1.本发明涉及汽车维修补漆技术领域。
背景技术:
2.汽车发生剐蹭、磕碰等事故后会对车漆造成损伤,需要进行补漆操作,当损伤较为严重时需要使用填泥(腻子)来对损伤处进行修补,以便后续进行补漆,然而传统的修补过程全靠操作者的手动涂抹,并借助肉眼的观察来判断,不仅操作耗时耗力,更重要的是容易导致填补后的表面形状与原有的表面形状存在差异,尤其是车辆表面有造型的位置以及钣金修复后有一定变形的位置,对这些位置进行填补时的程度更是难以把控,一旦填泥修补后与原有形状差异明显,就会致使补漆后的痕迹明显,影响美观度。
技术实现要素:
3.本发明所要解决的技术问题,是针对上述存在的技术不足,提供一种汽车维修用补漆装置,其能够使填泥修补后的表面形状与原有的表面形状差异小,从而提高补漆后的美观度。
4.本发明采用的技术方案是:提供一种汽车维修用补漆装置,包括用于将汽车填泥定型的可调模具机构;所述的可调模具机构包括竖直设置的盛装筒;盛装筒下端连通固定有喇叭口状的扩展壳、上端固定有螺纹套架;扩展壳下端密封罩接有弹力包覆膜;扩展壳与弹力包覆膜之间以及盛装筒内部填充有热塑性填充物;盛装筒内滑动密封连接有活塞;活塞上端同轴固定有调节螺杆;调节螺杆与螺纹套架对应螺纹连接;调节螺杆上端固定有手柄;调节螺杆内设置有排气组件;
5.所述的排气组件包括开在活塞中部的中心孔、开在中心孔侧部的排气孔;中心孔沿轴向对应贯穿活塞;排气孔下端与中心孔侧壁的中部连通,排气孔上端贯穿活塞上端;调节螺杆为中空结构;中心孔与调节螺杆配合连通;调节螺杆内插接有控制杆;控制杆对应贯穿手柄中部;控制杆下端固定有密封塞;密封塞与中心孔滑动密封;控制杆上部固定有挡片;当挡片被手柄阻挡时,密封塞下端与活塞下端对应齐平。
6.进一步优化本技术方案,汽车维修用补漆装置的控制杆上部为螺纹结构且与手柄中部对应螺纹连接。
7.进一步优化本技术方案,汽车维修用补漆装置的盛装筒外壁设置有用于将可调模具机构放置到位的参照指示机构;所述的参照指示机构包括分别安装在盛装筒侧壁左右两侧的套板;套板外壁的前后两侧分别固定有延伸杆;延伸杆外端部沿竖向滑动贯穿插接有包胶杆;包胶杆外部套接固定有支撑块;包胶杆外部套有压簧;压簧上端与延伸杆固定,下端与支撑块固定。
8.进一步优化本技术方案,汽车维修用补漆装置的盛装筒外壁设置有用于将可调模具机构固定在汽车外壁的定位机构;所述的定位机构包括沿周向均匀分布在盛装筒外壁的支撑架;支撑架外端部转动安装有螺栓轴;螺栓轴上套接固定有绞轮;螺栓轴上螺纹连接有
用于将螺栓轴锁定的锁紧螺套;绞轮上均通过弹力绳连接有吸盘。
9.本发明的有益效果在于:
10.1、热塑性填充物在加热时能发生流动变形,待冷却后则能够硬化,利用该性质,通过弹力包覆膜压在与修补位置对称的汽车另一侧外壁,待热塑性填充物冷却后即可固定为对应外形,实现对该处造型的取样,形成与待修补位置原有形状一致的模具,从而有利于减小修补后表面形状与原有形状的差异。
11.通过调节螺杆与螺纹套接螺纹连接,能够将活塞位置固定,从而将热塑性填充物阻挡,使热塑性填充物处于封闭空间,热塑性填充物只能在弹力包覆膜处产生变形,保证取样形状的精准。
12.通过排气孔与中心孔连通,能够排出热塑性填充物所处空间内的空气,使受压取形时,弹力包覆膜与热塑性填充物之间不留空隙,避免热塑性填充物不能完美贴合弹力包覆膜而导致冷却后取形不准确的问题。通过控制杆能够控制密封塞的移动,便于排气完成后将中心孔及排气孔封堵。
