本发明涉及一种轨道车辆枕梁结构及加工方法,属于机械制造领域。
背景技术:
在轨道车辆领域,枕梁是最关键的部件之一,联接车体与转向架,其强度直接影响行驶的品质和安全性。目前国内设计和使用的轨道车辆中,枕梁结构多采用板材拼焊或方口型材结构,此类结构存在工艺复杂,焊接及调修工作量大,成本高和重量大等问题。
随着轨道车辆行驶速度和品质的不断提升,对枕梁的设计制造提出了更高要求,有鉴于此,特提出本专利申请。
技术实现要素:
本发明所述的一种轨道车辆枕梁结构及加工方法,其设计目的旨在解决现有枕梁存在的上述问题,提供了一种结构简单、强度高、组焊及机加工工艺简单的枕梁结构。通过优化型材结构、焊接工艺及工序,实现轻量化,减少组装和焊接工作量,减少焊接变形,改良枕梁与周边结构的连接接口。
发明目的还在于,通过有效降低车体自重,有利于实现轨道车辆轻量化和提高运行速度。
为实现上述发明目的,本发明采用如下技术方案:
一种轨道车辆枕梁结构,包括枕梁主结构,所述枕梁主结构由左型材、盖板及右型材对接组成,所述枕梁主结构内预置空气弹簧座与空簧管,所述左型材与右型材下部为对接焊连接,所述左型材与右型材上部采用盖板连接,所述空簧管一端与空气弹簧座连接,另一端通过支架固定在枕梁上,所述空气弹簧座内表面嵌有轴套,所述轴套压入枕梁主结构的轴套底孔,所述轴套与轴套底孔过盈配合。
所述左型材与右型材下部对接形成双面v型坡口,所述左型材与右型材下部在双面v型坡口处焊接;所述左型材与右型材上部与盖板通过单面v型焊缝连接。
所述空气弹簧座与空簧管之间周圈角焊连接,通过转动空气弹簧座与空簧管实现周圈角焊。
所述右型材上与空簧管对应设置椭圆形空簧管安装孔。
所述空气弹簧座与枕梁主结构之间,采用y型周圈焊缝连接。
所述枕梁主结构组装完成后,在枕梁主结构下平面整体机加工。
所述左型材上设搭接口,所述左型材通过搭接口与地板插接,所述搭接口为厚度渐变设计。
所述枕梁主结构与牵引梁之间通过不等厚板过渡连接,且左型材下部为牵引梁提供连接口。
所述空气弹簧座与轴套之间通过冷压工艺过盈连接。
一种轨道车辆枕梁结构的加工方法,用于加工如权利要求1-9任一所述的轨道车辆枕梁结构,包括如下工艺步骤:
s1:将左型材与右型材放至工作平台,双面坡口端相对接,形成双面v型坡口,调整左型材与右型材的横向间隙,利用工装压紧后进行定位焊,并在加热设备中预热。完成预热后,进行第一次组焊,形成枕梁组成;
s2:将步骤s1组焊后的枕梁组成固定在加工平台,按照设计尺寸机加工出空气弹簧座孔;
s3:将空气弹簧座放置到s2完成的空气弹簧座孔位置,将空簧管通过右型材的椭圆形空簧管安装孔穿进枕梁内,与空气弹簧座进行组装点固,再利用椭圆形空簧管安装孔的空间,实现空气弹簧座与空簧管在型腔内部以空簧管为轴转动,焊枪从左、右型材上部空间施焊,边转动边焊接周圈角焊缝,完成空簧座组成;
s4:把s3完成的空簧座组成安装到s2步骤完成的空气弹簧座孔中,调整好尺寸、位置后利用点焊固定在枕梁组成上,形成y型坡口,翻转枕梁组成,使其下表面向上,进行y型焊缝周圈焊接;
s5:将枕梁组成放至igm自动机器人工装平台,放置盖板,使坡口端相对接,形成v形坡口,通过工装压紧,并进行自动焊接形成枕梁主结构;
s6:将枕梁主结构放在机加工平台,并通过工装固定;对枕梁下平面整体机加工,使平面度和尺寸满足设计要求,为安装提供接口;
