本发明涉及危废资源利用技术领域,具体而言,涉及一种危废处理方法。
背景技术:
伴随着我国社会经济的高速发展,工业生产带来的危险废弃物对生态环境的危害愈加明显。目前国内相关文件重点突出了固体废物污染防治的无害化底线要求,同时提出要建立危险废物分级管理制度,进一步完善危险废物处置规划、转移运输和经营许可等方面的法律规定,为危废处置行业带来了巨大的市场机遇。由此可见,我国工业危废处置的潜在市场空间巨大。
然而,现阶段工业危废处置能力明显不足。统计数据显示,我国危险废弃物年产生量从2015年的3976万吨快速增长到2017年的6937万吨,而且每年以30%的速度递增。工业危废产生量大,现存处置能力较弱,巨大缺口给行业发展提供了广阔空间。2018年全国危废核准处置能力为10212万吨,实际处理量为2697万吨,实际综合产能利用率仅为30%,有效产能严重不足。在需求侧,随着危废处置市场监管越来越严格,尤其是在多次产废企业违规处置和贮存危废事故发生后,各地方政府对于危废处置要求持续提升。工业危废处置行业目前呈现“小、散、弱”的行业特征。拥有危废处理资质的企业平均处理规模较小,平均每家企业处理量不到3万吨/年,其中处理能力在1万吨/年以下的企业占到全行业的80%以上;行业集中度极低,全国前十位企业的处理能力之和仅占比6%;部分工业危废处理企业资金能力薄弱,处理技术和资质单一,90%以上的企业能够处理的危废品类不超过5种,大部分企业危废处置规模小于50吨/日。
目前的危废处理除了前述问题外,还存在一定的问题:如目前危废处理思路均以将危废燃烧为主,需要大量的煤配合危废燃烧,不仅浪费煤炭资源,也存在成本大的问题,同时,现有的危废燃烧处理方式存在产生二噁英等有毒气体的问题,炉渣燃烧不完全,同时也产生了废水废气废渣等,属于资源—废品—资源 废弃物的经济模式,处理二次废气废渣也会耗费巨大成本。在目前危废处理环境中,由于思路的局限,难以发展出一种新的危废处理思路。因此,急需研发一种能解决上述技术问题的危废处理方法。
技术实现要素:
本发明的目的在于提供一种危废处理方法,将传统的危废处理填埋、焚烧等处置方式改变为危废综合利用,可燃气体进一步燃烧收集热量转变为蒸气能、电能和/或工业窑炉的热能,是一种资源—废品—废弃物—再生资源的闭环经济模式。
本发明解决其技术问题是采用以下技术方案来实现的。
本申请实施例提供一种危废处理方法包括如下步骤:将危废制备为可燃料浆,在气化炉中于1300~1500℃的弱还原状态下裂解产生可燃气体和熔融状态炉渣,所述可燃气体再进行燃烧,将燃烧产生的热量转换为蒸气能、电能和/或工业窑炉的热能。
相对于现有技术,本发明的实施例至少具有如下优点或有益效果:
本发明提供的危废处理方法,将传统的危废处理填埋、焚烧等处置方式改变为危废综合利用,可燃气体进一步燃烧收集热量转变为蒸气能、电能和/或工业窑炉的热能,为资源—废品—废弃物—再生资源的闭环经济模式,是一种完全不同于以往的危废处理思路。本发明提供新的危废处理方法通过使用高温先将危废裂解为可燃气体,再将可燃气体燃烧产生的热量转换为蒸气能、电能和/或工业窑炉的热能,实现生活和工业垃圾变废为宝、循环利用,从而更加有效的减少废物产出,增加废物再利用;同时,在气化炉料浆中的固体粉末与危险废水粘结成的小颗粒,可以在1300℃以上的高温条件下裂解为可燃性气体(co、h2等)和熔融状态下的炉渣,由于是在1300℃以上的高温裂解,避免了传统700~800℃环境下有毒气体二噁英的产生,同时高温使前述小颗粒完全熔融为熔融状态炉渣,充分裂解至小颗粒内部,避免了小颗粒内部裂解不完全产生有毒气体。熔融状态炉渣和可燃气体在气化炉底部通过水的激冷,使可燃气体不会再次合成二噁英,同时熔融状态炉渣转变为成固态炉渣的过程是快速降温,也不会产生二噁英,排出炉外即可。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
