:
1.本发明涉及模切产品组装技术领域,特指一种异形多层石墨包边组件的生产工艺。
背景技术:
2.手机、平板电脑等电子产品中的电子元件中大量使用模切复合组件,且对它们的参数和组装要求越来越精细、精密,为适应市场需要,部分产品上使用的多层石墨胶带膜材,若按简单直接模切的方式生产,石墨层的边缘处于裸露状态,膜材无法对石墨层起到包边保护,使产品质量受到影响。
技术实现要素:
3.本发明的目的是克服现有技术的上述不足之处,提供一种异形多层石墨包边组件的生产工艺。
4.本发明采用的技术方案是:一种异形多层石墨包边组件的生产工艺,该多层石墨包边组件由下而上依次包括第一保护膜层、单面胶层、第一石墨层、双面胶层、第二石墨层、第一离型膜层;其中:第一石墨层、双面胶层、第二石墨层的外边缘设有突出部和内凹部,第一保护膜层、单面胶层、第一离型膜层的边缘均突出于第一石墨层、双面胶层、第二石墨层的边缘;第一保护膜层的一端处、位于第一石墨层内凹部的位置处还成型有通孔,第一保护膜层的另一端还成型有突出的手柄部;其特征在于:该多层石墨包边组件的生产工艺采用高速圆刀旋转模切工艺生产,其包含如下步骤:
5.步骤一:在含有自带膜的第一保护膜料带的下表面复合第二保护膜料带,然后通过第一圆刀模切辊组进行第一次模切,第一圆刀模切辊组的上刀辊从料带上方进刀,切穿第一保护膜料带,在第一保护膜料带上形成第一保护膜层边缘数个转角处轮廓线和短边轮廓线,它们呈间隔排列,还成型有第一标记线;再剥离第一保护膜料带的自带膜,在第一保护膜料带的上表面复合单面胶料带,且单面胶料带的胶面朝上并剥离其自带膜;此时形成自下而上依次为第二保护膜料带、第一保护膜料带、单面胶料带的第一复合料带;
6.步骤二:在作为主料带的第一复合料带的运行方向上方,先将第三保护膜料带、第一过渡离型膜料带按下上复合,然后通过第二圆刀模切辊组进行第二次模切,第二圆刀模切辊组的上刀刃从第一过渡离型膜料带上方进刀,切穿第一过渡离型膜料带,在第一过渡离型膜料带上形成两条形状分别与石墨包边组件的上下两端形状相当的第一包边轮廓线和第二包边轮廓线,且相邻产品单元的第一包边轮廓线连接在一起、相邻产品单元的第二包边轮廓线连接在一起;并形成第二标记线,然后剥离第一包边轮廓线、第二包边轮廓线以外的第一过渡离型膜废料,保留中间第一过渡离型膜料带和第三保护膜料带;
7.再于第一过渡离型膜料带上依次复合第二石墨料带、双面胶料带、第一石墨料带以及第四保护膜料带,再通过第三圆刀模切辊组进行第三次模切,第三圆刀模切辊组的上刀刃从第四保护膜料带上方进刀,切穿第二石墨料带,形成与第一石墨层、双面胶层、第二
石墨层的外边缘轮廓线形状相应的第一闭合轮廓线,并成型第三标记线;
8.第三次模切后先剥离第一闭合轮廓线以外的第四保护膜料带、第一石墨料带、双面胶料带、第二石墨料带的废料,再通过第一排废胶带排除第一闭合轮廓线之内的第四保护膜废料,形成自下而上依次为:第三保护膜料带、第一过渡离型膜料带、第二石墨层、双面胶层、第一石墨层的第二复合料带,
9.将该第二复合料带翻转后复合在第一复合料带的单面胶料带上,使第一石墨层与单面胶料带的胶面复合粘接,从而形成自下而上依次为:第二保护膜料带、第一保护膜料带、单面胶料带、第一石墨层、双面胶层、第二石墨层、第一过渡离型膜料带、第三保护膜料带的第三复合料带;
10.步骤三:剥离第三复合料带上的第一过渡离型膜料带和第三保护膜料带,再第二石墨层上方依次复合第一离型膜料带、第二过渡离型膜料带,另在第二保护膜料带的下方复合第五保护膜料带,再通过第四圆刀模切辊组进行第四次模切,第四圆刀模切辊组的上刀辊从第二过渡离型膜上方进刀;
