1.本实用新型涉及汽车配件领域,尤其是涉及一种汽车后备箱箱盖自动化复合设备。
背景技术:
2.随着汽车行业的发展,人们对后备箱箱盖的质量和美观的需求也越来越高。后备箱箱盖在制造过程中需要对原始后备箱箱盖骨架填充泡棉等具有抗震性的材料,使后备箱箱盖减震效果更好,并且使后备箱箱盖更加立体、更加美观。这样以满足人们对后备箱箱盖质量和美观的需求。
3.现有的后备箱箱盖在制造过程中首先要将泡棉放在骨架上,然后将无纺布包裹在骨架和泡棉表面,为了使无纺布与骨架和泡棉贴合的更紧密,无纺布上要打热熔胶。泡棉填充在骨架与无纺布之间,泡棉尺寸比骨架小,并且为了美观,泡棉具有一定的形状。现有的无纺布与骨架和泡棉复合技术中,一般是无纺布在泡棉四周与骨架紧密贴合,只是显示出了泡棉的形状,却忽视了无纺布在中间位置与泡棉的紧密贴合,这样随着时间的延长,箱盖中间与泡棉贴合的无纺布就会隆起,影响质量、美观效果和使用寿命。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种汽车后备箱箱盖自动化复合设备,可以对无纺布与泡棉之间进行二次保压,可以使无纺布与泡棉贴合的更加紧密。
5.为了解决上述技术问题,本实用新型提供了一种自动化复合设备,包括支架;所述支架顶部设置有第一升降机构和锁模销;所述第一升降机构下部连接有上复合机构;所述上复合机构正下方设置有下复合机构;所述上复合机构上设置有二次保压机构;所述二次保压机构上设置有二次保压板。
6.进一步地,所述支架顶部固定有第一安装板;所述第一升降机构固定在所述第一安装板上;所述第一升降机构包括第一气缸组件。
7.进一步地,所述第一气缸组件活塞杆上固定有第一连接件;所述第一连接件与第二安装板固定连接。
8.进一步地,所述上复合机构固定在所述第二安装板正下方;所述上复合机构包括上复合板;所述上复合板底面设置有上模;所述上复合板中间设置有矩形腔体。
9.进一步地,所述第二安装板顶面设置有第二升降机构;所述第二升降机构包括多个第二气缸组件;所述第二气缸组件缸体固定在所述第二安装板上。
10.进一步地,所述二次保压板固定在所述第二气缸组件活塞杆上。
11.进一步地,所述支架中间固定有第三安装板;所述下复合机构固定在所述第三安装板上;所述下复合机构上方设置有下模;所述下模周围设置有第一定位块和第二定位块。
12.进一步地,所述支架内部形成容腔。
13.进一步地,所述锁模销固定在所述第一安装板底面。
14.进一步地,所述第二安装板上固定有第三连接件;所述第三连接件设置有圆柱腔体。
15.本实用新型汽车后备箱箱盖自动化复合设备设计的二次保压结构,在对泡棉四周的无纺布与骨架压紧贴合后,对泡棉与无纺布之间进行了二次保压贴合,使泡棉与无纺布之间贴合的更加紧密,延长了后备箱箱盖的使用寿命。
附图说明
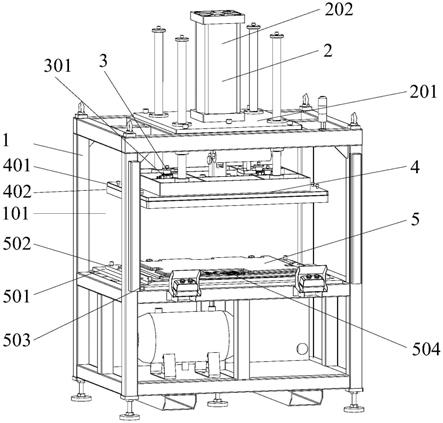
16.图1是本实用新型的汽车后备箱箱盖自动化复合设备一实施例的第一结构示意图;
17.图2是本实用新型的汽车后备箱箱盖自动化复合设备一实施例的第二结构示意图;
18.图3是本实用新型中汽车后备箱箱盖自动化复合设备一实施例a处放大结构示意图。
19.图中标号说明:1、支架;2、第一升降机构;3、第二升降机构;4、上复合机构;5、下复合机构;6、二次保压机构;7、锁模销;101、容腔;201、第一安装板;202、第一气缸组件;203、第一连接件;301、第二气缸组件;401、第二安装板;402、上复合板;403、上模;404、矩形腔体;501、第三安装板; 502、下模;503、第一定位块;504、第二定位块;601、二次保压板;701、第三连接件;702、圆柱腔体。
具体实施方式
20.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