s7:将s6完成的枕梁主结构下表面向上放置到压装平台上,将提前放置在液氮中的轴套取出,安装到s6步骤加工好的轴套底孔上,利用压入设备在规定时间内将轴套压入轴套底孔,达到要求尺寸。
与现有技术的区别之处在于,采用左型材与右型材为多型腔型材,改良枕梁主结构与周边结构的连接;枕梁单面使用盖板,空气弹簧座与枕梁组成之间为焊接连接。
为提高枕梁的强度和减少焊接变形,主结构为铝合金型材型腔结构。
为减少焊接量和焊接变形,枕梁主结构下表面设计为加厚型材,取消补强板,且实现左、右两型材直接对接焊,无盖板。
为实现空气弹簧座与枕梁组成、空气弹簧座与空簧管的焊接,枕梁主结构上表面使用盖板连接。
为实现空气弹簧座与空簧管组装,开发了型腔内旋转焊接方法,即右型材加工椭圆形孔,以便两者焊接时能实现相对转动。
为吸收车体通长方向上的公差,右型材与地板之间设置搭接连接的接口。
为实现强度要求及工艺性,左型材与枕外地板之间设置渐变厚度搭接接口,实现枕梁与枕外地板间平对接焊缝。
为优化牵引梁与枕梁之间的连接结构,两者之间通过不等厚板过渡连接,且左型材下部为牵引梁提供连接口。
为提高焊接质量,减小焊接变形,左右型材下部采用双面v型焊。
为实现空气弹簧座与枕梁组成之间的平对接焊,且解决焊后无法修理背后焊缝的问题,采用y型周圈焊缝。
与现有技术的区别在于,型材集成了与地板的联接结构。
空气弹簧座与不锈钢轴套通过过盈配合,通过液氮冷却不锈钢轴套,再于短时间将不锈钢轴套压入空气弹簧座底孔,实现常温下过盈配合。
所述枕梁主结构内设置贯穿管,为各种水、气管路提供通道。
所述贯穿管为不锈钢材料,与枕梁主结构通过螺栓固定并通密封板密封,涂抹密封胶,以解决该位置因强度问题无法实施焊接密封的问题。
所述密封板安装孔位置嵌有自攻螺纹衬套,以实现螺栓与铝结构的可靠连接。
为实现空簧弹簧座与空簧管实现腔内焊接而开椭圆形孔,且为保证强度,空簧管一端增加固定支架。
综上内容,所述一种轨道车辆枕梁结构及加工方法具有以下优点和有益效果:
1、采用集成多个安装接口和焊接结构的多型腔型材,与现有结构相比,结构简单、集成度高,强度高,易于组装和焊接。
2、合理的结构和工序设计,使得焊接工作量更少,焊接变形小;枕梁焊后整体机加工,平面度易于保证。
3、通过改良枕梁与转向架安装件间的连接方式,提高联接性能及可靠性。
4、通过开发新的焊接工艺及合理的连接方式,降低生产制造成本或实现制造的可行性。
附图说明
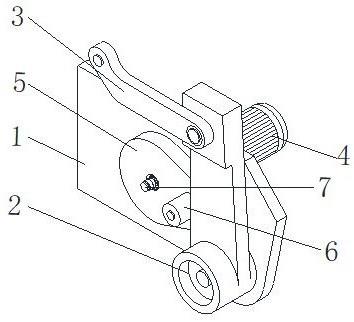
图1是所述枕梁整体结构示意图;
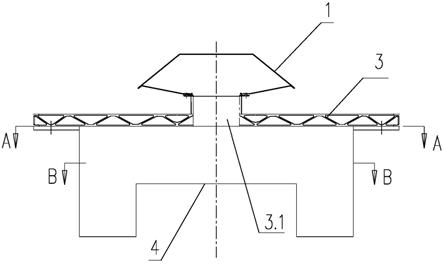
图2是所述枕梁下表面示意图;
图3是图2中a-a向剖面示意图;
图4是图2中b-b向剖面示意图;
图5是图2中c-c向剖面示意图;
图6是左型材与右型材连接示意图;
图7是空簧管、空气弹簧座与左、右型材连接示意图;
图8是贯穿管与左、右型材连接示意图;
图9是图8中e的放大结构示意图。