图1为本发明的全厂工艺流程图;
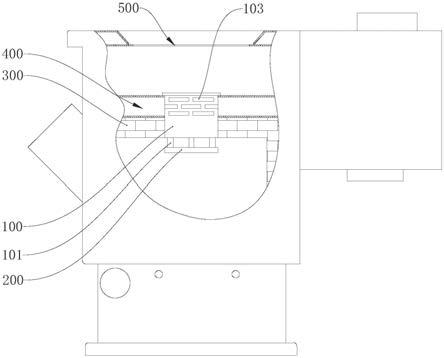
图2为本发明的气化单元工艺流程图。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参考具体实施例来详细说明本发明。
本申请实施例提供一种危废处理方法,包括如下步骤:将危废制备为可燃料浆,在气化炉中于1300~1500℃的弱还原状态下裂解产生可燃气体和熔融状态炉渣,所述可燃气体再进行燃烧,将燃烧产生的热量转换为蒸气能、电能和/或工业窑炉的热能。通过使用高温先将危废裂解为可燃气体,再将可燃气体燃烧产生的热量转换为蒸气能、电能、工业窑炉的热能,为资源—废品—废弃物—再生资源的闭环经济模式,实现生活和工业垃圾变废为宝、循环利用,从而更加有效的减少废物产出,增加废物再利用;同时,在气化炉料浆中的固体粉末与危险废水粘结成的小颗粒,可以在1300℃以上的高温条件下充分裂解为可燃性气体(co、h2等)和熔融状态下的炉渣,由于是在1300℃以上的高温裂解,避免了传统700~800℃环境下有毒气体二噁英的产生,同时高温使前述小颗粒完全熔融为熔融状态炉渣,充分裂解至小颗粒内部,避免了小颗粒内部裂解不完全产生有毒气体。熔融状态炉渣和可燃气体在气化炉底部通过水的激冷,同时熔融状态炉渣转变为成固态炉渣的过程是快速降温,也不会产生二噁英,排出炉外即可。
在本发明的一些实施例中,上述危废处理方法,所述危废包括有机类危废固体和/或无机类危废固体。本发明提供的危废处理方法对危废类型无限制,适用范围较广,可有效处理各类型的危废。
在本发明的一些实施例中,上述危废处理方法,所述危废包括固态危废和/或液态危废。当只有危险固废时,可以从其他工段接废水过来制料浆,或者使用其他工段的回收处理水,极端情况下可引入干净的水制料浆。
在本发明的一些实施例中,上述危废处理方法,所述有机危废还包括有机类危险废水。利用有机类危险废水作为制备料浆的水,既可以达到处理有机类危险废水的目的,也可以降低对水资源的消耗,降低生产成本。
在本发明的一些实施例中,上述危废处理方法,将危废制备为可燃料浆包括如下过程,在危废浆料热值不足进气化炉气化的前提下,将危废与煤混合制备为可燃料浆。当使用的危废制成料浆无法达到一定热值气化时,可以在制备料浆时加入一定量的煤,提高浆料热值,使料浆在1300~1500℃的弱还原状态下裂解气化。
在本发明的一些实施例中,上述危废处理方法,所述在弱还原状态下裂解过程中氧气用量为400—500立方/吨料浆。通过控制氧气用量,能最大程度的将有机类危废中的有机物裂解气化为co和h2,减少co2的产量。
在本发明的一些实施例中,上述危废处理方法,所述在弱还原状态下裂解的温度为1300~1350℃,所述裂解的压力为1.1~1.5mpa。该裂解温度基本可以使所有类型的有机危废裂解,同时炉渣全部变为熔融状态。
在本发明的一些实施例中,上述危废处理方法,所述熔融状态炉渣经过水的激冷为固态炉渣。从而使炉渣的金属离子得以固化。
本发明的一些实施例中,上述危废处理方式,裂解产生的可燃气体经过水的激冷后再进行燃烧,避免可燃气体在降温过程中产生二噁英。
本发明的一些实施例中,上述危废处理方法,激冷后的可燃气体导入蒸汽锅炉燃烧,产生的蒸汽导入发电和/或供热系统。
本发明的一些实施例中,上述危废处理方法,激冷后的可燃气体导入工业窑炉直接燃烧提供热能。
以下结合实施例对本发明的特征和性能作进一步的详细描述。
实施例1
请参照图1和2,本实施例提供一种危废处理系统,包括空分、制浆、气化和发电四个工段,具体设置如下:
1、空分:
空分主要是通过空分装置制得液氮和液氧。空分装置包括依次连通的吸收塔、袋式空气过滤器、离心式空压机、分子筛、主换热器、膨胀机和分馏塔。
