1.本实用新型涉及热固性注塑机设备控制领域,具体涉及一种热流道保护控制系统。
背景技术:
2.注塑机又名注射成型机或注射机。它是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。注塑机能加热塑型,对熔融塑料施加高压,使其射出而充满模具型腔,是将热塑性材料或热固性材料利用成型模具制成各种形状的塑料制品的主要成型设备。在注塑热固性材料时,制造或成型过程的前期为液态,固化后即不溶不熔,也不能再次热熔或软化,不具有可逆性,故在注塑过程中对其制造的温度控制极为重要,我们需要通过设计一种热流道保护控制系统来防止热固性材料在流道中因为过热而直接在流道中固化的问题。
技术实现要素:
3.针对解决上述问题,本实用新型提供一种热流道保护控制系统。
4.本实用新型的上述技术目的是通过以下技术方案得以实现的:
5.一种热流道保护控制系统,用于热固性注塑机,包括热固性注塑流道,所述热固性注塑流道上设有用于测量温度的温度传感器,所述热固性注塑流道和注塑模具之间具有导热介质,所述热固性注塑流道一侧设有冷流管,所述冷流管上设有流量控制阀,所述冷流管与所述注塑模具的发热单元之间设有隔热件;
6.当所述温度传感器检测到温度到达预设危险临界点时,所述流量控制阀控制所述冷流管进水进行降温工作。
7.作为本技术方案的优选,所述热固性注塑流道设于流道板中,所述流道板为具有导热特性的流道板。
8.作为本技术方案的优选,所述温度传感器设于所述热固性注塑流道的管壁外侧。
9.作为本技术方案的优选,当所述冷流管包括多条不同温度的冷液管道。
10.作为本技术方案的优选,所述隔热件设于所述热固性注塑流道的出料口处,所述隔热件为使用低导热性介质的隔热件,所述低导热性介质一般采用多孔介质、真空介质。
11.作为本技术方案的优选,所述隔热件为海绵隔热层。
12.综上所述,本实用新型具有如下有益效果:
13.要通过设计一种热流道保护控制系统,周期性的检测热固性注塑流道中的温度,通过周期性的温度变化计算,针对性的控制流量控制阀启停,通过冷流管调节热固性注塑流道的温度,来防止热固性材料在流道中因为过热而直接在流道中固化的问题。
附图说明
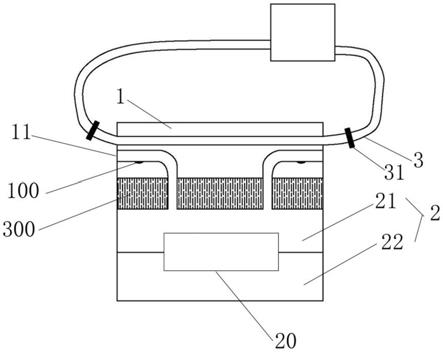
14.图1为本实用新型一种热流道保护控制系统的结构示意图。
15.图2为本实用新型一种热流道保护控制系统的框图。
具体实施方式
16.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个所述特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
17.以下结合附图对本实用新型作进一步详细说明。
18.实施例1
19.如图1所示,为本实用新型的结构示意图,一种热流道保护控制系统,用于热固性注塑机,包括热固性注塑流道11,所述热固性注塑流道11设置于注塑模具2之外的流道板1,相比于传统内设于注塑模具2之中的热注塑流道,可分离对所述热固性注塑流道11进行温度控制,不影响注塑模具2的注塑过程。所述热固性注塑流道11上设有用于测量温度的温度传感器100,所述热固性注塑流道11和注塑模具2之间具有导热介质200,通过所述导热介质200传导热量以及在温度调节时通过冷流管3带走热量,所述热固性注塑11流道一侧设有冷流管3,所述冷流管3上设有流量控制阀31。所述冷流管3与所述注塑模具2的发热单元20之间设有隔热件300,通过所述隔热件300阻隔来自所述发热单元20中的热量,避免对所述热固性注塑流道11的影响,使得所述热固性注塑流道11的温度过高,高于热固性材料的热固临界点后使得热固性材料直接在所述热固性注塑流道11中固化,影响工作效率。
20.所述热固性注塑流道1设于所述流道板1中,所述流道板1为具有导热特性的流道板。
21.所述温度传感器100设于所述热固性注塑流道11的管壁外侧。
