1.本发明的领域是塑料制容器的设计和制造领域。
2.本发明尤其涉及用于容纳需要避光的制品的容器的制造,并通过预型件的吹制或者拉制
‑
吹制进行制造。
背景技术:
3.通常,预型件具有一般呈回转圆柱形的中空主体、具有口部的颈部、以及在与颈部的相对端封闭主体的底部。
4.为了制造预型件,预型件的构成塑料在高压下以液态注入到注塑模具中。
5.从预型件制造容器的传统制造技术在于,在加热炉内加热预型件,然后,在吹制模具(下面直接称为“模具”)中形成容器。
6.容器的成型在于,将加热的预型件输入到其壁限定容器型腔的模具中,用吹管在预型件中注入流体,如压力气体或者液体,使预型件的材料贴靠在模具壁上。
7.为了正确加热预型件,必须在一处理温度范围中进行加热,所述温度范围高于材料的玻璃化转变温度(在pet的情况下约为70℃),但低于该材料的球状结晶温度,远低于熔融温度。
8.工业上,通常使用装备有卤素灯的加热炉,其在光谱范围上具有特别强大的辐射能力。
9.这种加热炉的效率略高于有效加热预型件所发射的功率。
10.实际上,如pet这样的材料特别隔热,且可变地吸收红外光谱发射的电磁辐射。另外,预型件壁厚可达5毫米。因此,随着进行一定的加热,在预型件主体壁的外皮与内皮之间存在温差。
11.这种温差由于加热炉中强制通风而得到补偿。这种通风可冷却外皮,避免其达到球状结晶温度,同时在预型件主体壁的厚度上散热。
12.还存在装备有激光二极管的加热炉。该技术旨在提高加热炉的效率,同时缩短预型件的加热时间。
13.激光加热技术尤其在国际专利申请wo 2006/056673中述及,该技术的改进在欧洲专利ep 2 125 316中述及。
14.在从例如用于形成装水透明容器的基础预型件制造容器的制造装置中,每小时每模具的生产进度为2500至2700个瓶子。
15.根据容器的用途,容器必须具有借助于预型件的设计可获得的精确特征。
16.特别是,容器内装的某些制品在光作用下会变质。乳制品尤其是这种情况,其味道在光作用下会转变。
17.变质的味道有两种感觉:
18.‑“
敏化”味道(卷心菜味道,焙烧味道或者蘑菇味道),其出现非常快速;
19.‑
氧化味道(纸板味道,纸味道,金属味道,油质味道),其出现比较缓慢。
20.对于乳制品,尤其公知的是,350纳米至520纳米波长范围的光,导致核黄素变质,这是“敏化”味道的原因之一。
21.为使乳制品在塑料制容器中保存较长时间,同时避免上述变质,通常使用具有防止光穿过其壁的能力的塑料制容器。
22.这些容器往往是白色的,从具有一种或多种用于形成这种“避光”能力的添加剂的塑料制预型件获得。
23.根据一个公知的实施例,对于乳制品,从添加二氧化钛(tio2)的pet树脂预型件制成瓶子。二氧化钛呈白色,具有防可见光的避光功能,可防止核黄素(维生素b2)变质。
24.对于瓶子的其他应用,也加入二氧化钛,以获得非功能性不透光性。
25.但是,这种添加剂对容器的制造具有负面影响。
26.实际上,这些添加剂除了具有“避光”作用之外,还使容器具有阻止红外线范围电磁辐射的能力。
27.因此,加热炉产生的用于加热预型件的辐射,不能有效加热预型件。
28.因此,更准确地说,相对于可见光和红外线范围的电磁辐射来说,这些预型件的透射率基本上为零。入射红外辐射进入这种避光材料的非常薄的厚度中,基本上进行反射。因此,这些辐射的吸光度在预型件的外皮上特别大。
29.这在加热时,会导致预型件的直接受辐射照射的外皮温度大幅上升,而内皮被加热,并不是直接加热,而是仅仅或者基本上通过热传导加热,热从外皮穿过预型件的壁缓慢散热。
30.负面影响在于,这种加热会导致外皮处超过处理温度范围,可能达到最大熔融温度,而内皮始终达不到玻璃化转变温度,这会破坏预型件的外观(尤其是起泡)和结构特征。
31.因此,这种预型件的加热必须以特定方式进行,即例如,加热时间必须增加,或者瓶子的生产进度必须减慢。
