射流抛光辅助的电弧超声波复合式多材料3d打印装置及方法
技术领域
1.本发明属于增材制造领域,特别涉及一种射流抛光辅助电弧超声波复合式多材料3d打印装置。
背景技术:
2.近几年全球的增材制造产业飞速发展,基于丝材选区沉积的增材制造工艺已在工业制造领域广泛应用,现有的丝材沉积增材制造技术要有熔融沉积式3d打印技术和电弧熔丝3d打印技术。
3.熔融沉积式3d打印技术主要采用加热块将聚合物、低熔点金属等熔化,选区沉积在成型基板上。加工工艺简单,制造成本低,但其成型零件的层间结合强度较差,沿成型方向的抗剪切强度低,样件的表面粗糙度较高,且只能成型聚合物或金属等同种类型材料。
4.电弧熔丝3d打印技术是一种以金属丝材产生的电弧作为热源,熔化金属丝材实现金属堆积成形的增材制造技术。该技术可以实现金属丝材直接熔化累积成型,但成型零件内部残余热应力较大容易发生严重的翘曲变形,只能成型韧性较好的金属材料,且成型零件的表面质量较差。
5.为了克服现有的高能束成形直接制造技术的不足,美国近年来发展了新的非高能束直接快速成形与制造技术,即超声波增材制造技术。超声波增材制造技术是采用大功率超声波能量,以金属箔材作为原料,利用金属层与层之间振动摩擦而产生的热量,促进界面间金属原子的相互扩散并形成固态冶金结合,从而实现逐层累加的增材制造成形。超声增材制造技术可以实现异质材料接合,但因其采用箔材逐层累积成型,难以编程单层样件内部的异质材料分布,且需要与减材工艺相配合完成复杂三维结构成型。
6.综上所述,现有的丝材沉积增材制造技术,因受热源影响成型零件内部残留热应力较大,成型零件表面质量较差,且难以实现异质材料间接合;超声增材制造技术因采用箔材逐层累加成型,复杂结构零件需结合减材工艺成型,单层内无法实现异质材料编程,复杂薄壁结构零件难以直接成型。
技术实现要素:
7.本发明提供了一种射流抛光辅助的电弧超声波复合式多材料3d打印装置及方法,以解决现有的丝材沉积增材制造技术,因受热源影响成型零件内部残留热应力较大,成型零件表面质量较差,且难以实现异质材料间接合;超声增材制造技术因采用箔材逐层累加成型,复杂结构零件需结合减材工艺成型,单层内无法实现异质材料编程,复杂薄壁结构零件难以直接成型的问题。
8.本发明采取的技术方案是:
9.包括成型平台运动系统、电弧熔丝打印系统、射流系统、超声波打印系统,所述的电弧熔丝打印系统和射流系统分别为成型平台运动系统的两侧,超声波打印系统与成型平台运动系统连接。
10.本发明所述的成型平台运动系统1包括x向运动装置、y向运动装置和z向运动装置,其中:
11.x向运动装置的结构是:通过直线轴承座一、直线轴承座二、直线轴承座三与超声打印头支架之间用紧固件刚性连接,直线轴承座一、直线轴承座二、直线轴承座三沿x向导轨一、x向导轨二进行x向滑动,x向导轨一、x向导轨二分别在左右两侧与导轨支架一、导轨支架二通过紧固件刚性连接,x向皮带别在左右两侧与传动轴一、传动轴二紧密连接,x向皮带同时与直线轴承座一、直线轴承座二、直线轴承座三通过紧固件紧密连接,步进电机一通过紧固件与左侧导轨支架一、传动轴一刚性连接;
12.y向运动装置的结构是:通过下方的直线轴承座四、直线轴承座五、直线轴承座六、直线轴承座七与底座以紧固件刚性连接,直线轴承座四、直线轴承座五、直线轴承座六、直线轴承座七分别穿过左右两侧的y向导杆一、y向导杆二,并沿导杆进行y向滑动,y向导杆一、y向导杆二通过紧固件与底部框架刚性连接,y向皮带通过紧固件与底座紧密连接,还与传动轴三、传动轴四通过紧固件紧密连接,步进电机二与传动轴三、底部框架刚性连接,载物平台通过分布在四角的调平弹簧一、调平弹簧二、调平弹簧三、调平弹簧四与底座刚性连接;
