本发明属于生活垃圾热解工艺中料位自动控制方法技术领域,具体涉及一种高温高尘工况下的固体料仓料位的控制系统。
背景技术:
生活垃圾热解工艺中生活垃圾与高温(850℃~1000℃)固体热载体在热解反应器绝氧环境中充分混合换热,生活垃圾中有机物发生热解反应产生热解气和热解残炭。高温高尘工况下的固体料仓作为热解反应固体热载体循环的重要设备,与热解反应器直接相连,其起到料位密封和固体热载体循环量调节的至关重要的作用。
料位测量通常分为连续型料位测量和离散式料位测量。连续型料位测量通常应用于介质较好、工况条件简单的情况下,精确的测量被测介质的料仓料位,测量信号为模拟量信号,可实时读取料位的百分比数。离散式料位测量通常应用于要求不高或者工况比较复杂,当前科技水平不能实现连续测量的情况下的一种模糊测量方式,即通过料位开关测量料位,测量信号为开关量信号,读取料位的有无数据。
连续性料位控制通常通过连续调节进料和出料进行料位的精确控制,控制方法一般采用pid或经典控制方法,可实时观测控制效果(即料位的实时连续变化),修正控制参数后即可实现较好的控制效果。
离散型料位控制属于模糊控制,进料和出料控制的效果不能实时体现,在保证料位到达一定料位的前提下,进料量和出料量无法实现量化测量,在此工况下,实现料位的模糊稳定控制,通过传统的经典控制方法或pid控制已经无法实现料位的控制,目前针对垃圾热解工艺中高温、高尘工况下的料位控制仍是空白,因此需要发明一种先进的控制逻辑方法,适应垃圾热解工艺,在保证料封优先的条件下,实现对高温、高尘工况下离散料位模糊测量的稳定控制。
技术实现要素:
本发明的目的在于提供一种高温高尘固体料仓料位的控制系统,实现在垃圾热解工艺系统中稳定运行中,既保证料位一直有料,达到料封效果,又可实现料位的模糊控制,使料位控制在稳定区间,进出料系统处于稳定运行的动态平衡状态。
为达到上述目的,本发明所采取的技术方案为:
一种高温高尘工况下固体料仓料位的控制系统,包括控制器、高温高尘固体料仓单元、下料控制单元、中间缓冲料仓单元、返料单元、固体热载体炉单元;控制器与下料控制单元、返料单元连接;下料控制单元与高温高尘固体料仓连接;中间缓冲料仓与下料控制单元连接;返料单元与中间缓冲料仓单元连接;返料单元与固体热载体炉单元连接;固体热载体炉单元与高温高尘固体料仓单元连接。
所述返料单元将中间缓冲料仓中的固体热载体输送至固体热载体炉,固体热载体炉将固体热载体输送至高温高尘固体料仓,下料控制单元将固体热载体从高温高尘固体料仓中排出至中间缓冲仓。
所述的高温高尘固体料仓单元为锥形圆桶料仓,设置4组离散料位测量点,每组为3个,具体为:设置料位高高料位测点3个,于高高料位圆形平面间隔120度平均分布,设置高高料位测点lsh1、lsh2、lsh3;设置高料位测点3个,于高料位圆形平面间隔120度平均分布,设置高料位测点lah1、lah2、lah3;设置低料位测点3个,于低料位圆形平面间隔120度平均分布,设置低料位测点lal1、lal2、lal3;设置低低料位测点3个,于低低料位圆形平面间隔120度平均分布,设置低低料位测点lsl1、lsl2、lsl3;每一组料位的判断通过三取二的方式判断,即当同一高度的三个料位其中有任意两个有料位信号或三个都同时有料位信号时判断为有料,当同一高度的三个料位只有一个有料位信号或三个全部没有料位信号时判断为无料位;高高料位判断结果为lsh,高料位判断结果为lah,低料位判断结果为lal,低低料位判断结果为lsl;料位间距分别为h1,h2,h3,料位测点间距设置保证料位调节所需时间,即下料单元最大下料时,料位由高高至高、高至低、低至低低不小于10s。