11.第四次模切在第一保护膜料带上成型出第一保护膜层剩余的外围轮廓线,其与第一次模切形成的数个转角处轮廓线和短边轮廓线配合形成第一保护膜层完整的第一保护膜轮廓线,并在第一保护膜料带上成型出第一保护膜层的通孔和手柄部,通孔的轮廓线切穿第二保护膜料带;同时切出单面胶层轮廓线和第四标记线;
12.第四次模切后,先从上方排除第二过渡离型膜料带在第一离型膜层外围以外的外框废料,同时从下方排除第五保护膜料带以及其附着的第一保护膜层通孔部位所对应范围内的废料,再通过第二排废胶带从料带上方排除第一离型膜层轮廓线范围以内的第二过渡离型膜废料;此时形成自下而上依次为:第二保护膜料带、第一保护膜层、单面胶层、第一石墨层、双面胶层、第二石墨层、第一离型膜层的第四复合料带;
13.步骤四:在第四复合料带的第一离型膜层上方复合第二离型膜料带,再通过第五圆刀模切辊组进行第五次模切,第五次模切在料带两侧边缘切断第二离型膜料带,再将第二离型膜料带两侧边缘废料与底部的第二保护膜料带从底部排除,最终使产品转移到第二离型膜料带上进行收卷,即此时料带由下而上依次为:第一保护膜层、单面胶层、第一石墨层、双面胶层、第二石墨层、第一离型膜层、第二离型膜料带,通过第二离型膜料带收卷。
14.上述生产工艺中,所述第一石墨料带、第二石墨料带在上高速圆刀旋转模切机之前在60
‑
70℃条件下烘烤4
‑
5小时。
15.第一圆刀模切辊组的上刀辊上设有与转角处轮廓线和短边轮廓线相应的转角轮廓线刀刃、短边轮廓线刀刃,并设有第一标记线刀刃。
16.第二圆刀模切辊组的上刀辊上设有相应的第一包边轮廓线刀刃、第二包边轮廓线刀刃、以及第二标记线刀刃。
17.第三圆刀模切辊组上设有与第一闭合轮廓线形状对应的第一闭合轮廓线刀刃和第三标记线刀刃。
18.第四圆刀模切辊组的上刀辊上设有与第一保护膜层的剩余轮廓线对应的第二闭合轮廓线刀刃、通孔轮廓线刀刃、手柄轮廓线刀刃以及第四标记线刀刃,通孔轮廓线刀刃内部设有顶针。
19.第五圆刀模切辊组的上刀刃设有两条切断料带边缘的直线刀刃和第五标记线刀
刃。
20.本发明采用上述工艺,所生产的多层石墨层以及双面胶层边缘分别通过上下的保护膜和单面胶层突出的边缘处实现包边封闭,从而能避免石墨层边缘裸露,对石墨层起到更好地包边保护效果,能使产品质量得到进一步提升。
附图说明:
21.图1是本发明中一个异形多层石墨组件的平面结构示意图;
22.图2是本发明中一个异形多层石墨组件的立体分解示意图;
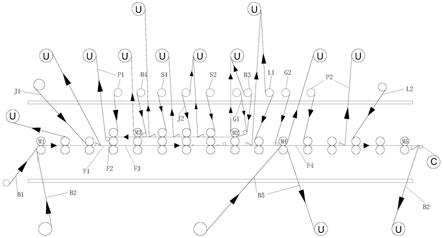
23.图3是本发明生产工艺的流程示意图;
24.图4
‑
1、图4
‑
2、图4
‑
3、图4
‑
4、图4
‑
5分别是本发明中生产工艺中采用的第一圆刀模切辊组、第二圆刀模切辊组、第三圆的模切辊组、第四圆刀模切辊组、第五圆刀模切辊组中刀辊展开以及模切效果示意图;
25.图4
‑
6是图4
‑
1、图4
‑
2、图4
‑
3、图4
‑
4、图4
‑
5模切后叠加效果示意图;
26.图中字母u所在辊代表收料辊,用于收卷废料料带或自带保护膜。
具体实施方式:
27.本发明所述的是一种异形多层石墨包边组件的生产工艺,
28.首先,如图1、图2所示,该多层石墨包边组件由下而上依次包括第一保护膜层1(本实施例中采用型号为rs700b2(h)的蓝色pet硅胶保护膜)、单面胶层2(本实施例中采用型号为lw
‑
ab155015的黑色pet单面胶带,胶面朝上与第一石墨层复合)、第一石墨层3(本实施例中采用型号为tme
‑