13.2、通过包胶杆与汽车外壁接触,能够方便标定修补位置和取形位置,使取形后可调模具机构放置到修补位置时能够放置到位;通过吸盘能够吸附在汽车外壁,借助绞轮能够调节弹力绳的弹性拉力,从而便于将可调模具机构牢固定位在汽车外壁。
附图说明
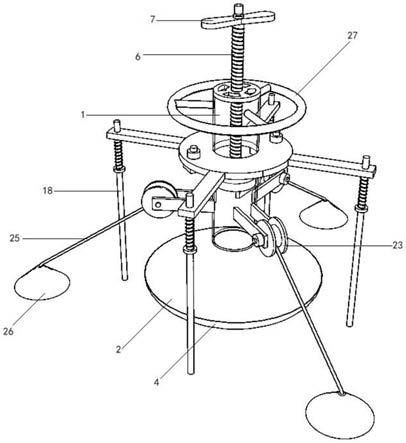
14.图1为本发明的结构示意图;
15.图2为参照指示机构的结构分解示意图;
16.图3为盛装筒内部的结构示意图;
17.图4为排气组件处的剖面结构示意图。
18.图中,1、盛装筒;2、扩展壳;3、螺纹套架;4、弹力包覆膜;5、活塞;6、调节螺杆;7、手柄;8、中心孔;9、排气孔;10、控制杆;11、密封塞;12、挡片;13、托板;14、螺纹插杆;15、套板;16、阻挡螺套;17、延伸杆;18、包胶杆;19、支撑块;20、压簧;21、支撑架;22、螺栓轴;23、绞轮;24、锁紧螺套;25、弹力绳;26、吸盘;27、手持架;28、端帽。
具体实施方式
19.下面结合附图和具体实施方式对本发明作进一步详细的说明。
20.如图1所示,汽车维修用补漆装置,包括用于将汽车填泥定型的可调模具机构;所述的可调模具机构包括竖直设置的盛装筒1;盛装筒1下端连通固定有喇叭口状的扩展壳2、上端固定有螺纹套架3;扩展壳2下端密封罩接有弹力包覆膜4;扩展壳2与弹力包覆膜4之间以及盛装筒1内部填充有热塑性填充物;盛装筒1外部固定有手持架27;盛装筒1内滑动密封连接有活塞5;活塞5上端同轴固定有调节螺杆6;调节螺杆6与螺纹套架3对应螺纹连接;调节螺杆6上端固定有手柄7;调节螺杆6内设置有排气组件。
21.如图3
‑
4所示,所述的排气组件包括开在活塞5中部的中心孔8、开在中心孔8侧部的排气孔9;中心孔8沿轴向对应贯穿活塞5;排气孔9下端与中心孔8侧壁的中部连通,排气孔9上端贯穿活塞5上端;调节螺杆6为中空结构;中心孔8与调节螺杆6配合连通;调节螺杆6内插接有控制杆10;控制杆10对应贯穿手柄7中部;控制杆10上端固定有端帽28,下端固定
有密封塞11;密封塞11与中心孔8滑动密封;控制杆10上部固定有挡片12;当挡片12被手柄7阻挡时,密封塞11下端与活塞5下端对应齐平。
22.控制杆10上部为螺纹结构且与手柄7中部对应螺纹连接;如图2所示,盛装筒1外壁设置有用于将可调模具机构放置到位的参照指示机构;所述的参照指示机构包括分别固定在盛装筒1侧壁左右两侧的托板13;托板13上端均固定有螺纹插杆14;托板13上方均设置有套板15;套板15与螺纹插杆14分别对应插接且套板15内侧与盛装筒1外壁贴合;螺纹插杆14上螺纹连接有阻挡螺套16;套板15外壁的前后两侧分别固定有延伸杆17;延伸杆17外端部沿竖向滑动贯穿插接有包胶杆18;包胶杆18外部套接固定有支撑块19;包胶杆18外部套有压簧20;压簧20上端与延伸杆17固定,下端与支撑块19固定。
23.盛装筒1外壁设置有用于将可调模具机构固定在汽车外壁的定位机构;所述的定位机构包括沿周向均匀分布在盛装筒1外壁的支撑架21;支撑架21外端部转动安装有螺栓轴22;螺栓轴22上套接固定有绞轮23;螺栓轴22上螺纹连接有用于将螺栓轴22锁定的锁紧螺套24;绞轮23上均通过弹力绳25连接有吸盘26。
24.本技术方案利用了汽车外形左右对称的特点,损伤位置原有的形状从汽车另一侧的对称位置即可获知,通过可调模具机构将对称位置实现取形后,即可形成与损伤位置原有形状对应的模具外形,将保持该形态下的可调模具机构准确放置到损伤位置,即可将涂抹的填泥压成对应的形状,从而使填泥修补后的表面形状与原有的表面形状相符,解决了传统只靠肉眼观察和手动涂抹导致的修复难度大、容易存在较大差异的问题。