13.z向运动装置的结构是:左侧部分联轴器一将步进电机三与丝杆一刚性连接在一起,丝杆一与导轨支架一有螺纹啮合,同时在末端与顶部框架上的对应孔形成间隙配合,可自由转动,电机框架一与步进电机三通过紧固件刚性连接,z向导杆一穿过导轨支架一上的轴承孔在下方与电机框架一通过紧固件刚性连接,在上方与顶部框架刚性连接,右侧部分联轴器二将步进电机四与丝杆二刚性连接在一起,丝杆二与导轨支架二有螺纹啮合,同时在末端与顶部框架上的对应孔形成间隙配合、自由转动,电机框架二与步进电机四通过紧固件刚性连接,z向导杆二穿过导轨支架二上的轴承孔在下方与电机框架二通过紧固件刚性连接,在上方与顶部框架刚性连接。
14.本发明所述电弧熔丝打印系统的结构是:通过六轴机械臂将电弧喷头平台承载于机械臂上,电弧喷头平台上有负责通保护气的送气管道和负责输送丝料的机械臂送丝系统,六轴机械臂带动电弧喷头平台在载物平台上方自由运动,电弧喷头固定在电弧喷头平台上,送气管道首末两端分别连接有气源和小型气泵;
15.本发明所述射流系统的结构是:由六轴机械臂将喷头平台承载于机械臂上,喷头平台上有两根负责输送液体的管道,分别是耦合液输送管道和抛光液输送管道,喷头平台上固定有耦合液喷头和抛光液喷头,抽水系统与喷头平台通过紧固件刚性连接,耦合液输送管道和抛光液输送管道分别位于集液箱中;
16.本发明所述超声波打印系统的结构是:通过超声打印头支架与直线轴承座一、直线轴承座二、直线轴承座三螺栓连接,左右两侧出丝头一、出丝头二与超声打印头支架通过紧固件刚性连接,中央的超声波发生器与套筒为间隙配合、相互滑动,套筒与超声打印头支架用紧固件刚性连接,直线步进电机与超声打印头支架用紧固件刚性连接,与超声波发生器在套筒内紧密连接,步进电机五、步进电机六与顶部框架螺栓连接,步进电机五嵌入送丝结构一中,步进电机六嵌入送丝结构二中;
17.本发明所述出丝头一包括丝料管道一、丝料喷头一、换向导轨一,其中料管道一与丝料喷头一固定连接,换向导轨一与丝料喷头一前端连接;
18.本发明所述的出丝头二包括丝料管道二、丝料喷头二、换向导轨二,其中丝料管道二与丝料喷头二固定连接,换向导轨二与丝料喷头二前端连接,工作过程与出丝头一一致。
19.一种基于射流抛光辅助的电弧超声波复合式多材料3d打印方法,包括如下步骤:
20.(1)、将所需打印模型导入到本装置所连接的计算机中;
21.(2)、计算机对模型进行分析处理,选择出各个区域的打印材料,筛选出孔状结构或者镂空结构等脆弱区域,对模型打印完成后的抛光程度以及抛光时间进行设置,将不同的打印指令发送到本装置中:对于脆弱区域采用所述的电弧熔丝打印系统进行打印,其余结构采用所述的超声波打印系统进行打印;
22.(3)、在打印过程中,所述的成型平台运动系统将根据计算机所发布的指令代码进行运动,配合所述的电弧熔丝打印系统和超声波打印系统进行打印;
23.(4)、在打印过程中,所述的电弧熔丝打印系统根据计算机指令,对对应区域进行电弧熔丝打印;
24.(5)、在打印过程中,所述的超声波打印系统具有多材质材料打印能力,根据计算机指令,针对有不同材质需求的区域,对打印材料的出丝进行调整,更改为该区域所需材料,所述的超声波发生器会同时改变超声波功率,确保不同材料的打印质量;
25.在所述的超声波系统打印过程中,所述的射流系统将对超声波打印区域持续喷射耦合液,以增强超声波打印效果;
26.(6)、在打印完成后,所述的射流系统将根据计算机指令对所打印的模型喷射抛光液,对模型表面进行抛光处理。
27.本发明的有益效果:
28.本发明融合超声波增材制造和电弧增材制造两种3d打印方法,可以进行同种或异种丝状材料打印,并利用射流抛光技术在打印过程中对零件表面进行原位后处理。实现成型零件内部异质材料空间梯度分布可编程、预设应力空间分布可编程、异质界面结合质量空间分布可编程的增材制造,成本低。