32.对于称为不透光预型件的这种预型件来说,这导致生产进度慢于透光预型件的生产进度。例如,对于壁厚大于2.5毫米的不透光预型件来说,机械的进度仅可达到每小时每模具1800个瓶子。
33.还应当指出,在卤素加热炉中,强制通风可调节到最大限度,以便冷却不透光预型件的外皮,这致使能耗增大。
34.对于加热时间短、如本技术人的前述发明中所述的在加热炉内没有预型件主体通风系统的激光加热,不能用这种技术加热这种不透明预型件。
35.实际上,激光加热炉的加热辐射主要由pet预型件反射,其避光作用由二氧化钛加以确保。一小部分可以直接被预型件的外皮吸收,没有通风则不能在外皮达到塑料熔融温度、破坏预型件壁之前,充分散发穿过预型件壁的温度。
36.尤其是,预型件过热,会在预型件表面产生起泡、球状结晶和/或花岗石斑纹外观。
技术实现要素:
37.本发明尤其旨在弥补现有技术的这些缺陷。
38.更准确地说,本发明旨在提出一种不透明预型件,其用于内装乳制品,比现有技术的不透光预型件更适于容器制造方法。
39.因此,本发明旨在提供这种预型件,其可限制从这些预型件生产容器的能耗。
40.本发明还旨在提供这种预型件以及相应的容器,其可以与生产普通透明容器的进度类似的进度。
41.因此,本发明旨在提供这样一种预型件,其可形成适于保存乳制品的容器,其可在成型之前,在激光加热炉中加热。
42.借助于本发明,可达到这些目的以及下文中所述的其他目的,本发明涉及一种预型件,用于通过吹制或者拉制
‑
吹制成型容器,预型件用含有至少一种添加剂的塑料制成,添加剂使塑料具有至少部分地过滤可见光光谱的性能,预型件的壁形成中空主体,
43.其特征在于,所述添加剂使塑料具有的性能至少部分地允许红外线光谱中的光通过;并且,根据垂直于壁发射的电磁辐射,壁具有如下透射率:
44.‑
在可见光光谱中的透射率,在350纳米至520纳米的波长范围,基本上等于0%;以及
45.‑
在红外线光谱中的透射率,对于700纳米至2250纳米的范围中的至少一个波长,是包括在阈限透射率与最高透射率之间的透射率范围中的,阈限透射率等于5%,最高透射率等于70%。
46.借助于本发明的预型件,可制造适于保存乳制品的容器,其生产进度易于达到用于制造普通透明容器的预型件所获得的生产进度。
47.更准确地说,借助于预型件的壁的性能,这种预型件比现有技术的预型件加热更快,现有技术的预型件在其成分中含有高浓度二氧化钛,例如10%的二氧化钛。
48.我们发现,如果阈限透射率大于或等于5%,那么,可以加热根据本发明的预型件,现有技术的不透明预型件将被烧坏,或者在两次加热之间需要暂停时间,用于温度穿过预型件的壁散发。
49.另外,我们还意外发现,如果透射率最高达70%,或低于70%,那么,预型件的壁内的温度梯度小于期望值。尤其是,外皮相对于内皮的过热现象减轻,加热的辐射热在穿过壁时大部分散发掉。
50.实际上,借助于要求范围的透射率,至少波长为700纳米至2250纳米的电磁辐射可在预型件的壁的整个厚度上分配加热产生的热。
51.因此,尽管具有阻止光谱为350纳米至520纳米的可见光的“避光”性能,但是,预型件在加热炉中的加热速度可大于现有技术中不透光预型件的加热速度,可达到普通透明预型件的加热速度。
52.另外,本发明的预型件具有使用激光加热炉加热的能力,所述激光加热炉配置成以预型件具有要求范围的透射率的波长,发送加热电磁辐射。
53.根据一个有利的特征,红外线光谱的透射率的波长范围为750纳米至1400纳米,优选地,为950纳米至1400纳米。
54.借助于这种红外线光谱的透射率,预型件尤其适于在卤素加热炉中加热。实际上,卤素加热炉在所述这些波长范围上辐射最强。
55.根据一个优选解决方案,红外线光谱中的透射率包括在以下范围之一的波长下或波长光谱中的透射率范围中:
56.‑
1110
–
1160纳米;
57.‑
1390
–
1450纳米;
58.‑
1610
–
1650纳米;
59.‑
1675
–
1700纳米;
60.‑
1880
–
2100纳米;
61.‑
2170
–
2230纳米.