1500的石墨膜材)、双面胶层4(本实施例中采用型号为lw
‑
b257010的双面胶材料)、第二石墨层5、第一离型膜层6(本实施例中采用型号为lw
‑
ab212030的网格离型膜,网格膜朝上;)其中:第一石墨层3、双面胶层4、第二石墨层5的外边缘设有突出部301和内凹部302,第一保护膜层1、单面胶层2、第一离型膜层6的边缘均突出于第一石墨层3、双面胶层4、第二石墨层5的边缘,即位于外层的第一保护膜层1、单面胶层2、第一离型膜层6将内层的第一石墨层3、双面胶层4、第二石墨层5包边式的包夹在内部;第一保护膜层1的一端处、位于第一石墨层3内凹部的位置处还成型有通孔101,第一保护膜层1的另一端还成型有突出的手柄部102。
29.结合图3
‑
图4
‑
6所示,该多层石墨包边组件的生产工艺采用高速圆刀旋转模切工艺生产,其包含如下步骤:
30.步骤一:在含有自带膜的第一保护膜料带b1的下表面复合第二保护膜料带b2,然后通过第一圆刀模切辊组m1进行第一次模切,第一圆刀模切辊组m1的上刀辊上设有与转角处轮廓线和短边轮廓线相应的转角轮廓线刀刃m11、短边轮廓线刀刃m12,并设有第一标记线刀刃m13;第一圆刀模切辊组m1的上刀辊从料带上方进刀,切穿第一保护膜料带b1,在第一保护膜料带b1上形成第一保护膜层1边缘数个转角处轮廓线m101和短边轮廓线m102,它们呈间隔排列,还成型有第一标记线m103;再剥离第一保护膜料带b1的自带膜,在第一保护膜料带b1的上表面复合单面胶料带j1,且单面胶料带j1的胶面朝上并剥离其自带膜;此时形成自下而上依次为第二保护膜料带b2、第一保护膜料带b1、单面胶料带j1的第一复合料带f1;
31.步骤二:在作为主料带的第一复合料带f1的运行方向上方,先将第三保护膜料带b3、第一过渡离型膜料带g1按下上复合,然后通过第二圆刀模切辊组m2进行第二次模切,第二圆刀模切辊组m2的上刀辊上设有相应的第一包边轮廓线刀刃m21、第二包边轮廓线刀刃m22、以及第二标记线刀刃m23;第二圆刀模切辊组m2的上刀刃从第一过渡离型膜料带g1上方进刀,切穿第一过渡离型膜料带g1,在第一过渡离型膜料带g1上形成两条形状分别与石墨包边组件的上下两端形状相当的第一包边轮廓线m201和第二包边轮廓线m202,且相邻产品单元的第一包边轮廓线m201连接在一起、相邻产品单元的第二包边轮廓线m202连接在一起;同时模切形成第二标记线m203,然后剥离第一包边轮廓线m201、第二包边轮廓线m202以外的第一过渡离型膜废料,保留中间第一过渡离型膜料带g1和第三保护膜料带b3;
32.再于第一过渡离型膜料带g1上依次复合第二石墨料带s2(复合前先烘烤并剥离其自带膜)、双面胶料带j2、第一石墨料带s1以及第四保护膜料带b4,再通过第三圆刀模切辊组m3进行第三次模切,第三圆刀模切辊组m3上设有与第一闭合轮廓线形状对应的第一闭合轮廓线刀刃m31和第三标记线刀刃m32;第三圆刀模切辊组m3的上刀刃从第四保护膜料带b4上方进刀,切穿第二石墨料带s2,形成与第一石墨层3、双面胶层4、第二石墨层5的外边缘轮廓线形状相应的第一闭合轮廓线m301,并成型第三标记线m302;
33.第三次模切后先剥离第一闭合轮廓线m301以外的第四保护膜料带、第一石墨料带、双面胶料带、第二石墨料带的废料,再通过第一排废胶带p1排除第一闭合轮廓线m301之内的第四保护膜废料,形成自下而上依次为:第三保护膜料带b3、第一过渡离型膜料带g1、第二石墨层5、双面胶层4、第一石墨层的3第二复合料带f2;