25.具体操作时,首先对热塑性填充物进行加热,使其充分软化,随后旋拧控制杆10,使密封塞11解除对排气孔9的封堵,再旋拧调节螺杆6,使活塞5向下挤压,并通过排气孔9排出活塞5下方空间内的空气,随着活塞5的挤压过程,使软化后的热塑性填充物不留空隙的填满活塞5下方的空间,之后回拧控制杆10,使密封塞11封堵中心孔8和排气孔9。
26.完成上述操作后,将可调模具机构上弹力包覆膜4的一侧压在与修补位置对称的汽车另一侧外壁,随后通过吸盘26吸在汽车外壁,并通过绞盘对弹力绳25拉紧,保证可调模具机构牢固定位在汽车外壁,保证弹力包覆膜4内侧的热塑性填充物充分受压变形。本技术方案中,弹力包覆膜4的覆盖范围大于需要修补的范围,因此在从汽车另一侧取形时,无需非常精准的定位,只要保证弹力包覆膜4的覆盖范围能够将修补位置对称的范围包含在内即可。
27.待热塑性填充物冷却后即可硬化为对应的外形,实现对该处造型的取样,从而形成与待修补位置原有形状一致的模具;随后,根据包胶杆18与车辆外壁接触的位置分别进行标记(可使用能够擦去的记号笔等工具来标记),之后即可将吸盘26取下,将可调模具机构取下。
28.根据上述标记,需要在另一侧的对称位置同样设置各标记(借助测量尺等测量工具),这样使得可调模具机构能够较为精准的放置到位;标记设置完成后,在修补位置填补填泥,随后将可调模具机构放置到位(通过包胶杆18与各标记对位),并通过定位机构定位,涂抹的填泥即可被压成对应的形状,待填泥固化后,将本装置取下,填泥修补后的表面形状即可与原有的表面形状相符(修补后可适当打磨提高填泥表面光滑度)。
29.为了保证填泥能够充分将损伤处填补,事先可涂抹较多的量在损伤处,在可调模具机构施压时,多出的部分即可被压到一旁,待可调模具机构取下后,将被压到一旁的多出
的填泥部分打磨掉即可,当然为了避免多余的填泥与原有的车漆结合太牢导致难以除去,可在损伤处周围健康的车漆表面涂抹隔离剂(硅油之类),使填泥不会与车漆粘上,同理,弹力包覆膜4表面也可涂上隔离剂,避免填泥固化后与弹力包覆膜4粘牢的问题。
30.可调模具机构在取形时,热塑性填充物冷却后,由于大气压力的作用,弹力包覆膜4可能会吸在车壁表面难以取下,同样的在对另一侧的填泥施压塑形时,填泥固化后可调模具机构也可能难以取下,为此,可准备硅胶刀等不损伤车漆和弹力包覆膜4的工具,借助弹力包覆膜4自身的弹性(弹力包覆膜4可选择硅胶、乳胶等材质),从边缘处插入弹力包覆膜4与车壁之间,使空气进入,平衡大气压力,可调模具机构即可取下。
31.本技术方案中,热塑性填充物可使用热塑性树脂材质,在一定温度的热水下即可塑性变形,在空气中放置一定时间即可冷却固化,使用起来更方便。
32.包胶杆18与车壁表面接触时不会损伤车壁,借助压簧20的作用使得热塑性填充物施压变形时,包胶杆18保证与车壁的接触,便于标记,当然为了避免包胶杆18对车壁产生的压力破坏吸盘26的吸附作用,一方面可选用弹性系数较小的压簧20,另一方面在可调模具机构定位完成后,可通过卸下阻挡螺套16的方式,将参照指示机构拆下。
33.本技术方案仅适用于车辆内凹的损伤形式,对于车辆外凸的损伤形式不适用,当然车辆损伤时多数是内凹损伤的情形,本技术方案的实用性足以保证。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