29.采用小功率超声焊接机代替大功率超声波进行同种或异种丝之间的固态连接,解决传统超声增材制造的成本较高,需要数控铣等减材工艺辅助的问题,采用多打印头选区沉积成型,实现异质材料空间分布可编程的直接固态累加成型;采用用电弧增材制造的方法进行产品基底及脆弱部分打印,进而弥补超声3d打印成型样件难以实现倾斜角度较大样件成型的问题;采用射流辅助成型,利用耦合液增强超声波的传递,利用含有金属粒子或二氧化硅粒子的射流抛光电弧3d打印与超声3d打印后产品的表面,提高成型零件的综合性能,实现成型零件内部异质材料空间梯度分布可编程、预设应力空间分布可编程、异质界面结合质量空间分布可编程、成型样件表面质量分布空间可编程的3d打印。
附图说明
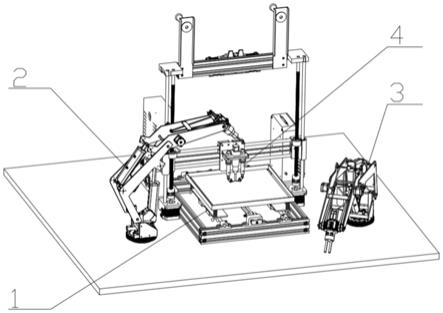
30.图1是本发明的结构示意图;
31.图2是本发明成型平台运动系统的结构示意图;
32.图3是本发明成型平台运动系统的局部结构示意图;
33.图4是本发明电弧熔丝打印系统的结构示意图;
34.图5是本发明射流系统的结构示意图;
35.图6是本发明超声波打印系统的打印头的结构示意图;
36.图7是图6的后视图;
37.图8是本发明超声波打印系统的远程出丝部分的结构示意图;
38.图9是本发明出丝头一、出丝头二的结构示意图。
具体实施方式
39.包括成型平台运动系统1、电弧熔丝打印系统2、射流系统3、超声波打印系统4,所述的电弧熔丝打印系统2和射流系统3分别为成型平台运动系统1的两侧,在机械臂的带动下做三轴运动,超声波打印系统4与成型平台运动系统1连接,做x、z向运动。
40.本发明融合超声波增材制造和电弧增材制造两种3d打印方法,可以进行同种或异种丝状材料打印,并利用射流抛光技术在打印过程中对零件表面进行原位后处理。实现成型零件内部异质材料空间梯度分布可编程、预设应力空间分布可编程、异质界面结合质量空间分布可编程的增材制造。
41.所述的成型平台运动系统1包括x向运动装置、y向运动装置和z向运动装置,能够进行x向、y向、z向三个方向的运动,其中x向运动装置的结构是:通过直线轴承座一101、直线轴承座二102、直线轴承座三103与超声打印头支架401之间用紧固件刚性连接,直线轴承座一101、直线轴承座二102、直线轴承座三103沿x向导轨一104、x向导轨二105进行x向滑动,x向导轨一104、x向导轨二105分别在左右两侧与导轨支架一106、导轨支架二107通过紧固件刚性连接,x向皮带108分别在左右两侧与传动轴一109、传动轴二110紧密连接,x向皮带108同时与直线轴承座一101、直线轴承座二102、直线轴承座三103通过紧固件紧密连接,步进电机一111通过紧固件与左侧导轨支架一106、传动轴一109刚性连接,步进电机一111带动传动轴一109转动,进而带动x皮带108转动,进而使超声打印头支架401通过直线轴承座一101、直线轴承座二102、直线轴承座三103沿x向导轨一104、x向导轨二105进行x向移动;y向运动装置的结构是:通过下方的直线轴承座四112、直线轴承座五113、直线轴承座六114、直线轴承座七115与底座120以紧固件刚性连接,直线轴承座四112、直线轴承座五113、直线轴承座六114、直线轴承座七115分别穿过左右两侧的y向导杆一116、y向导杆二117,并沿导杆进行y向滑动,y向导杆一116、y向导杆二117通过紧固件与底部框架118刚性连接,y向皮带119通过紧固件与底座120紧密连接,还与传动轴三121、传动轴四139通过紧固件紧密连接,步进电机二122与传动轴三121、底部框架118刚性连接,载物平台123通过分布在四角的调平弹簧一124、调平弹