1.本发明涉及冰箱箱体聚胺脂发泡技术领域,具体地说是一种背部注泡式冰箱发泡设备及发泡方法。
背景技术:
2.目前,客户对冰箱箱体容积需求增大,而且要求更加节能环保,也就要聚胺脂发泡层要更加致密均匀、节能环保。传统的冰箱箱体聚胺脂发泡是采用底缸单枪注泡进行的发泡工艺,难以满足现在要求。为了解决这一问题,开始出现多枪注泡,比较常见的注泡方式是背部双枪或四枪注泡。
3.冰箱生产需要大批量自动化生产,冰箱发泡过程需要将箱体内外表面与模具表面贴合,防止发泡压力致使箱体变形。背部注泡需要将箱体倒扣在内模具上,如何在外模打开后将箱体从内模具上取出是一个关键点。
4.传统的箱体取出方式是后侧板打开,将内模具下降,通过两侧的输送皮带将箱体送出发泡夹具,然后用滚筒输送线运送到下游组装工位。这就使得目前背部注泡夹具分为三层,下层用于内模具脱开或更换维护,中间为箱体进出层,上层为枪头注泡层。
5.这样的背部多枪注泡夹具,由于箱体进出层在二层高位,整体高度较高,而对于重量较大的冰箱内模,需要重载升降机构来实现模具升降,这也就导致了发泡设备整体结构复杂、制造难度增加、成本高的缺陷。
6.因此,需要设计一种背部注泡式冰箱发泡设备及发泡方法,在实现箱体取放的同时,简化设备结构,降低制造难度和成本。
技术实现要素:
7.本发明的目的是克服现有技术的不足,提供了一种背部注泡式冰箱发泡设备及发泡方法,在实现箱体取放的同时,简化设备结构,降低制造难度和成本。
8.为了达到上述目的,本发明提供一种背部注泡式冰箱发泡设备,包括多枪注泡机械手、发泡夹具、抱夹机械手、滚筒线,若干个发泡夹具依次排列,发泡夹具的上方架设有多枪注泡机械手,发泡夹具的后端设置有滚筒线,滚筒线的上方架设有抱夹机械手。
9.发泡夹具包括机架、托盘及后板机构、提升运动架、气囊提升装置、合模机构、侧板及电机调整机构、托盘推拉装置、顶板、前板、背部注泡内模具, 背部注泡内模具的底板安装在托盘及后板机构上,托盘及后板机构与托盘推拉装置连接,机架架设在托盘推拉装置的前端,机架的底部安装有提升运动架, 提升运动架与机架之间设有气囊提升装置和合模机构,机架的左右两侧分别安装有一个侧板及电机调整机构,机架的顶部安装有顶板,机架的前侧顶部安装有前板,背部注泡内模具的底板、前板、托盘及后板机构的后板、侧板及电机调整机构的侧板、顶板与背部注泡内模具之间构成冰箱箱体发泡腔体。
10.所述的托盘及后板机构包括支架、滚轮、模具锁扣、模具定位销、丝杆一、弹簧顶升机构、后板、后板支架、后板连杆,支架的两侧安装有滚轮,支架的顶部设有模具锁扣、模具
定位销,模具锁扣与背部注泡内模具连接,支架的后侧设有后板支架,后板支架的前侧设有后板,后板与后板支架之间采用后板连杆连接,后板的底部与支架之间采用丝杆一连接。
11.所述的侧板及电机调整机构包括侧板、侧板调整框架、侧板连杆、同步带驱动机构、丝杆二,侧板与侧板调整框架之间采用侧板连杆连接,侧板调整框架上安装有丝杆二,丝杆二与同步带驱动机构之间采用同步带连接,丝杆二的端部穿过侧板调整框架后,与侧板连接。
12.所述的托盘推拉装置包括电机、推拉挂钩、托盘导轨、底座,底座上安装有托盘导轨,电机的轴与同步带轮连接,同步带轮外套设有同步带,推拉挂钩固定在同步带上,托盘及后板机构放置在托盘导轨上,推拉挂钩的端部与托盘及后板机构连接。
13.所述的顶板包括顶板本体、顶板锁扣、顶板定位销、压缩机舱模,顶板本体的顶部设有顶板锁扣、顶板定位销,顶板锁扣与机架的锁定机构连接,顶板本体的底部设有压缩机舱模。
14.所述的发泡夹具的前端与换模小车固定,机架上安装有换模轮支撑,换模轮支撑上安装有换模轮,机架与前板之间采用翻转机构连接。
15.所述的提升运动架的侧面与导柱滑动连接。
16.所述的多枪注泡机械手包括支撑平台、轨道、枪头、连接侧板、x轴驱动机构、y轴驱动机构、z轴驱动机构、湿机阀组及管道系统,支撑平台的内侧设有轨道,连接侧板与轨道滑动连接, x轴驱动机构的两端穿过连接侧板后,与轨道连接,两个连接侧板通过y轴连接,y轴上安装有带有y轴驱动机构的底板,z轴驱动机构安装在y轴上,z轴驱动机构与底板连接,枪头安装在z轴上,枪头的输入端与湿机阀组及管道系统连接。
