本实用新型涉及一种减速顶,具体涉及一种集约型减速顶。
背景技术:
减速顶是铁路编组自动化调速系统的重要组成部分,是一种不需要外部能源,自动控制铁路车辆溜放速度的调速设备。既有减速顶产品的零配件数量一般都多达30余件,甚至是40余件。零配件数量多,出现故障的环节增加,现场人员故障处理难度增大;零配件种类繁杂,既不利于现场工人对减速顶产品的了解认识,也不利于日常的维护和维修工作;零配件数量多、种类繁杂不利于车站的管理,车站维修费用较高;零配件加工工艺复杂、加工过程排污量大,易污染环境;减速顶达到报废期时,壳体及滑动油缸等零配件金属资源浪费严重。
技术实现要素:
本实用新型的目的是为了解决现有减速顶零配件数量多,不利于日常的维护和维修工作,车站维修费用较高,加工过程排污量大易污染环境;减速顶达到报废时零配件金属资源浪费严重的问题,因此提供一种集约型减速顶。
本实用新型为解决上述问题而采用的技术方案是:
它包括壳体、滑动油缸、活塞杆、速度阀座、速度阀板、速度阀弹簧、防尘圈、活塞、压力阀板、压力阀外弹簧、回程阀板、慢回程阀板托架、压力阀内弹簧、密封盖和开口销;密封盖安装在滑动油缸底端上,活塞杆插装在密封盖上,速度阀座、活塞、压力阀板和慢回程阀板托架由上至下套设在活塞杆上,且速度阀座安装在活塞杆的顶端上,速度阀板和速度阀弹簧套装在速度阀座上,速度阀座的底端安装在活塞上,速度阀弹簧的顶端与速度阀板的下端面接触设置,速度阀弹簧的底端与活塞顶端凹槽接触设置,活塞的底端面与压力阀板接触设置,回程阀板套装在慢回程阀板托架上,压力阀外弹簧和压力阀内弹簧套装在压力阀板和慢回程阀板托架之间的活塞杆上,壳体安装在滑动油缸内,滑动油缸顶部开口处设有防尘圈,活塞杆的底端穿过滑动油缸底部设置,且活塞杆的底端设有开口销。
实用新型的有益效果是:
1、本申请中采用平板式压力阀代替传统减速顶的球阀和锥阀,制动力平稳,压力超调小,减速顶对车轮的垂直反力不随速度增加而增大,提高了减速顶的安全性和可靠性。
2、本申请取消了压力调整装置,出厂时进行一次打压调整,现场不需打压,减少了维修量,并可防止调压高造成脱线,改善减速顶的安全性能,保证行车安全。
3、本申请的活塞和活塞杆为分体结构,使生产、装配、工艺大大简化,方便了现场工人的维修维护。
4、滑动油缸采用钢管和帽头焊接,代替原有锻压工艺,节省金属资源,降低报废时造成的资源浪费。
5、本申请零配件减少,故障发生率变低,降低维修费用。
6、壳体铸造排气孔,排气方式简单,无需另设排气零配件,大幅节省加工费用。
7、本申请活塞杆尾部穿过壳体并通过开口销固定,防止滑动油缸组合件窜出壳体,为防止滑动油缸组合件回程时开口销多次刮破壳体底孔边缘,造成开口销折断,因此在壳体下部活塞杆尾部套装密封件后再安装开口销。
8、采用壳体内壁、油缸内壁挤压工艺,改善材料的组织和机械性能,提高内壁的耐磨性,本申请的通用性好,便于车站改造。
附图说明
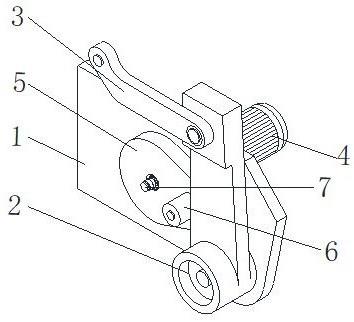
图1是本实用新型的整体结构示意图。
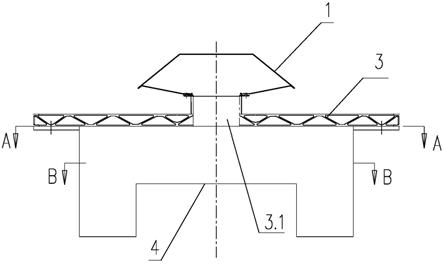