簧二125、调平弹簧三126、调平弹簧四127与底座120刚性连接,步进电机二122可以带动传动轴三121进而带动y向皮带119进行传动,y向皮带119与底座120紧密连接,皮带传动使得底座120与直线轴承座四112、直线轴承座五113、直线轴承座六114、直线轴承座七115均沿y向导杆一116、y向导杆二117作y向运动,进而使得载物平台123沿y向运动;z向运动装置的结构是:左侧部分联轴器一129将步进电机三128与丝杆一130刚性连接在一起,丝杆一130与导轨支架一106有螺纹啮合,同时在末端与顶部框架133上的对应孔形成间隙配合,可自由转动,电机框架一131与步进电机三128通过紧固件刚性连接,z向导杆一132穿过导轨支架一106上的轴承孔在下方与电机框架一131通过紧固件刚性连接,在上方与顶部框架133刚性连接,右侧部分联轴器二135将步进电机四134与丝杆二136刚性连接在一起,丝杆二136与导轨支架二107有螺纹啮合,同时在末端与顶部框架133上的
对应孔形成间隙配合,可自由转动,电机框架二137与步进电机四134通过紧固件刚性连接,z向导杆二138穿过导轨支架二107上的轴承孔在下方与电机框架二137通过紧固件刚性连接,在上方与顶部框架133刚性连接,以左侧z向运动为例,步进电机三128带动联轴器一129进而带动丝杆一130转动,丝杆一130与导轨支架一106之间为螺纹啮合传动,所以导轨支架一106会沿z向导杆一132做z向的移动,右侧运动与左侧运动完全相同;综上,运动系统具有x、y、z三种轴向的运动。
42.所述电弧熔丝打印系统2的结构是:通过六轴机械臂201将电弧喷头平台202承载于机械臂上,电弧喷头平台202上有负责通保护气的送气管道203和负责输送丝料的机械臂送丝系统204,六轴机械臂201带动电弧喷头平台202在载物平台123上方自由运动,电弧喷头207固定在电弧喷头平台202上,送气管道203首末两端分别连接有气源205和小型气泵206;当电弧熔丝打印系统2开始工作时,电弧喷头207可产生电弧放电现象,利用产生的高温可将金属丝料熔化,滴落在载物平台123上冷却沉积,实现电弧熔丝沉积打印功能,送气管道203将保护气输送到电弧喷头207周围起到防止金属氧化的作用;电弧喷头207可产生瞬时高温脉冲可对超声波打印系统4中的丝料进行切割,完成超声波打印系统4的切丝过程。
43.所述射流系统3的结构是:由六轴机械臂301将喷头平台302承载于机械臂上,喷头平台302上有两根负责输送液体的管道,分别是耦合液输送管道303和抛光液输送管道304,喷头平台302上固定有耦合液喷头307和抛光液喷头308,抽水系统305与喷头平台302通过紧固件刚性连接,耦合液输送管道303和抛光液输送管道304分别位于集液箱306中;六轴机械臂301可带动喷头平台302在载物平台123上方自由运动,抽水系统305工作时,耦合液会从集液箱306沿耦合液输送管道303到达耦合液喷头307后喷出,抛光液会从集液箱306沿抛光液输送管道304到达抛光液喷头308后喷出。
44.所述超声波打印系统4的结构是:通过超声打印头支架401与直线轴承座一101、直线轴承座二102、直线轴承座三103螺栓连接,左右两侧出丝头一402、出丝头二403与超声打印头支架401通过紧固件刚性连接,中央的超声波发生器404与套筒405为间隙配合,可滑动,套筒405与超声打印头支架401用紧固件刚性连接,直线步进电机406与超声打印头支架401用紧固件刚性连接,与超声波发生器404在套筒405内紧密连接,直线步进电机406启动后可带动超声波发生器404做z向的升降运动,用以贴紧丝料表面,步进电机五407、步进电机六408与顶部框架133螺栓连接,步进电机五407嵌入送丝结构一409中,步进电机六408嵌入送丝结构二410中;步进电机五407、步进电机六408配合送丝结构一409和送丝结构二410可实现至多两种丝料的进给,超声打印系统4由超声打印头支架401实现与运动系统1的固联,使超声打印系统4实现x、z向的运动。