17.所述的滚筒线包括进箱滚筒线、出箱滚筒线,每个发泡夹具的后端分别设置有一个进箱滚筒线,出箱滚筒线位于进箱滚筒线的中间。
18.一种背部注泡式冰箱发泡设备的发泡方法,包括如下步骤:步骤1,抱夹机械手将空箱体从滚筒线上搬运至发泡夹具的背部注泡内模具上,并将空箱体倒扣在背部注泡内模具上;步骤2,托盘推拉装置将带有空箱体的托盘及后板机构推入发泡夹具的前端;步骤3,气囊提升装置驱动提升运动架,将带有空箱体的托盘及后板机构向上抬升;步骤4,在抬升过程中,侧板、前板平行靠近空箱体;步骤5,顶板接触后板,弹簧顶升机构压缩,在后板连杆的作用下后板平行靠近空箱体;步骤6,合模机构完成合模锁定,多枪注泡机械手移动到设定位置,枪头插入空箱体的背部进行注泡;步骤7,注泡完成后,枪头退出,按设定时间进行固化发泡;步骤8,固化完成后,合模机构解锁,气囊提升装置放气,提升运动架将带有发泡箱体的托盘及后板机构一起下降,托盘推拉装置将带有发泡箱体的托盘及后板机构一起平移到发泡夹具的后端;步骤9,抱夹机械手将发泡箱体从背部注泡内模具搬运至滚筒线上。
19.本发明同现有技术相比,将发泡夹具的六个面安装在不同机构上,并采用托盘及后板机构、托盘推拉装置通过水平运动实现背部注泡箱体的脱模,使发泡成型的箱体倒扣在模具上,便于抱夹机械手直接将其取出。本发明采用上层多枪注泡机械手,下层发泡夹具、箱体进出滚筒线的结构,降低了模具提升的高度,通过气囊提升装置即可实现较大重量模具的提升,简化了设备结构、降低制造难度和成本。
附图说明
20.图1为本发明的轴测图。
21.图2为本发明的俯视图。
22.图3为本发明多枪注泡机械手的轴测图。
23.图4为本发明多枪注泡机械手的局部放大图。
24.图5为本发明发泡夹具的轴测图。
25.图6为本发明发泡夹具的局部放大图。
26.图7为本发明托盘及后板机构的轴测图一。
27.图8为本发明托盘及后板机构的轴测图二。
28.图9为本发明侧板及电机调整机构的轴测图。
29.图10为本发明托盘推拉装置的轴测图。
30.图11为本发明顶板的轴测图。
31.图12为本发明换模的示意图。
具体实施方式
32.现结合附图对本发明做进一步描述。
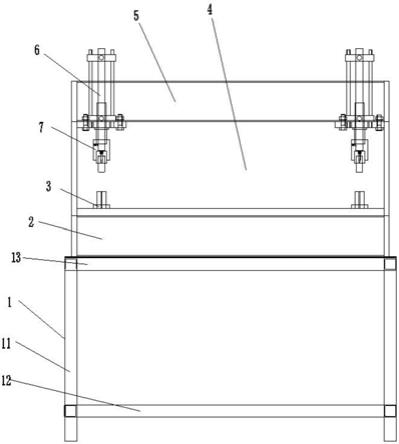
33.参见图1、图2,本发明提供一种背部注泡式冰箱发泡设备,包括多枪注泡机械手、发泡夹具、抱夹机械手、滚筒线,若干个发泡夹具1依次排列,发泡夹具1的上方架设有多枪注泡机械手2,发泡夹具1的后端设置有滚筒线,滚筒线的上方架设有抱夹机械手3。
34.参见图5、图6,发泡夹具1包括机架102、托盘及后板机构110、提升运动架120、气囊提升装置131、合模机构132、侧板及电机调整机构140、托盘推拉装置150、顶板160、前板170、背部注泡内模具180, 背部注泡内模具180的底板安装在托盘及后板机构110上,托盘及后板机构110与托盘推拉装置150滑动连接,机架102架设在托盘推拉装置150的前端,机架102的底部安装有提升运动架120, 提升运动架120与机架102之间设有气囊提升装置131和合模机构132,机架102的左右两侧分别安装有一个侧板及电机调整机构140,机架102的顶部安装有顶板160,机架102的前侧顶部安装有前板170,背部注泡内模具180的底板、前板170、托盘及后板机构110的后板117、侧板及电机调整机构140的侧板141、顶板160与背部注泡内模具180之间构成冰箱箱体发泡腔体。
35.参见图7、图8,托盘及后板机构110包括支架111、滚轮112、模具锁扣113、模具定位销114、丝杆一115、弹簧顶升机构116、后板117、后板支架118、后板连杆119,支架111的两侧安装有滚轮112,支架111的顶部设有模具锁扣113、模具定位销114,模具锁扣113与背部注泡内模具180连接,支架111的后侧设有后板支架118,后板支架118的前侧设有后板117,后板117与后板支架118之间采用后板连杆119连接,后板117的底部与支架111之间采用丝杆一115连接。