图2是本实用新型壳体1的结构示意图。
图3是本实用新型滑动油缸2的结构示意图。
图4是本实用新型活塞杆3的结构示意图。
图5是本实用新型慢回程阀板托架13示意图。
图6是低于临界速度时工作示意图。
图7是高于临界速度时工作示意图。
图8是回程时工作示意图。
具体实施
具体实施方式一:结合图1-图5说明本实施方式,本实施方式所述一种集约型减速顶,它包括壳体1、滑动油缸2、活塞杆3、速度阀座5、速度阀板6、速度阀弹簧7、防尘圈8、活塞9、压力阀板10、压力阀外弹簧11、回程阀板12、慢回程阀板托架13、压力阀内弹簧14、密封盖16和开口销20;密封盖16安装在滑动油缸2底端上,活塞杆3插装在密封盖16上,速度阀座5、活塞9、压力阀板10和慢回程阀板托架13由上至下套设在活塞杆3上,且速度阀座5安装在活塞杆3的顶端上,速度阀板6和速度阀弹簧7套装在速度阀座5上,速度阀座5的底端安装在活塞9上,速度阀弹簧7的顶端与速度阀板6的下端面接触设置,速度阀弹簧7的底端与活塞9顶端凹槽接触设置,活塞9的底端面与压力阀板10接触设置,回程阀板12套装在慢回程阀板托架13上,压力阀外弹簧11和压力阀内弹簧14套装在压力阀板10和慢回程阀板托架13之间的活塞杆3上,壳体1安装在滑动油缸2内,滑动油缸2顶部开口处设有防尘圈8,活塞杆3的底端穿过滑动油缸2底部设置,且活塞杆3的底端设有开口销20。
具体实施方式二:结合图1说明本实施方式,本实施方式所述一种集约型减速顶,它还包括两个六角头螺栓4,每个六角头螺栓4螺纹连接安装在壳体1的外侧壁上。通过两个六角头螺栓4对减速顶安装在钢轨内侧上。其它与具体实施方式一相同。
具体实施方式三:结合图1说明本实施方式,本实施方式所述一种集约型减速顶,它还包括密封件19,密封件19套设在活塞杆3上。
密封件19为‘o’型密封圈19,用以防止开口销20在滑动油缸2回程时折断导致止冲失效。其它与具体实施方式一相同。
具体实施方式四:结合图1说明本实施方式,本实施方式所述一种集约型减速顶,它还包括密封盖外密封圈15四氟环17和活塞杆滑动密封圈18;密封盖外密封圈15套设在密封盖16的外侧壁上,四氟环17和活塞杆滑动密封圈18设置在密封盖16的内侧壁上。
密封盖外密封圈15实现密封盖16与滑动油缸2之间的静密封。四氟环17和活塞杆滑动密封圈18实现活塞杆3与密封盖16内侧壁滑动密封设置。其它与具体实施方式一相同。
具体实施方式五:结合图1和图3说明本实施方式,本实施方式所述一种集约型减速顶,滑动油缸2包括帽头2-1和钢管2-3,帽头2-1和钢管2-3通过坡口2-2焊接固定。
采用焊接工艺代替锻压工艺,能够节省大量金属资源,降低报废时造成的资源浪费。其它与具体实施方式一相同。
具体实施方式六:结合图1和图4说明本实施方式,本实施方式所述一种集约型减速顶,活塞杆3的顶部加工有外螺纹,活塞杆3的底部为圆柱体3-1,圆柱体3-1上加工有开口销固定孔3-2,速度阀座5上加工有内螺纹,速度阀座5与活塞杆3的顶部螺纹连接,开口销20安装在开口销固定孔3-2上。其它与具体实施方式一相同。