空分工段的主要原理:原料空气自吸入塔吸入,经布袋式空气过滤器除去灰尘及其他机械杂质后,由离心式空压机压缩至0.56mpa左右,送至分子筛吸附器清除空气中的水份和co2,通过主换热器将压缩空气冷却到接近液化温度,在膨胀机中绝热膨胀制取冷量,再根据空气分离的基本原理,在分馏塔内先将压缩空气液化,并进行精馏,获得纯度为99.5%的氧气和纯度为99.99%的氮气和氩气。氧气送往氧气柜专供气化用,从分馏塔上塔顶部出来的纯氮气、氩气,汇合进入液化系统制取高纯液氮、液氩作为产品销售。
2、料浆制备:
多元料浆制备系统包括皮带秤、棒磨机和废水储槽;危险废固也被送至料仓和原煤一起由皮带秤计量后进入棒磨机;危险废固与预处理后的废水混和,导入废水储槽,在废水储槽中添加料浆添加剂,混合后导入棒磨机,经棒磨机研磨成一定粒度分布的料浆混合物,最后由料浆泵送入多元料浆气化系统;
需要注意的是,如果有机废固加水制浆后、或者有机废固与有机废液混合制浆后无法燃烧,则需要添加一定的高品质煤。此时,需要将高品质煤经皮带机运送至筛分破碎装置,经破碎后进入料仓,与有机废固等一起处理。
3、气化
该系统包括气化单元、气化炉烧嘴冷却水单元和气化炉渣处理单元,多元料浆气化系统设置五台气化炉(四开一备),喷嘴冷却水系统四套,为四台气化炉共用。具体如下:
(1)气化单元主要为气化炉,气化炉内设有燃烧室和冷凝室,燃烧室上设置有用于将来自空分工段的氧气喷入燃烧室的烧嘴,燃烧室上还设置有料浆进液口、可燃气体出口和熔融状态炉渣出口,料浆进液口和棒磨机之间通过料浆泵连通,燃烧室的熔融状态炉渣出口通过下降管激冷室连接;燃烧室的可燃气体出口与二次燃烧系统连通;激冷室设置有固态炉渣出口;
料浆、废液和氧气在气化炉燃烧室内进行气化反应,该气化反应包括如下反应过程:
当料浆和来自空分阶段的氧气喷入气化炉后,迅速的被加热到高温,料浆中的水分急速变为水蒸气,料浆中的有机危险固体粉末在1300~1500℃的高温下直接发生裂解反应。
总体的反应式可写为:cnhm (n/2)o2—→nco (m/2)h2 q,碳的转化率一般都在95%以上。
气化反应历程包括:o2与有机危险固体粉末接触、o2内扩散与碳原子接触反应、o2与碳发生气化反应、反应产物外扩散。
碳与氧之间的燃烧反应:mc o2=2(m-1)co (2-m)co2
它包括了:c与co2的反应:c co2=2co
就c与水蒸气之间的反应:c h2o=co h2
气化炉内生成可燃气体及少量其它物质(包括氯化物、硫化物、氮气、氩气及甲烷等)、熔融状态炉渣及细灰颗粒。气体及气体中夹带的少量灰分经气化炉可燃气体出口进入二次燃烧系统,熔融状态炉渣及细灰颗粒沿下降管进入激冷室,在200℃左右被迅速淬冷,直接变为固体,避免了在700~800℃产生二噁英等有毒气体。
(2)气化炉烧嘴冷却水单元
烧嘴冷却水通过工艺烧嘴端部的水夹套连续循环流动,以保护处于气化炉燃烧室高温环境中的工艺烧嘴。烧嘴冷却水系统包括一套供气化炉烧嘴使用的烧嘴冷却水槽、烧嘴冷却水泵及烧嘴冷却水换热器。烧嘴冷却水备用泵在烧嘴冷却水泵故障的情况下可自行启动,并与事故电源相接。烧嘴冷却水回水进入气化炉设置的烧嘴冷却水气液分离器。分离器通气口上设置的一氧化碳分析仪可对烧嘴冷却水系统中漏入的煤气进行连续检测并发出预警。
在开车投料前烘炉期间,用电加热棒或预热烧嘴进行升温,直到气化炉内温度达到要求的点火温度。电加热棒或预热烧嘴有其单独调节系统。使用引风机将气化炉内烘炉废气抽出排空。
(3)气化炉渣处理单元
包括锁斗和渣池,锁斗与激冷室的固态炉渣出口连通,锁斗的出料口与渣池连通,锁斗与激冷室通过水泵连接。
沉积在气化炉激冷室底部的固态炉渣及其它固体颗粒,通过循环水流的循环作用带入锁斗。从气化炉排出的大部分灰渣沉降在锁斗底部,由锁斗系统定期自动排放。从锁斗顶部抽出较清的水,经锁斗循环泵循环进入气化炉激冷室水浴。渣池的灰渣由捞渣机捞出送往界区外。
气化炉联锁排渣系统的排渣循环时间预先设定,排渣周期一般大约为30分钟,渣池中设置有捞渣机的部分与渣池的另一部分通过关闭隔板阀暂时隔开,以便渣沉降到捞渣机上,由捞渣机送出渣池。