22.当所述冷流管3包括多条不同温度的冷液管道。如可设置装载20度冷凝液的冷液管道、装载10度冷凝液的冷液管道、装载5度冷凝液的冷液管道。通过多条冷液管道进一步细化控制,包括启停,以及流速,在不同的温度变化条件下,需要的冷却调温的要求不一样,通过控制不同温度的冷液管道来控制温度调节,以达到温度的动态平衡。
23.所述隔热件设于所述热固性注塑流道11的出料口处,所述隔热件300为使用低导热性介质的隔热件,所述低导热性介质一般采用多孔介质、真空介质。在本实施例中更优选为多孔材料中的海绵材料,体现为海绵隔热层。
24.实施例2
25.如图1
‑
图2所示。当所述温度传感器100检测到温度到达预设危险临界点时,所述流量控制阀31控制所述冷流管3进水进行降温工作。其中,由于水冷温控调节系统不可瞬时进行控制,故所述预设危险临界点的温度为低于热固性材料的热固临界点的温度,根据不同热固性材料的热固性临界点温度值不同和其粘性特质不同,计算得到所述预设危险临界
点的温度值。
26.所述温度传感器100设于所述热固性注塑流道11的管壁外侧,直接测量所述热固性注塑流道11管壁的温度,通过考虑进工况环境因素,通过测量所述热固性注塑流道11管壁的温度间接可计算得到所述热固性注塑流道11中的温度。
27.所述温度传感器100连接控制终端4并根据预设检测周期进行周期性测温并上传温度数据至所述控制终端4,当温度达到所述预设危险临界点时立即上传温度数据至所述控制终端4。
28.当所述冷流管3包括多条不同温度的冷液管道。根据所述温度变化量同时或者分别控制所述冷流管中不同的冷液管道工作,包括对应的冷液管道中所述流量控制阀31的启停。
29.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
技术特征:
1.一种热流道保护控制系统,用于热固性注塑机,其特征在于,包括热固性注塑流道,所述热固性注塑流道上设有用于测量温度的温度传感器,所述热固性注塑流道和注塑模具之间具有导热介质,所述热固性注塑流道一侧设有冷流管,所述冷流管上设有流量控制阀,所述冷流管与所述注塑模具的发热单元之间设有隔热件;当所述温度传感器检测到温度到达预设危险临界点时,所述流量控制阀控制所述冷流管进水进行降温工作。2.根据权利要求1所述的一种热流道保护控制系统,其特征在于,所述热固性注塑流道设于流道板中,所述流道板为具有导热特性的流道板。3.根据权利要求1所述的一种热流道保护控制系统,其特征在于,所述温度传感器设于所述热固性注塑流道的管壁外侧。4.根据权利要求1所述的一种热流道保护控制系统,其特征在于,当所述冷流管包括多条不同温度的冷液管道。5.根据权利要求3所述的一种热流道保护控制系统,其特征在于,所述隔热件设于所述热固性注塑流道的出料口处,所述隔热件为使用低导热性介质的隔热件,所述低导热性介质一般采用多孔介质、真空介质。6.根据权利要求1所述的一种热流道保护控制系统,其特征在于,所述隔热件为海绵隔热层。
技术总结
本实用新型涉及热固性注塑机设备控制领域,具体涉及一种热流道保护控制系统,用于热固性注塑机,包括热固性注塑流道,所述热固性注塑流道上设有用于测量温度的温度传感器,所述热固性注塑流道和注塑模具之间具有导热介质,所述热固性注塑流道一侧设有冷流管,所述冷流管上设有流量控制阀,所述冷流管与所述注塑模具的发热单元之间设有隔热件;当所述温度传感器检测到温度到达预设危险临界点时,所述流量控制阀控制所述冷流管进水进行降温工作。本实用新型通过设计热流道保护控制系统来防止热固性材料在流道中因为过热而直接在流道中固化的问题。中固化的问题。中固化的问题。
技术研发人员:徐杰 江浩
受保护的技术使用者:浙江傲邦科技有限公司
技术研发日:2020.11.20
技术公布日:2021/10/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