具体实施方式七:结合图1和图2说明本实施方式,本实施方式所述一种集约型减速顶,壳体1靠近顶部的内侧壁上加工有储油槽1-1,壳体1的底部设置有活塞杆穿过孔1-2,壳体1靠近底部的侧壁上加工有排水排气孔1-3,储油槽1-1内设置有储存润滑脂。
润滑脂,保证滑动油缸2上下活动自如。排水排气孔1-3用于滑动油缸2压下时壳体1下腔排出空气,滑动油缸2回程时壳体1下腔补充空气。其它与具体实施方式一相同。
具体实施方式八:结合图1、图2和图4说明本实施方式,本实施方式所述一种集约型减速顶,活塞杆3底部圆柱体3-1插装在活塞杆穿过孔1-2上,密封件19设置在滑动油缸2和开口销20之间的圆柱体3-1上。其它与具体实施方式一相同。
具体实施方式九:结合图1、图2和图4说明本实施方式,本实施方式所述一种集约型减速顶,速度阀板6上沿径向加工有孔。其它与具体实施方式一相同。
具体实施方式十:结合图1、图2、图4和图5说明本实施方式,本实施方式所述一种集约型减速顶,慢回程阀板托架13为圆形筒体,圆形筒体的底部设有底板,圆形筒体的侧壁沿进行加工有十个流通孔,慢回程阀板托架13的外圆面设置在回程阀板12内,慢回程阀板托架13下底面支撑放置压力阀外弹簧11和压力阀内弹簧14组成的组合弹簧,慢回程阀板托架13对回程阀板12起导向作用,当减速顶回程时,回程阀板12沿着外圆面向上运动,能够保证回程阀板12平稳的与压力阀板10贴合。其它与具体实施方式一相同。
工作原理
1.低于临界速度时
根据附图6当车辆溜放速度低于减速顶调定的临界速度时,滑动油缸2被车轮压下的速度相对低,上腔产生的流量较小,其中通过速度阀板6的孔流向下腔的流量只能产生较小的压差,附图5中a处为速度阀板6的孔,速度阀板6所受的液压力不足以克服速度阀弹簧7的预压力,所以速度阀板6保持开启状态。同时由于下腔活塞杆3占有一定体积,上腔油液不能完全被下腔容纳,多余部分的油液迫使上腔氮气压缩。由于油液流过速度阀产生的阻尼很小,因此减速顶基本不对车辆起减速作用。
2.高于临界速度时
根据附图7当车辆溜放速度高于减速顶的临界速度时,滑动油缸2被车轮压下的速度相对高,上腔产生的流量较大,其中通过速度阀板6的孔流向下腔的流量能产生较大的压差,附图6中a处为速度阀板6开启时,油液流经活塞9的孔,速度阀板6所受的液压力足以克服支撑弹簧的力,迫使速度阀板6迅速关闭。滑动油缸2继续下滑产生的全部流量迫使上腔氮气急剧压缩,使压力迅速升高,直至将压力阀板10打开。此时,油液以一定的压力通过压力阀板10的孔流向下腔而消耗能量,附图7中b处为速度阀板6关闭后油液流经活塞9的孔,因此减速顶对车辆起减速作用。
3.回程时
根据附图8当车轮通过滑动油缸最高点之后,滑动油缸2由于上腔被压缩的氮气膨胀而向上回升,下腔油液通过回程阀板12与油缸之间的径向间隙和速度阀孔返回上腔,附图8中a处为速度阀板6的孔,由于油液受到节流作用,所以下腔油液只能以一定的速度返回上腔,滑动油缸2组合件以较慢的速度回升。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。