所述的高温高尘固体料仓单元为锥形圆桶料仓,分别设置料位测点lsh1、lsh2、lsh3、lah1、lah2、lah3、lal1、lal2、lal3、lsl1、lsl2、lsl3共计12个开关量信号接入控制器,中间缓冲料仓单元底部设置温度测点tt模拟量信号接入控制器,返料单元将返料电机变频器频率信号接入控制器,控制器输出控制信号至下料控制单元和返料单元电机变频器。
控制料位在lah和lal之间,控制方法如下:
1)返料单元的返料量根据中间缓冲仓单元温度tt控制,温度tt高时,降低返料单元电机变频器频率;温度tt低时,增加返料单元电机变频器频率,返料单元电机变频器频率与中间缓冲仓单元温度tt构成单回路控制;
2)通过返料单元的返料频率(5~50hz)判断返料量的多少,返料频率越高,则由固体热载体炉输送至高温高尘固体料仓的固体颗粒物越多,通过设置二维查表矩阵,返料单元在0~5hz时设置下料控制单元开度为0%;在5~50hz区间内每2hz间距设置一个下料控制单元开度的基准值,此基准值为返料单元与下料控制单元达到平衡时(即高温高尘料仓料位处于动态平衡,料位基本不变化)的下料单元开度值;
3)料位进入自动控制后,判断高温高尘固体料仓料位,当lsh、lah、lal、lsl四组料位判断结果均没有信号时,判定高温高尘固体料仓无料,立即执行关闭下料控制单元,即控制器输出下料控制单元开度0%;
4)料位进入自动控制后,判断高温高尘固体料仓料位,当lsh、lah、lal没有信号,lsl有信号时,判定高温高尘固体料仓料位低,此时控制器算法实时计算下料单元开度值,通过步骤2)查表所得下料单元开度基准值,在此基准值基础上当料仓料位低持续时间每达到t1(自动循环减小时间)时间时,下料控制单元开度在基准值基础上降低s1%,达到次数越多,则下料控制单元开度降低越多,当料位调节至lsh、lah无信号,lal、lsl有信号并保持t2时间时,控制器输出开度根据查表下料控制单元基准开度,并输出至下料控制单元;
5)料位进入自动控制后,判断高温高尘固体料仓料位,当lsh没有信号,lah、lal、lsl有信号时,判定高温高尘固体料仓料位高,此时控制器算法实时计算下料单元开度值,通过步骤2)查表所得下料单元开度基准值,在此基准值基础上当料仓料位高持续时间每达到t3(自动循环增加时间)时间时,下料控制单元开度在基准值基础上增加s3%,达到次数越多,则下料控制单元开度增加越多,当料位调节至lsh、lah无信号,lal、lsl有信号并保持t2时间时,控制器输出开度根据查表下料控制单元基准开度,并输出至下料控制单元;
6)料位进入自动控制后,判断高温高尘固体料仓料位,当lsh、lah、lal、lsl均有信号时,判定高温高尘固体料仓料位高高高,此时控制器算法实时计算下料单元开度值,通过步骤2)查表所得下料单元开度基准值,在此基准值基础上当料仓料位高持续时间每达到t4(自动循环增加时间)时间时,下料控制单元开度在基准值基础上增加s4%,达到次数越多,则下料控制单元开度增加越多;当料位调节至lsh无信号,lah、lal、lsl有信号时执行第5)步;当料位调节至lsh、lah无信号,lal、lsl有信号并保持t2时间时,控制器输出开度根据查表下料控制单元基准开度,并输出至下料控制单元。
本发明所取得的有益效果为:
本发明通过高温高尘固体料仓设置的离散料位监测,以中间缓冲料仓温度控制返料单元电机变频器频率,将返料单元电机变频器辨率作为前馈调节参数,通过控制下料控制单元的开度值,能很好的实现高温高尘固体料仓料位的模糊控制,既保证料位一直有料,确保料封的安全性,又实现料位的稳定控制,达到进出料动态平衡状态。
附图说明
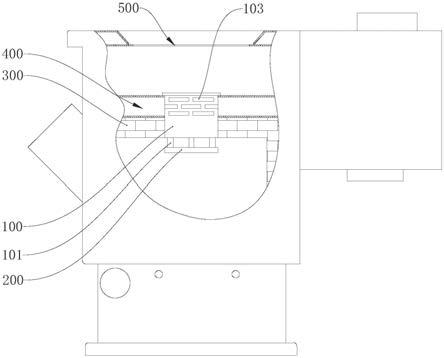