36.参见图9,侧板及电机调整机构140包括侧板141、侧板调整框架142、侧板连杆143、同步带驱动机构144、丝杆二145,侧板141与侧板调整框架142之间采用侧板连杆143连接,侧板调整框架142上安装有丝杆二145,丝杆二145与同步带驱动机构144之间采用同步带连接,丝杆二145的端部穿过侧板调整框架142后,与侧板141连接。
37.参见图10,托盘推拉装置150包括电机151、推拉挂钩152、托盘导轨153、底座156,
底座156上安装有托盘导轨153,电机151的轴与同步带轮连接,同步带轮外套设有同步带,推拉挂钩152固定在同步带上,托盘及后板机构110放置在托盘导轨153上,推拉挂钩152的端部与托盘及后板机构110连接。
38.参见图11,顶板160包括顶板本体161、顶板锁扣162、顶板定位销163、压缩机舱模164,顶板本体161的顶部设有顶板锁扣162、顶板定位销163,顶板锁扣162与机架102的锁定机构102连接,顶板本体161的底部设有压缩机舱模164。
39.参见图12,发泡夹具1的前端与换模小车4固定,机架102上安装有换模轮支撑181,换模轮支撑181上安装有换模轮182,机架102与前板170之间采用翻转机构连接。
40.本发明在换模时,换模小车4拖到发泡夹具1前端,与发泡夹具1固定。顶板160解锁落到带发泡箱体的背部注泡内模具180上,提升运动架120下降,托盘及后板机构110带背部注泡内模具180一起下降,同时锁模机构解锁,背部注泡内模具180与托盘及后板机构110分离,落在换模轮182上。前板170上翻打开,把背部注泡内模具180推换模小车4上,换模小车4拖走。同时将另外一台带模具的换模小车4与发泡夹具1相连,推入新的发泡夹具与顶板,将所有部件复位,即可完成换模。
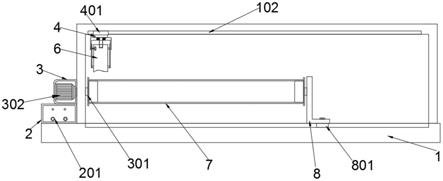
41.参见图3、图4,多枪注泡机械手2包括支撑平台207、轨道205、枪头201、连接侧板203、x轴驱动机构210、y轴驱动机构211、z轴驱动机构212、湿机阀组及管道系统221,支撑平台207的内侧设有轨道205,连接侧板203与轨道205滑动连接, x轴驱动机构210的两端穿过连接侧板203后,与轨道205连接,两个连接侧板203通过y轴连接,y轴上安装有带有y轴驱动机构211的底板,z轴驱动机构212安装在y轴上,z轴驱动机构212与底板连接,枪头201安装在z轴上,枪头201的输入端与湿机阀组及管道系统连接。
42.为了保证提升运动架120在提升或下降过程的稳定性,提升运动架120的侧面与导柱130滑动连接。
43.为了便于使用,可将进箱、出箱滚筒线分离,具体来说,滚筒线包括进箱滚筒线5、出箱滚筒线6,每个发泡夹具1的后端分别设置有一个进箱滚筒线5,出箱滚筒线6位于进箱滚筒线5的中间。
44.本发明的步骤如下:步骤1,抱夹机械手将空箱体从滚筒线上搬运至发泡夹具的背部注泡内模具上,并将空箱体倒扣在背部注泡内模具上;步骤2,托盘推拉装置将带有空箱体的托盘及后板机构推入发泡夹具的前端;步骤3,气囊提升装置驱动提升运动架,将带有空箱体的托盘及后板机构向上抬升;步骤4,在抬升过程中,侧板、前板平行靠近空箱体;步骤5,顶板接触后板,弹簧顶升机构压缩,在后板连杆的作用下后板平行靠近空箱体;步骤6,合模机构完成合模锁定,多枪注泡机械手移动到设定位置,枪头插入空箱体的背部进行注泡;步骤7,注泡完成后,枪头退出,按设定时间进行固化发泡;步骤8,固化完成后,合模机构解锁,气囊提升装置放气,提升运动架将带有发泡箱体的托盘及后板机构一起下降,托盘推拉装置将带有发泡箱体的托盘及后板机构一起平移到发泡夹具的后端;步骤9,抱夹机械手将发泡箱体从背部注泡内模具搬运至滚筒线上。
45.本发明将发泡夹具的六个面安装在不同机构上,并采用托盘及后板机构、托盘推拉装置通过水平运动实现背部注泡箱体的脱模,使发泡成型的箱体倒扣在模具上,便于抱夹机械手直接将其取出。本发明采用上层多枪注泡机械手,下层发泡夹具、箱体进出滚筒线的结构,降低了模具提升的高度,通过气囊提升装置即可实现较大重量模具的提升,简化了
设备结构、降低制造难度和成本。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。