21.如图1所示一种汽车后备箱箱盖自动化复合设备,包括支架1、第一升降机构2、第二升降机构3、上复合机构4、下复合机构5、二次保压机构6和锁模销7。
22.支架1顶部固定有第一安装板201,第一升降机构2固定在第一安装板201 上,第一升降机构2包括第一气缸组件202和第一连接件203。第一气缸组件 202缸体固定在第一安装板201上,第一气缸组件202活塞杆与第一连接件203 固定连接,第一连接件203与第二安装板401固定连接,这样第二安装板401 可以在第一气缸组件202的工作下实现上下往复运动。上复合机构4固定在第二安装板401正下方,上复合机构4包括上复合板402,上复合板402底面设置有上模403,上复合板402中间设置有矩形腔体404。第二安装板401顶面设置有第二升降机构3,第二升降机构3包括多个第二气缸组件301,第二气缸组件301缸体固定在第二安装板401上,第二气缸组件301活塞杆与二次保压机构6固定连接,二次保压机构6包括二次保压板601,这样在第二气缸组件301 的动作下二次保压板601可以实现上下往复运动,上复合板402中间的矩形腔体404可容纳二次保压板601,实现二次保压板601的保压动作,可以在对泡棉四周的无纺布与骨架压紧贴合成型后,对中间的泡棉与无纺布之间进行了二次保压贴合,使泡棉与无纺布之间贴合的更加紧密,延长了后备箱箱盖的使用寿命。支架1中间固定有第三安装板501,下复合机构5固定在第三安装板501 上方,下复合机构5上方设置有下模502,下模502周围设置有第一定位块503 和第二定位块504,第一定位块503可以对无纺布进行定位,第二定位块504 可以对骨架进行定位,这样在上下模502贴紧的时
候便可以使泡棉上的无纺布精确成型,并且防止无纺布与骨架的歪斜,避免出现产品报废的情况。支架1 内部形成容腔101,可容纳上复合机构4的上下往复运动。锁模销7固定在支架1顶部第一安装板201底面。第二安装板401上固定有第三连接件701,第三连接件701上设置有圆柱腔体702。在设备不工作时,锁模销7开始工作,锁模销7的活塞杆伸出,进入到第三连接件701的圆柱腔体702里面,当设备误操作时,锁模销7的活塞杆可使得第三连接件701无法向下运动,第三连接件701与上复合机构4固定连接,设备便无法正常工作,会触发报警装置,防止误操作引起安全事故。
23.工作流程如下;
24.将第一块无纺布放在下复合机构5上,第一块无纺布靠第一定位块503定位,骨架放在第一块无纺布上,第一块无纺布贴合骨架一侧涂热熔胶,骨架靠第二定位块504定位,然后在骨架中间对应地方放上泡棉,骨架和泡棉上方放置第二块无纺布,贴合骨架一侧涂热熔胶,然后利用本实用新型的设备进行产品复合动作。
25.第一升降装置的第一气缸组件202开始工作,第一气缸组件202活塞杆带动上复合机构4向下移动,上复合机构4的上模403型腔与泡棉相配合,先使第二块无纺布在泡棉的配合下成型,这样依靠上模403与下模502的贴紧,泡棉周围的无纺布与骨架在第一气缸组件202提供的动力下紧密贴合。然后进行二次保压动作,第二气缸组件301开始工作,第二气缸组件301的活塞杆向下移动,从而带动二次保压板601在矩形腔体404内向下移动,开始压紧泡棉与无纺布,使得第二块无纺布与泡棉紧密贴合,并且将动力向下传递,使得骨架中间与第一块无纺布紧密贴合,这样无纺布便与骨架和泡棉紧密贴合。
26.以上所述实施例仅是为充分说明本实用新型而所举的较佳的实施例,本实用新型的保护范围不限于此。本技术领域的技术人员在本实用新型基础上所作的等同替代或变换,均在本实用新型的保护范围之内。本实用新型的保护范围以权利要求书为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