62.这些波长或者这些波长光谱相应于激光加热炉的通常波长光谱或者通常波长。
63.在这种情况下,红外线光谱中的透射率包括在1130纳米波长的透射率范围中。
64.在红外线光谱中的这种透射率特别有利,其在于可用激光加热炉最佳加热预型件。
65.根据一个有利的特征,阈限透射率等于8%,优选等于10%。
66.借助于等于8%的透射率,例如具有非常薄的壁的预型件可适当加热。
67.如果阈限透射率等于10%,那么,大多数普通预型件皆可适当加热。
68.根据另一个有利特征,最高透射率等于50%,优选等于20%。
69.如果最高透射率等于50%,那么,现有卤素加热炉不必调节,即可良好地加热本发明的预型件。
70.尤其是,预先配置成用于普通透明预型件的卤素加热炉,还可用于本发明的预型件。换句话说,从本发明的预型件生产容器的生产进度,可达到普通透明预型件的生产进度。
71.透射率等于20%,预型件可在加热炉中进行最佳加热。因此,更准确地说,加热辐射吸收成,壁的内皮趋向于具有比较接近外皮的温度。这特别有利,因为在内皮与外皮之间,是预型件的内皮在成型时最伸展。
72.根据一个有利的特征,塑料还含有至少一种着色剂。
73.有利地,这种着色剂的透射率光谱沿光谱变化。显然,该着色剂在显示可见颜色的可见光光谱中,具有一个或多个较高透射率的光谱区域。着色剂还可具有较小透射率光谱区域,但是,不切断红外线光谱的辐射传输。
74.优选地,壁的厚度在1毫米至5毫米之间,优选在2毫米至3.5毫米之间。
75.有利地,预型件用具有pet基体和添加剂的材料制成。
76.有利地,含有一种或多种添加剂的塑料形成对小于350纳米辐射的屏障。
77.根据一个优选特征,在所述预型件所用于的容器的壁上测得的透射率,在350纳米至520纳米波长范围中是小于5%的,因此预型件的壁在可见光光谱中的透射率视为基本上等于0%。
78.基本上等于0%的透射率尤其相应于透射率测量器械的灵敏度极限。
79.实际上,预型件的透射率相应于其厚度从1毫米至5毫米变化的壁上的测量结果,而容器上的透射率相应于其厚度约等于0.15毫米的壁上的测量结果。
80.在这种情况下,有利地,所述预型件拉制吹制而成的所述容器的透射率,在350纳米至520纳米波长范围中是小于0.5%的。
81.这样,光穿过从本发明预型件形成的容器的壁,不会使核黄素变质。
82.本发明还涉及由前述预型件吹制或者拉制吹制而成的塑料制容器,所述容器具有壁,其特征在于,根据垂直于所述壁发射的电磁辐射,容器的壁具有的透射率,即容器的透
射率,在350纳米至520纳米波长范围中是小于5%的。
83.从前述本发明预型件获得的容器具有的容器透射率,可良好保存容器中贮存的乳制品。
84.因此,更准确地说,容器壁对容易使核黄素变质的光谱具有特别大的过滤能力。
85.优选地,在这种情况下,容器的透射率在350纳米至520纳米的波长范围中是小于0.5%的。
86.因此,这种容器在与易于使核黄素变质的波长相应的波长范围,可过滤更多的光谱。
87.因此,容器特别适于保存乳制品。
88.本发明还涉及塑料制容器的制造方法,制造方法相继地包括:
89.‑
预型件的加热工序,在于朝预型件的方向发射加热辐射,加热辐射由在700纳米至2250纳米范围中的至少一波长下的一红外线光谱中的至少一电磁辐射构成;
90.‑
从预型件成型容器的成型工序;
91.其特征在于,在加热工序之前,制造方法具有用含有至少一种添加剂的塑料制造预型件的制造工序,添加剂使塑料具有至少部分地过滤可见光光谱的性能,并至少部分地允许所述红外线光谱中的光通过,
92.其中:
93.‑