4、发电
发电系统包括燃烧炉,燃烧炉上设置有可燃气体入口和空气入口,还设置有排气口,自气化炉燃烧室出来的可燃气体经可燃气体入口进入燃烧炉,与经空气入口进入的空气混合,迅速的在燃烧炉内燃烧,由于氧气量充足,可燃气体在燃烧炉内完全燃烧为co2和水蒸气,释放大量的热能。高温的co2和h2o携带大量的热能进入热回收器,收集热能后转化为电能。
本实施例提供的危废处理系统的优点在于:
1.本实施例提供的危废处理系统符合目前节能减排综合性工作方案的精神与环保产业规划的要求。建设危废资源处理发电装置,通过危废集中化、无害化及减量化处置,对减轻危废排放总量控制的压力,促进地方经济的发展具有十分重大的现实意义。
2.本实施例提供的危废处理系统按五台气化炉(四开一备)标准建设,按总投资60000万元,年资源化利用危废能力为35万吨,按目前浙江省危废平均2000元/吨计算,年收入总达70000万元。同时,每吨危废热值相当于0.5吨电煤,年节约电煤17.5万吨,可节约12250万元,所产副产品液氮、液氩可弥补生产成本。预计年利润总额(税后)35000万元,投资利润率58%,其全部投资(税后)1.7年能全部回收,可见本实施例提供的危废处理系统经济效益十分明显,实现环保治理促效益,对全国热电行业能够起到示范作用。
3.本发明提供的危废处理系统将对全国发电行业实行结构调整与转型为环保型企业起示范作用具有很大意义。同时也为下一步对各类危废固废处理研发工作打下良好基础。利用危废资源化综合利用发电技术,使整个生产系统优化合理,改善原料结构,提高了资源利用率,降低产品成本,提高了市场竞争力与经济效果,实现环保治理促效益,有利企业向绿色环保和循环经济发展。
实施例2
请参照图1和2,本实施例提供一种使用前述危废处理系统的危废处理方法,包括如下步骤:
1、制备料浆
将危废运输至棒磨机中,研磨为固体混合物,研磨过程中向其中加入一定量的水,制备为料浆,使料浆中的水含量在50%左右。
需要注意的是,水可以是有机类危险废水,也可以是其他工业废水,或者是本方法所用系统的处理废水,优选为有机类危险废水,即可以节约水资源,又可以进一步处理废水中的危险有机物,防止危害环境或使水体富营养化。
2、裂解
将步骤1中制备的料浆送入气化炉进行裂解,与纯度为99.5%及以上的氧气混合,氧气的用量为400—500立方/吨料浆,气化温度为1300~1350℃,气化压力约1.3mpa,燃烧室内衬耐火砖和绝热砖,可保持气化炉外部炉壁温度大约在170~260℃,反应完成后得到可燃性气体和熔融状态的炉渣。
3、燃烧
将裂解产生的可燃气体导入燃烧系统,与其中氧气混合,氧气为足量,可燃气体充分燃烧,产生大量的热能、co2和h2o。
4、发电
高温的co2和h2o携带大量的热能进入热回收器,收集热能后转化为电能。
效果例
本效果例的目的在于验证本发明实施例提供的危废处理方法处理危废的效果。
1、收集危废
收集江西省瑞盛制药有限公司2021年1月生产的有机危险废弃固体和有机危险废弃液体,共计200吨。
收集江西科伦药业有限公司2020年12月生产的有机危险废弃固体和有机危险废弃液体,共计120吨。
收集有限公司博雅生物制药集团股份有限公司2020年12月生产的有机危险废弃固体和有机危险废弃液体,共计300吨。
2、处理
将收集得到的有机危险废弃固体和有机危险废弃液体按照实施例2中方法处理,收集热量并转换为电能。
3、结果
表1
综上所述,本实施例提供的危废处理方法,包括如下优点:
本发明提供的危废处理方法,将危废制备为可燃料浆,必要时可添加一定量的煤,通过使料浆在高温中压下裂解反应,生成以co和h2为有效成份的可燃气体,可燃气体经燃烧后可产生大量的热能,代替部分煤炭资源,将整个危废处理方式改变为资源—废品—废弃物—再生资源的闭环经济模式。
以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。