技术相比,通过采用先在地面焊接后吊装安装,避免了高空焊接作业的复杂环境,使焊接简单高效,避免了采用水冷壁吊装焊接导致的水冷壁间焊缝处弯曲。
3、实施方法简单,能极大的降低水冷壁弯曲。
附图说明
构成本申请的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
图1是本发明所述水冷壁的主视示意图。
图2是本发明所述水冷壁的俯视示意图。
图3是左膜式壁管的分解示意图。
图4是组合平台架的主视示意图。
图5是组合平台架的俯视示意图。
图6是组合平台架的右视示意图。
图7是对多个管口进行打底焊的施焊顺序示意图。
图8是对一个管口进行盖面焊的施焊顺序示意图。
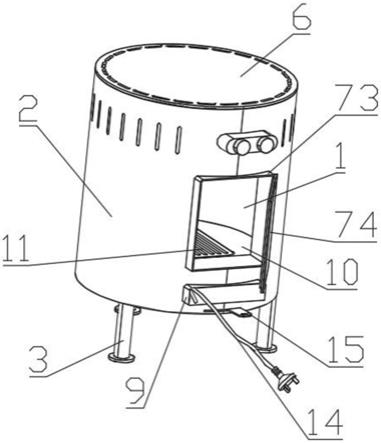
1、组合平台架;2、锅炉水冷壁;
11、横支架单元;12、上横梁;13、立柱;14、下横梁;15、斜拉杆;
21、炉顶膜式壁管;22、前膜式壁管;23、后膜式壁管;24、左膜式壁管;25、右后膜式壁管;26、上集箱;27、下集箱;
201、膜式壁管组;202、管口;203、膜式壁管列;204、钢管;205、鳍片;206、仰焊起弧点;207、右侧平焊起弧点;208、上收弧点;209、左侧平焊起弧点。
具体实施方式
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。以循环流化床锅炉为例,介绍该循环流化床锅炉的水冷壁的安装方法,下面将参考附图并结合实施例来详细说明本发明。
一种锅炉水冷壁的安装方法,所述锅炉水冷壁2含有从上向下依次连接的上集箱26、膜式壁管和下集箱27,所述膜式壁管含有炉顶膜式壁管21、前膜式壁管22、后膜式壁管23、左膜式壁管24和右后膜式壁管25,所述锅炉水冷壁的安装方法包括以下步骤:
步骤1、制造组合平台架1;
步骤2、在组合平台架1上分别制作炉顶膜式壁管21、前膜式壁管22、后膜式壁管23、左膜式壁管24和右后膜式壁管25;
步骤3、将炉顶膜式壁管21、前膜式壁管22、后膜式壁管23、左膜式壁管24、右后膜式壁管25、上集箱26和下集箱27吊装入该循环流化床锅炉的钢架;
步骤4、将炉顶膜式壁管21、前膜式壁管22、后膜式壁管23、左膜式壁管24、右后膜式壁管25、上集箱26和下集箱27焊接组合成锅炉水冷壁2,如图1至图3所示。
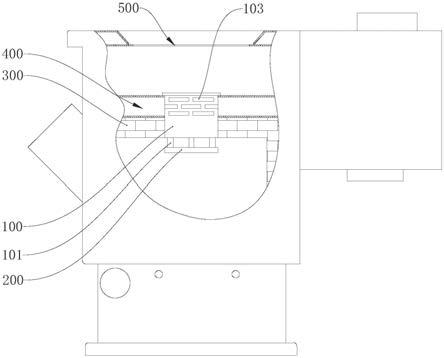
在本实施例中,炉顶膜式壁管21共含有5屏膜式壁管组201,前膜式壁管22共含有上、中、下15屏膜式壁管组201,后膜式壁管23共含有上、中、下15屏膜式壁管组201,左膜式壁管24和右后膜式壁管25共含有上、中、下9屏膜式壁管组201。膜式壁管组201含有钢管204和鳍片205,如图3所示。
在本实施例中,组合平台架1含有沿水平方向排列的多个横支架单元11,横支架单元11含有从上向下依次设置的上横梁12、立柱13和下横梁14。上横梁12和下横梁14之间设有斜拉杆15,多个横支架单元11之间通过工字钢或槽钢连接固定,相邻的两个横支架单元11之间的距离为3米,如图4至图6所示。上横梁12可以采用工字钢,下横梁14可以采用角钢,立柱13可以采用钢管,斜拉杆15可以采用角钢。
在锅炉侧面就近搭设几何尺寸大于水冷壁长和宽尺寸的组合平台架1,并安装好刚性梁;锅炉水冷壁面积大,集箱和管屏数量多,一根管子有多个焊口,相关尺寸要求严格。为防止组装台变形和下沉,采用钢性的立柱13,横向多个横支架单元11之间采用工字钢或槽钢连接。工字钢或槽钢与支墩之间用垫铁调整;地面搭设组合平台架1时,应确定各支墩间距,用对角线法检查所有支墩位置是否正确,并使支墩上表面处在同一平面,同时尽量使支墩位置避开钢架接缝、托架位置。
在步骤2中,制作前膜式壁管22、后膜式壁管23、左膜式壁管24或右后膜式壁管25含有以下步骤:
步骤2.1、焊接前的准备;
步骤2.2、将多个膜式壁管组201平放于组合平台架1的上表面上,将多个膜式壁管组201的管口202的一一对应焊接,形成膜式壁管列203,如图3所示,左膜式壁管24有从左向右依次排列的3个膜式壁管列203,每个膜式壁管列203有从上向下依次排列的3个膜式壁管组201;
步骤2.3、将多个膜式壁管列203焊接成前膜式壁管22、后膜式壁管23、左膜式壁管24或右后膜式壁管25。
在步骤2.1中、所述焊接前的准备含有以下步骤:
对膜式壁管组201的宽度、平整度、长度和对角线进行检查,当膜式壁管组201的宽度大于或小于规定尺寸时,将鳍片间的焊缝割开,调整膜式壁管组201的宽度;当膜式壁管组201的对角线差值超过10mm时,割开膜式壁管组201的尺寸偏大一端边部的部分鳍片间的焊缝,缩小至对角线差值小于或等于10mm后再将鳍片焊好;当膜式壁管组201的不平整度超过允许范围,采用龙门架利用千斤顶校正。对膜式壁管组201进行100%通球检查,试验用球采用木球,并进行编号,严防将球遗留在管内。通球后作好可靠的封闭措施,并做好记录。
联箱组合时,首先进行联箱划线,作为组合定位的基准。组合时先把上联箱吊放在组合台上,找好水平、垂直和标高,然后用u型卡固定,再用同样的方法进行下联箱找正,使两联箱间距、标高、水平度符合标准要求。
水冷壁在组焊时,先组焊膜式壁之间的管口,测定组合后膜式壁的几何尺寸(长度宽度、对角线)无误后,再组焊膜式壁与集箱上管座的对接焊口,以确保水冷壁的几何尺寸符合图纸要求。
水冷壁在组焊过程中,应不断复验其组合尺寸,发现问题应即时解决。水冷壁是锅炉的主要蒸发管受热面,从焊接角度来讲,应采取以下防止爆管事故发生的措施:
a、在管口组合中严禁强行组对和用热胀的方法进行组对,以减少焊口的应力。
b、膜式壁管组对焊口时先焊定位管口,其余焊口采用跳焊法进行施焊,减少焊接变形(焊口处弯折)和减少焊接应力集中
c、管口组对的错边量和弯折不得超过规范要求,以免管内截面积不等造成水流阻力不匀而造成水流分配不均;
d、焊口咬边(深度、长度)不得超过标准规定。
在步骤2.2中、将多个膜式壁管组201的管口202的一一对应焊接成膜式壁管列203含有以下步骤:
步骤2.2.1、对相邻的两个膜式壁管组201的每个管口202打底焊;所述打底焊的施焊部位为管口202的仰焊部位和平焊部位(即施焊部位为管口202的一周360度范围),所述打底焊施焊顺序为沿从中间向两边的方向间隔留空1个跳跃施焊。从而可以避免因刚性固定会造成接头拘束度过大,产生较大的焊接残余应力。
具体的,膜式壁管组201在组焊过程中,应不断复验其组合尺寸,发现问题即时解决。膜式壁管组201水平固定,对接口仰焊线能量小,平焊线能量大,使接头受热不均匀,易产生弯曲变形,所述沿从中间向两边的方向间隔留空1个跳跃施焊的具体顺序为s1、s2、s3、s4、s5、s6、s7、s8、s9、s10、s11、s12、s13、s14、s15,如图7所示。
打底焊时要保证焊透,根部要平整,不得有凸出焊瘤和内四现象,以防改变流体截面阻力。在焊接水冷壁管时,应在定位管焊好的基础上先焊焊缝间隙符合要求的,根据焊接过程焊缝的收缩情况依次跳焊,对焊缝间隙小的应在整片焊缝焊接前用薄钢板条限位。
步骤2.2.2、对相邻的两个膜式壁管组201的每个管口202盖面焊。所述盖面焊的施焊顺序与所述打底焊的施焊顺序相同,即盖面焊的具体顺序同样为s1、s2、s3、s4、s5、s6、s7、s8、s9、s10、s11、s12、s13、s14、s15,如图7所示。
对一个管口202进行所述盖面焊时,首先由下面的焊工从仰焊起弧点206沿逆时针方向开始施焊,当焊到右侧平焊起弧点207时不要息弧,位于上面的焊工立即在右侧平焊起弧点207起弧,沿逆时针方向焊接到上收弧点208,然后由下面的焊工从仰焊起弧点206沿顺时针方向开始施焊,当焊到左侧平焊起弧点209时不要息弧,位于上面的焊工立即在左侧平焊起弧点209起弧,沿顺时针方向焊接到上收弧点208,完成一个管口202的所述盖面焊,如图8所示。