预型件的壁形成中空主体,对于加热辐射和根据垂直于所述壁发射的电磁辐射,所述壁具有的透射率包括在5%至70%延伸的透射率范围中;
94.‑
在包括在350纳米至520纳米范围的整个光谱范围中,容器的壁具有的透射率小于5%,并优选小于0.5%。
95.本发明的制造方法可获得适于保存乳制品的容器,其生产进度快于现有技术的生产进度,尤其是,其生产进度接近普通透明容器的生产进度。
附图说明
96.根据下面参照附图对作为说明性非限制性实施例给出的本发明的不同的优选实施方式的说明,本发明的其他特征和优越性将显而易见,附图如下:
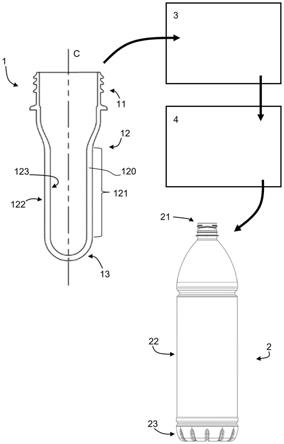
97.图1是本发明的从预型件制造容器的制造方法的示意图。
98.图2是曲线图,示出本发明预型件的透射率和普通透明预型件的透射率,与卤素加热炉的辐照度和激光加热炉的辐照度的关系。
具体实施方式
99.图1示出本发明的制造塑料制容器2的制造方法。
100.该方法,在下文中将予以详述,允许从本发明的预型件1通过吹制或者拉制
‑
吹制制造容器2。
101.预型件1具有:
102.‑
颈部11;
103.‑
主体12;
104.‑
底部13。
105.主体12围绕中央轴线c回转对称,并具有回转圆柱形部分121。
106.该主体12通过壁120形成。
107.壁120的厚度在1毫米至5毫米之间,优选在2毫米至3.5毫米之间。
108.该壁120具有外皮122和内皮123。
109.底部13位于主体12的端部之一并封闭该主体12。
110.颈部11在主体12的另一端在主体2的延伸部分上延伸。
111.该颈部11是开口的并形成从预型件1形成的成品容器2的口部。
112.颈部11具有最终形状,用于保持在从预型件1形成的容器2上。
113.预型件用塑料制成,例如pet(聚对苯二甲酸乙二醇酯塑料)。换句话说,预型件大部分含有pet。
114.容器2具有:
115.‑
颈部21;
116.‑
主体22;
117.‑
底部23。
118.同样,预型件1的主体12成为容器2的主体22,预型件1的颈部11在容器2的成型过程中保持不变,预型件1的底部13成为容器2的底部23。
119.为了从预型件1制造容器2,所述制造方法相继包括:
120.‑
塑料制预型件1的制造工序;
121.‑
预型件1的加热工序;
122.‑
从预型件1成型容器2的成型工序。
123.如图1所示,加热工序在加热装置3中进行,成型工序在成型装置4中进行。
124.加热工序在于朝预型件的方向发射加热辐射。
125.该加热工序旨在加热预型件1的塑料,直至超过其玻璃化转变温度,但是,不达到其球状结晶温度。
126.如下文所详述,加热工序可由配有卤素灯的加热炉即“卤素加热炉”进行,或者由配有激光二极管的加热炉即“激光加热炉”进行。
127.公知地,成型工序或者进行吹制,或者进行拉制
‑
吹制。
128.根据本实施方式,预型件1的塑料还含有至少一种添加剂,其称为“部分地形成光屏障的添加剂”,使塑料具有:
129.‑
至少部分地过滤可见光光谱的性能;
130.‑
至少部分地允许通过红外线光谱的光的性能。
131.根据可考虑的另一种实施方式,塑料可含有一种或多种形成对小于350纳米辐射形成屏障的添加剂,例如阻止紫外线辐射尤其是直至可见光的添加剂。
132.这种添加剂是公知的,例如在wo 2019/133713 a1和wo 2017/095931 a1中述及。
133.预型件的成分实施成,预型件的透射率在光谱上具有变化性。
134.更准确地说,透射率是对于预型件1的主体12的壁120的测量。