图1为高温高尘固体料仓料位控制系统图。
具体实施方式
下面结合附图和具体实施例对本发明进行详细说明。
如图1所示,本发明所述的高温高尘工况下固体料仓料位的控制系统,包括控制器、高温高尘固体料仓单元、下料控制单元、中间缓冲料仓单元、返料单元、固体热载体炉单元。控制器与下料控制单元、返料单元连接;下料控制单元与高温高尘固体料仓连接;中间缓冲料仓与下料控制单元连接;返料单元与中间缓冲料仓单元连接;返料单元与固体热载体炉单元连接;固体热载体炉单元与高温高尘固体料仓单元连接。
返料单元将中间缓冲料仓中的固体颗粒物输送至固体热载体炉,固体热载体炉将固体热载体输送至高温高尘固体料仓,下料控制单元将固体颗粒物从高温高尘固体料仓中排出至中间缓冲仓。
高温高尘固体料仓单元为锥形圆桶料仓,设置4组离散料位测量点,每组为3个,具体为:设置料位高高料位测点3个,于高高料位圆形平面间隔120度平均分布,设置高高料位测点lsh1、lsh2、lsh3;设置高料位测点3个,于高料位圆形平面间隔120度平均分布,设置高料位测点lah1、lah2、lah3;设置低料位测点3个,于低料位圆形平面间隔120度平均分布,设置低料位测点lal1、lal2、lal3;设置低低料位测点3个,于低低料位圆形平面间隔120度平均分布,设置低低料位测点lsl1、lsl2、lsl3;每一组料位的判断通过三取二的方式判断,即当同一高度的三个料位其中有任意两个有料位信号或三个都同时有料位信号时判断为有料,当同一高度的三个料位只有一个有料位信号或三个全部没有料位信号时判断为无料位;高高料位判断结果为lsh,高料位判断结果为lah,低料位判断结果为lal,低低料位判断结果为lsl;料位间距分别为h1,h2,h3,料位测点间距设置保证料位调节所需时间,即下料单元最大下料时,料位由高高至高、高至低、低至低低不小于10s。
高温高尘固体料仓单元为锥形圆桶料仓,分别设置料位测点lsh1、lsh2、lsh3、lah1、lah2、lah3、lal1、lal2、lal3、lsl1、lsl2、lsl3共计12个开关量信号接入控制器,中间缓冲料仓单元底部设置温度测点tt模拟量信号接入控制器,返料单元将返料电机变频器频率信号接入控制器,控制器输出控制信号至下料控制单元和返料单元电机变频器。
高温高尘料仓料位控制在lah和lal之间,控制方法如下:
1)返料单元的返料量根据中间缓冲仓单元温度tt控制,温度tt高时,降低返料单元电机变频器频率;温度tt低时,增加返料单元电机变频器频率,返料单元电机变频器频率与中间缓冲仓单元温度tt构成单回路控制;
2)通过返料单元的返料频率(5~50hz)判断返料量的多少,返料频率越高,则由固体热载体炉输送至高温高尘固体料仓的固体颗粒物越多,通过设置二维查表矩阵,返料单元在0~5hz时设置下料控制单元开度为0%;在5~50hz区间内每2hz间距设置一个下料控制单元开度的基准值,此基准值为返料单元与下料控制单元达到平衡时(即高温高尘料仓料位处于动态平衡,料位基本不变化)的下料单元开度值。
3)料位进入自动控制后,判断高温高尘固体料仓料位,当lsh、lah、lal、lsl四组料位判断结果均没有信号时,判定高温高尘固体料仓无料,立即执行关闭下料控制单元,即控制器输出下料控制单元开度0%。
4)料位进入自动控制后,判断高温高尘固体料仓料位,当lsh、lah、lal没有信号,lsl有信号时,判定高温高尘固体料仓料位低,此时控制器算法实时计算下料单元开度值,通过步骤2)查表所得下料单元开度基准值,在此基准值基础上当料仓料位低持续时间每达到t1(自动循环减小时间)时间时,下料控制单元开度在基准值基础上降低s1%,达到次数越多,则下料控制单元开度降低越多,当料位调节至lsh、lah无信号,lal、lsl有信号并保持t2时间时,控制器输出开度根据查表下料控制单元基准开度,并输出至下料控制单元。