34.将该第二复合料带f2翻转后复合在第一复合料带f1的单面胶料带j1上,使第一石墨层3与单面胶料带j1的胶面复合粘接,从而形成自下而上依次为:第二保护膜料带b2、第一保护膜料带b1、单面胶料带j1、第一石墨层3、双面胶层4、第二石墨层5、第一过渡离型膜料带g1、第三保护膜料带b3的第三复合料带f3;
35.步骤三:剥离第三复合料带f3上的第一过渡离型膜料带g1和第三保护膜料带b3,再第二石墨层5上方依次复合第一离型膜料带l1、第二过渡离型膜料带g2,另在第二保护膜料带b2的下方复合第五保护膜料带b5,再通过第四圆刀模切辊组m4进行第四次模切,第四圆刀模切辊组m4的上刀辊上设有与第一保护膜层1的剩余轮廓线对应的第二闭合轮廓线刀刃m41、通孔轮廓线刀刃m42、手柄轮廓线刀刃m43以及第四标记线刀刃m44,通孔轮廓线刀刃m43内部设有顶针,便于排废;第四圆刀模切辊组m4的上刀辊从第二过渡离型膜g2上方进刀;
36.第四次模切在第一保护膜料带b1上成型出第一保护膜层1剩余的外围轮廓线m401,其与第一次模切形成的数个转角处轮廓线m101和短边轮廓线m102配合形成第一保护膜层1完整的第一保护膜轮廓线,并在第一保护膜料带b1上成型出第一保护膜层1的通孔101和手柄部102,通孔101的轮廓线切穿第二保护膜料带b2;同时切出单面胶层轮廓线和第四标记线m402;
37.第四次模切后,先从上方排除第二过渡离型膜料带g2在第一离型膜层6外围以外的外框废料,同时从下方排除第五保护膜料带b5以及其附着的第一保护膜层1通孔101部位所对应范围内的废料(包括第二保护膜料带废料、第一保护膜料带废料、单面胶料带废料、第一离型膜料带废料、第二过渡离型膜料带废料;),再通过第二排废胶带p2从料带上方排
除第一离型膜层6轮廓线范围以内的第二过渡离型膜废料;此时形成自下而上依次为:第二保护膜料带b2、第一保护膜层1、单面胶层2、第一石墨层3、双面胶层4、第二石墨层5、第一离型膜层6的第四复合料带f4;
38.步骤四:在第四复合料带f4的第一离型膜层6上方复合第二离型膜料带l2,再通过第五圆刀模切辊组m5进行第五次模切,第五圆刀模切辊组m5的上刀刃设有两条切断料带边缘的直线刀刃m51和第五标记线刀刃m52;第五次模切在料带两侧边缘切断第二离型膜料带l2,再将第二离型膜料带l2两侧边缘废料与底部的第二保护膜料带b2从底部排除,最终使产品转移到第二离型膜料带l2上进行收卷,即此时料带由下而上依次为:第一保护膜层1、单面胶层2、第一石墨层3、双面胶层4、第二石墨层5、第一离型膜层6、第二离型膜料带l2,通过第二离型膜料带l2和收卷辊c收卷。
39.上述生产工艺中,所述第一石墨料带s1、第二石墨料带s2在上高速圆刀旋转模切机之前在60
‑
70℃条件下烘烤4
‑
5小时。
40.本实施例中,每个圆刀模切辊组的上刀辊上沿圆周方向设有可成型4个产品单元的刀刃组。第一标记线、第二标记线、第三标记线、第四标记线、第五标记线具有共同的对位交点。
41.本发明采用上述工艺,所生产的多层石墨层以及双面胶层边缘分别通过上下的保护膜和单面胶层突出的边缘处实现包边封闭,从而能避免石墨层边缘裸露,对石墨层起到更好地包边保护效果,能使产品质量得到进一步提升。
42.可以理解的是,以上实施方式仅仅是为了说明本发明的原理而采用的示例性实施方式,然而本发明并不局限于此。对于本领域内的普通技术人员而言,在不脱离本发明的精神和实质的情况下,可以做出各种变型和改进,这些变型和改进也视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