135.更准确地说,透射率是对于主体12的圆柱形部分121处的壁120的测量。
136.在壁120的根据电磁辐射的一给定光谱的一给定点,透射率是在所有射出方向上在穿过所述给定点的整个辐射光谱上的加权平均能量除以在垂直于壁入射的整个辐射光
谱上的加权平均值之比。
137.透射率用以下方式测得:
138.使用perkin elmer lambda 950分光测光仪。其具有直径为60毫米的积分球。
139.为了确保最大稳定性和正确测量结果,在安装测量装置时,必须遵循以下先决条件:
140.‑
基部稳固,不经受振动;
141.‑
在仪器周围和下部有足够的空间,以便空气适当流通;
142.‑
温度保持在15℃至35℃之间;
143.‑
相对湿度保持在20%至80%之间;
144.‑
环境没有腐蚀性灰尘和烟雾;
145.‑
测量装置必须遮档阳光;建议使用散射照明灯。
146.为了测量预型件1,必须进行预先制备。实际上,透射率必须穿过预型件1的单独一个壁120进行测定。为此,应当沿长度方向,即平行于轴线c的方向,借助于不损坏样品表面的锯或其他工具,预先切割预型件的主体,仅保持一半完好无损。
147.预型件1必须正确保持抵在透射口上。因此,应当增加一个工具,其安装在透射口之前,使预型件保持对中在透射口上,以致其回转轴线与光源光束最大侧对齐,最大限度减小关于曲率的形状效应。
148.图2示出下述预型件的透射率t随光谱波长λ的变化:
149.‑
现有技术的普通透明的预型件,由曲线o示出;
150.‑
本发明的预型件,由曲线na示出。
151.图2还示出,对于卤素加热炉fh和激光加热炉fl,辐照度e
e
随波长λ的变化曲线。
152.如图2所示,普通透明预型件的透射率在350纳米是大于20%的,从450纳米至1550纳米是平均大于80%的。
153.这种预型件制成的容器2不适于保存所有类型的制品。
154.例如,这种预型件不能生产适于保存乳制品的容器,因为可见光光谱的光能穿过容器的壁,尤其是从350纳米至520纳米的光。
155.根据本发明的原理,如图2所示,根据垂直于壁120发射的电磁辐射,预型件1的壁120具有以下透射率:
156.‑
在可见光光谱中,在350纳米至520纳米的波长范围中,透射率基本上等于0%;
157.‑
在红外线光谱中的辐射透射率,在700纳米至2250纳米中至少一个波长,在阈限透射率与最高透射率之间的透射率范围。
158.所谓基本上等于0%,是指根据测量记录,测得的透射率达到该测量记录中所用测量装置的检测阈限。该透射率尤其等于0%的四舍五入值。
159.如后所详述,预型件1在可见光光谱的该透射率,可使容器2具有避免容器2中贮存的乳制品的核黄素变质的能力。
160.阈限透射率等于5%,优选等于8%,最好等于10%。
161.根据5%的阈限透射率,试验表明,预型件1可以令人满意的速度进行加热,尤其是对于壁被认为“非常薄”的预型件(即其厚度约为1毫米至1.5毫米)。
162.实际上,该阈限透射率足够具穿过预型件1的壁120的光功率,这种透射辐射的吸
收量穿过壁120的厚度充分分布。因此,在壁120的厚度上,温升完全均匀,辐射从一开始就由壁120从外向内穿过。
163.根据8%的阈限透射率,试验表明了壁120被认为“薄”(即其厚度约为1.5毫米至2毫米)的预型件1足够快速加热的可能性。
164.最后,若为10%的阈限透射率,厚度大于2毫米的本发明的任何预型件1,可以与普通透明预型件的速度基本上类似的速度进行加热。
165.最高透射率等于70%,优选等于50%,更优选等于20%。