打印过程为超声打印系统4进行出丝过程,丝料从出丝头一402处水平挤出,到达超声波发生器404的下方,超声波发生器404在直线步进电机406的作用下向下运动,贴紧挤出之后的丝料,超声波发生器404开始工作,进行超声波打印,将丝料固定在当前位置,之后超声波打印系统4进行切丝过程,对超声波固定后的丝料进行切割,切割结束后,超声波发生器404在直线步进电机406的作用下抬升,离开丝料表面,此过程视为进行了一次打印。超声打印系统具有出丝过程和切丝过程。
45.所述出丝过程由步进电机五407、步进电机六408、送丝结构一409和送丝结构二410完成,电机位于运动系统的z轴框架133上,可实现远程出丝。超声打印系统4具有两个出
丝头:出丝头一402、出丝头二403,可进行金属丝(al)和聚合物丝(pla等)两种丝料的打印。以单侧送丝为例,送丝开始时丝料会进入送丝结构一409上方的孔中,由步进电机五407控制送丝机构一409内部的齿轮等机构实现丝料的挤出,丝料在此之后会进入出丝头一402进行接下来的运动。另一侧送丝过程与此一致。
46.所述出丝头一402包括丝料管道一40201、丝料喷头一40202、换向导轨一40203,其中料管道一40201与丝料喷头一40202固定连接,换向导轨一40203与丝料喷头一40202前端连接,丝料先进入丝料管道一40201,再沿丝料管道一40201到达丝料喷头一40202,最后在换向导轨一40203的导向作用下实现水平挤出,以便进行稍后的超声波打印。
47.所述的出丝头二403包括丝料管道二40301、丝料喷头二40302、换向导轨二40303,其中丝料管道二40301与丝料喷头二40302固定连接,换向导轨二40303与丝料喷头二40302前端连接,工作过程与出丝头一402一致。
48.所述切丝过程由电弧熔丝打印系统2完成,电弧喷头207可产生瞬时高温脉冲可对超声波打印系统4中的丝料进行切割,完成超声波打印系统4的切丝过程。
49.一种基于射流抛光辅助的电弧超声波复合式多材料3d打印方法,包括如下步骤:
50.(1)、将所需打印模型导入到本装置所连接的计算机中;
51.(2)、计算机对模型进行分析处理,选择出各个区域的打印材料,筛选出孔状结构或者镂空结构等脆弱区域,对模型打印完成后的抛光程度以及抛光时间进行设置,将不同的打印指令发送到本装置中:对于脆弱区域采用所述的电弧熔丝打印系统2进行打印,其余结构采用所述的超声波打印系统4进行打印;
52.(3)、在打印过程中,所述的成型平台运动系统1将根据计算机所发布的指令代码进行运动,配合所述的电弧熔丝打印系统2和超声波打印系统3进行打印;
53.(4)、在打印过程中,所述的电弧熔丝打印系统2根据计算机指令,对对应区域进行电弧熔丝打印;
54.(5)、在打印过程中,所述的超声波打印系统4具有多材质材料打印能力,根据计算机指令,针对有不同材质需求的区域,对打印材料的出丝进行调整,更改为该区域所需材料,所述的超声波发生器404会同时改变超声波功率,确保不同材料的打印质量;
55.在所述的超声波系统4打印过程中,所述的射流系统3将对超声波打印区域持续喷射耦合液,以增强超声波打印效果;
56.(6)、在打印完成后,所述的射流系统3将根据计算机指令对所打印的模型喷射抛光液,对模型表面进行抛光处理。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