仰焊起弧点206位于管口202的下侧中部,上收弧点208位于管口202的上侧中部,右侧平焊起弧点207位于管口202的右侧中部,左侧平焊起弧点209位于管口202的左侧中部。
在步骤2.3中,将多个膜式壁管列203焊接成前膜式壁管22、后膜式壁管23、左膜式壁管24或右后膜式壁管25时,焊接水冷壁的鳍片过程中,由于密封件的焊缝长度长且平行排列,当焊缝长度大于1m时要分段施焊。注意承压部件与非承压部件的连接焊接,焊接线能量应严格按工艺评定要求,以免焊缝咬边或熔池过宽,收弧处的熔池应用点焊的方法将熔池填满,或将熔池引到非承压元件一侧。密封件若采用奥氏不锈钢或马氏体不锈钢,应根据不同种类钢焊接选用相匹配的焊接材料进行焊接。
在步骤2和步骤3之间还包括以下步骤:炉顶膜式壁管21、前膜式壁管22、后膜式壁管23、左膜式壁管24和右后膜式壁管25与刚性梁一一对应连接形成独立的刚性吊挂式结构。
锅炉水冷壁2采用全膜式壁结构,即所述膜式壁管为全膜式壁结构,刚性梁将整个水冷壁组成刚性吊挂式结构,并设有三层止晃装置,以保证炉膛运行产生(正、负)压力时水冷壁不会发生晃动和永久变形;锅炉水冷壁2及炉墙均通过水冷壁吊挂装置悬吊于钢架的顶部板梁上,该循环流化床锅炉含有锅炉水冷壁2及炉墙。水冷壁管(炉顶膜式壁管21、前膜式壁管22、后膜式壁管23、左膜式壁管24和右后膜式壁管25)采用过渡管接头单排引入上集箱26和下集箱27。
在步骤3中、吊装时,炉顶膜式壁管21、前膜式壁管22、后膜式壁管23、左膜式壁管24、右后膜式壁管25、上集箱26和下集箱27按照试装编号进行组装对接,组装的过程中采用加固架。
另外,所述膜式壁管的焊接过程还要注意以下事项。
1、为提高组对效率,组对时可将膜式壁管两侧的密封板用气割切开100m,待管口焊接结束后连同密封板一同焊好。
2、组对时先焊定位管,每片膜式壁管弧焊打底,全部焊完后并经尺寸复验无误,再盖面,盖面时采用跳焊的方法施焊。
3、在管口组合中严禁强行组对和用热胀的方法进行组对,膜式壁管组对焊口时先焊定位管口,其余焊口采用跳焊法进行施焊,减少焊接变形和减少焊接应力集中。
4、管口组对的错边量和弯折不得超过规范要求,以免管内截面积不等造成水流阻力不匀而造成水流分配不均,水冷壁在组焊过程中,应不断复验其组合尺寸,发现问题应即时解决。
5、水冷壁在组焊时,先组焊膜式壁之间的管口,测定组合后膜式壁的几何尺寸(长度宽度、对角线)无误后,再组焊膜式壁与集箱上管座的对接焊口,以确保水冷壁的几何尺寸符合图纸要求。
4、焊接水冷壁的鳍片过程中,由于密封件的焊缝长度长且平行排列,当焊缝长度大于1m时要分段施焊。注意承压部件与非承压部件的连接焊接,焊接线能量应严格按工艺评定要求,以免焊缝咬边或熔池过宽,收弧处的熔池应用点焊的方法将熔池填满,或将熔池引到非承压元件一侧。
6、采用与仰焊打底相同的顺序进行水平打底焊,选用小口径且细长的钨极氟弧焊铜喷嘴,且适当伸长钨极,加大氩气流量,以形成较纯的气体保护氛围。
7、对受热面焊口应先进行仿真模拟焊接,待全部焊工能熟练地进行两人两面焊后,方可进行正式焊接。
8、在焊接水冷壁密封鲻片时应严格控制线能量,以防将管子烧穿;同时在焊接时应采取随焊随检的检验模式,确保每一条焊缝的焊接缺陷可以及时发现和消除。
以上所述,仅为本发明的具体实施例,不能以其限定发明实施的范围,所以其等同组件的置换,或依本发明专利保护范围所作的等同变化与修饰,都应仍属于本专利涵盖的范畴。另外,本发明中的技术特征与技术特征之间、技术特征与技术方案、技术方案与技术方案之间均可以自由组合使用。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。