166.通过试验,我们发现,等于70%的最高透射率允许避免预型件1对用于加热的电磁辐射“过分”透射。
167.由于预型件1是中空主体,因此,在预型件对于辐射非常透射的情况下,辐射从外向内、然后从内向外穿过预型件的壁,然后可选地借助于反射器,通过多次外
‑
内
‑
外地穿过预型件的壁,即可沿壁的厚度获得加热均匀性。
168.若为70%的最高透射率,那么,经过有限次数的外
‑
内
‑
外地完全穿过预型件的壁,即可沿预型件厚壁的厚度获得加热均匀性。
169.反射器减少加热炉能量损耗,加速预型件的加热。
170.借助于50%的最高透射率,可在卤素加热炉中加热预型件1,确保在玻璃化转变温度之上加热预型件1的内皮123,而不会烧坏外皮122。
171.最后,20%的最高透射率提供一种特别有利的解决方案,可达到较好的加热预型件1的进度。
172.因此,为了从本发明的预型件1获得本发明的容器2,容器的加热工序在于朝预型件方向发射加热辐射。
173.该加热辐射由在700纳米至2250纳米范围中的至少一波长下的一红外线光谱中的至少一电磁辐射构成。加热辐射的波长对应这样的波长:对于所述波长,预型件1的壁120具有的透射率在阈限透射率与最高透射率之间延伸的透射率范围中。
174.对在前述范围之一中的红外线光谱中的一透射率,预型件1适于激光加热。因此,这种激光加热以延伸在700纳米至2250纳米的范围中的一种或多种波长进行,对于这样的波长预型件1具有适合的透射率。
175.为了在激光加热炉中最佳化加热预型件1,壁120在红外线光谱中的透射率可以包括在以下范围之一的波长下或波长光谱中的透射率范围中:
176.‑
1110
–
1160纳米;
177.‑
1390
–
1450纳米;
178.‑
1610
–
1650纳米;
179.‑
1675
–
1700纳米;
180.‑
1880
–
2100纳米;
181.‑
2170
–
2230纳米。
182.所述波长范围或者波长光谱范围表示通常采用激光加热的加热。
183.如图2所示,根据预型件1的一种优选实施方式,为了在激光加热炉中加热,红外线光谱的透射率是1130纳米波长的透射率范围。因此,显然,预型件1具有窄波长光谱,包括1130纳米波长。
184.在这种情况下,所述方法的加热工序用激光加热炉进行,其产生1130纳米的加热辐射。
185.如前所述,本发明的预型件1还可在卤素加热炉中加热。
186.因此,为了在卤素加热炉中最佳化加热预型件1,壁120在红外线光谱中的透射率可以包括在750纳米至1400纳米范围、并最好在950纳米至1400纳米范围波长的透射率范围。
187.如图2所示,这些波长范围相应于具有较大平均辐照度的卤素加热炉的波长范围。
188.借助于本发明的预型件1,可以获得本发明的容器2。
189.这种容器2具有预型件1的精确特征。
190.更准确地说,在350纳米至520纳米的波长范围,根据垂直于所述壁发射的电磁辐射,容器2的壁的透射率,即容器的透射率,小于5%,优选地,小于0.5%。
191.因此,对于小于5%的透射率,用于内装乳制品的容器2可最大限度减少该乳制品的核黄素变质。
192.对于小于0.5%的透射率,容器2可防止350至520纳米波长范围的光辐射使核黄素变质。
193.根据一种有利的实施方式,预型件1的塑料还含有着色剂。
194.有利地,这种着色剂的透射率沿光谱变化。
195.但是,所选着色剂不具有在红外线光谱中的切断波长(配有所述着色剂的所述塑料构成一道屏障),而可具有在红外线范围外的零透射率。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