5)料位进入自动控制后,判断高温高尘固体料仓料位,当lsh没有信号,lah、lal、lsl有信号时,判定高温高尘固体料仓料位高,此时控制器算法实时计算下料单元开度值,通过步骤2)查表所得下料单元开度基准值,在此基准值基础上当料仓料位高持续时间每达到t3(自动循环增加时间)时间时,下料控制单元开度在基准值基础上增加s3%,达到次数越多,则下料控制单元开度增加越多,当料位调节至lsh、lah无信号,lal、lsl有信号并保持t2时间时,控制器输出开度根据查表下料控制单元基准开度,并输出至下料控制单元。
6)料位进入自动控制后,判断高温高尘固体料仓料位,当lsh、lah、lal、lsl均有信号时,判定高温高尘固体料仓料位高高高,此时控制器算法实时计算下料单元开度值,通过步骤2)查表所得下料单元开度基准值,在此基准值基础上当料仓料位高持续时间每达到t4(自动循环增加时间)时间时,下料控制单元开度在基准值基础上增加s4%,达到次数越多,则下料控制单元开度增加越多。当料位调节至lsh无信号,lah、lal、lsl有信号时执行第5)步;当料位调节至lsh、lah无信号,lal、lsl有信号并保持t2时间时,控制器输出开度根据查表下料控制单元基准开度,并输出至下料控制单元。
本技术流程中,高温高尘固体料仓料位的稳定控制为最终目标,针对系统流程如图1所示,采用如下控制方式:
1)通过离散式耐高温防高尘料位监测器监测料仓料位,并设置4组料位三取二的冗余测量方式测量料位,最低安全料位监测lsl和控制料位监测lsh、lah和lal。
2)返料单元电机变频器的频率根据中间缓冲料仓温度tt进行单回路反作用调节。
3)固体热载体炉单元自身具有根据返料单元返料量自适应调节输送量,因此将返料单元返料量作为料位控制的前馈输入值,设置二维查表矩阵,设置下料控制单元基准值矩阵。
4)在固体颗粒物(固体热载体)循环过程中,为保证料位的稳定,在基准值控制输出至下料控制单元的基础上,通过自动循环增加或降低开度值(微调)进行料位的自动调节,从而达到长时间运行的动态稳定。
一种高温高尘工况下固体料仓料位的控制系统,包括控制器、高温高尘固体料仓单元、下料控制单元、中间缓冲料仓单元、返料单元、固体热载体炉单元;控制器与下料控制单元、返料单元连接;下料控制单元与高温高尘固体料仓连接;中间缓冲料仓与下料控制单元连接;返料单元与中间缓冲料仓单元连接;返料单元与固体热载体炉单元连接;固体热载体炉单元与高温高尘固体料仓单元连接。
所述返料单元将中间缓冲料仓中的固体热载体输送至固体热载体炉,固体热载体炉将固体热载体输送至高温高尘固体料仓,下料控制单元将固体热载体从高温高尘固体料仓中排出至中间缓冲仓。
所述的高温高尘固体料仓单元为锥形圆桶料仓,设置4组离散料位测量点,每组为3个,具体为:设置料位高高料位测点3个,于高高料位圆形平面间隔120度平均分布,设置高高料位测点lsh1、lsh2、lsh3;设置高料位测点3个,于高料位圆形平面间隔120度平均分布,设置高料位测点lah1、lah2、lah3;设置低料位测点3个,于低料位圆形平面间隔120度平均分布,设置低料位测点lal1、lal2、lal3;设置低低料位测点3个,于低低料位圆形平面间隔120度平均分布,设置低低料位测点lsl1、lsl2、lsl3;每一组料位的判断通过三取二的方式判断,即当同一高度的三个料位其中有任意两个有料位信号或三个都同时有料位信号时判断为有料,当同一高度的三个料位只有一个有料位信号或三个全部没有料位信号时判断为无料位;高高料位判断结果为lsh,高料位判断结果为lah,低料位判断结果为lal,低低料位判断结果为lsl;料位间距分别为h1,h2,h3,料位测点间距设置保证料位调节所需时间,即下料单元最大下料时,料位由高高至高、高至低、低至低低不小于10s。