图中:1、左型材;101、搭接口;102、连接口;2、右型材;201、空簧管安装孔;3、盖板;4、空气弹簧座;5、空簧管;6、自攻螺纹衬套;7、支架;8、轴套;9、轴套底孔;10、地板;11、牵引梁;12、不等厚板;13、侧孔;14、双面v型坡口;15、y型坡口;16、贯穿管;17、密封板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1-9所示,一种轨道车辆枕梁结构,包括枕梁主结构,所述枕梁主结构由左型材1、盖板3及右型材2对接组成,所述枕梁主结构内预置空气弹簧座4与空簧管5,所述左型材1与右型材2下部为对接焊连接,所述左型材1与右型材2上部采用盖板3连接,所述空簧管5一端与空气弹簧座4连接,另一端通过支架7固定在枕梁上,所述空气弹簧座4内表面嵌有轴套8,所述轴套8压入枕梁主结构的轴套底孔9,所述轴套8与轴套底孔9过盈配合。
所述左型材1与右型材2下部对接形成双面v型坡口14,所述左型材1与右型材2下部在双面v型坡口14处焊接;所述左型材1与右型材2上部与盖板3通过单面v型焊缝连接。
所述空气弹簧座4与空簧管5之间周圈角焊连接,通过转动空气弹簧座4与空簧管5实现周圈角焊。
所述右型材2上与空簧管5对应设置椭圆形空簧管安装孔201。
所述空气弹簧座4与枕梁主结构之间,采用y型周圈焊缝连接。
所述枕梁主结构组装完成后,在枕梁主结构下平面整体机加工。
所述左型材1上设搭接口101,所述左型材1通过搭接口与地板10插接,所述搭接口为厚度渐变设计。
所述枕梁主结构与牵引梁11之间通过不等厚板12过渡连接,且左型材1下部为牵引梁12提供连接口102。
所述空气弹簧座4与轴套8之间为通过冷压工艺过盈连接。
所述枕梁主结构内设置贯穿管16,为各种水、气管路提供通道。
所述贯穿管16为不锈钢材料,与枕梁主结构通过螺栓固定并通过密封板17密封,涂抹密封胶,以解决该位置因强度原因无法实施焊接密封的问题。
所述密封板安装孔位置嵌有自攻螺纹衬套6,以实现螺栓与铝结构的可靠连接。
一种轨道车辆枕梁结构的加工方法,包括如下工艺步骤:
s1:将左型材1与右型材2放至工作平台,双面坡口端相对接,形成双面v型坡口14,调整左型材1与右型材2的横向间隙,利用工装压紧后进行定位焊,并在加热设备中预热。完成预热后,进行第一次组焊,形成枕梁组成;
s2:将步骤s1组焊后的枕梁组成固定在加工平台,按照设计尺寸机加工出空气弹簧座孔;
s3:将空气弹簧座4放置到s2完成的空气弹簧座孔位置,将空簧管5通过右型材2的椭圆形空簧管安装孔201穿进枕梁内,与空气弹簧座4进行组装点固,再利用椭圆形空簧管安装孔201的空间,实现空气弹簧座4与空簧管5在型腔内部以空簧管为轴转动,焊枪从左、右型材上部空间施焊,边转动边焊接周圈角焊缝,完成空簧座组成;
s4:把s3完成的空簧座组成安装到s2步骤完成的空气弹簧座孔中,,调整好尺寸、位置后利用点焊固定在枕梁组成上,形成y型坡口15,翻转枕梁组成,使其下表面向上,进行y型焊缝周圈焊接;
s5:将枕梁组成放至igm自动机器人工装平台,放置盖板3,使坡口端相对接,形成v形坡口,通过工装压紧,并进行自动焊接形成枕梁主结构;
s6:将枕梁主结构放在机加工平台,并通过工装固定;对枕梁下平面整体机加工,使平面度和尺寸满足设计要求,为安装提供接口;
s7:将s6完成的枕梁主结构下表面向上放置到压装平台上,将提前放置在液氮中的轴套8取出,安装到s6步骤加工好的轴套底孔9上,利用压入设备在规定时间内将轴套8压入轴套底孔9,达到要求尺寸。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。