所述的高温高尘固体料仓单元为锥形圆桶料仓,分别设置料位测点lsh1、lsh2、lsh3、lah1、lah2、lah3、lal1、lal2、lal3、lsl1、lsl2、lsl3共计12个开关量信号接入控制器,中间缓冲料仓单元底部设置温度测点tt模拟量信号接入控制器,返料单元将返料电机变频器频率信号接入控制器,控制器输出控制信号至下料控制单元和返料单元电机变频器。
控制料位在lah和lal之间,控制方法如下:
1)返料单元的返料量根据中间缓冲仓单元温度tt控制,温度tt高时,降低返料单元电机变频器频率;温度tt低时,增加返料单元电机变频器频率,返料单元电机变频器频率与中间缓冲仓单元温度tt构成单回路控制;
2)通过返料单元的返料频率(5~50hz)判断返料量的多少,返料频率越高,则由固体热载体炉输送至高温高尘固体料仓的固体颗粒物越多,通过设置二维查表矩阵,返料单元在0~5hz时设置下料控制单元开度为0%;在5~50hz区间内每2hz间距设置一个下料控制单元开度的基准值,此基准值为返料单元与下料控制单元达到平衡时(即高温高尘料仓料位处于动态平衡,料位基本不变化)的下料单元开度值;
3)料位进入自动控制后,判断高温高尘固体料仓料位,当lsh、lah、lal、lsl四组料位判断结果均没有信号时,判定高温高尘固体料仓无料,立即执行关闭下料控制单元,即控制器输出下料控制单元开度0%;
4)料位进入自动控制后,判断高温高尘固体料仓料位,当lsh、lah、lal没有信号,lsl有信号时,判定高温高尘固体料仓料位低,此时控制器算法实时计算下料单元开度值,通过步骤2)查表所得下料单元开度基准值,在此基准值基础上当料仓料位低持续时间每达到t1(自动循环减小时间)时间时,下料控制单元开度在基准值基础上降低s1%,达到次数越多,则下料控制单元开度降低越多,当料位调节至lsh、lah无信号,lal、lsl有信号并保持t2时间时,控制器输出开度根据查表下料控制单元基准开度,并输出至下料控制单元;
5)料位进入自动控制后,判断高温高尘固体料仓料位,当lsh没有信号,lah、lal、lsl有信号时,判定高温高尘固体料仓料位高,此时控制器算法实时计算下料单元开度值,通过步骤2)查表所得下料单元开度基准值,在此基准值基础上当料仓料位高持续时间每达到t3(自动循环增加时间)时间时,下料控制单元开度在基准值基础上增加s3%,达到次数越多,则下料控制单元开度增加越多,当料位调节至lsh、lah无信号,lal、lsl有信号并保持t2时间时,控制器输出开度根据查表下料控制单元基准开度,并输出至下料控制单元;
6)料位进入自动控制后,判断高温高尘固体料仓料位,当lsh、lah、lal、lsl均有信号时,判定高温高尘固体料仓料位高高高,此时控制器算法实时计算下料单元开度值,通过步骤2)查表所得下料单元开度基准值,在此基准值基础上当料仓料位高持续时间每达到t4(自动循环增加时间)时间时,下料控制单元开度在基准值基础上增加s4%,达到次数越多,则下料控制单元开度增加越多;当料位调节至lsh无信号,lah、lal、lsl有信号时执行第5)步;当料位调节至lsh、lah无信号,lal、lsl有信号并保持t2时间时,控制器输出查表开度根据下料控制单元基准开度,并输出至下料控制单元。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。