带有在基础与严格型式之间的标识的前或中立柱加强件及相关联的方法
1.本发明要求于2019年2月25日提交的序列号为1901875的法国申请的优先权,该申请的内容(文字、附图和权利要求)通过引用并入本文。
技术领域
2.本发明涉及车辆结构多样性管理领域,更具体地涉及机动车辆的前或中立柱加强件的两个变型、一种加强件的制造方法、一种加强件的识别方法、以及一种将加强件组装在车身上的组装方法。
背景技术:
3.公开的专利文件fr2967393b1公开了一种机动车辆的立柱加强件。在铰链插件的底部中并且在立柱加强件的底部中开设固定孔,以允许固定螺钉和相关铰链的定心柱通过。而且,已普遍地制造一种车辆模型,该车辆模型的构件例如在抵抗侧向冲击方面具有不同性能。构件的多样性需要适配于后勤和制造过程的管理。
技术实现要素:
4.本发明的目的在于克服上述现有技术的至少一个缺点。更具体地,本发明的目的在于在生产包括多个立柱加强件变型/实施形式的车辆时降低发生缺陷的风险。
5.本发明的目的在于提供一种机动车辆的前或中立柱加强件的制造方法,所述前或中立柱加强件在所述机动车辆上竖直延伸,所述制造方法包括以下步骤:(a)提供冲压板材,所述冲压板材具有u形横截面并带有心板和两个底板;(b)在所述冲压板材的下部区域和上部区域上实施用于固定所述车辆的车门铰链的固定孔;(c)在所述冲压板材的下部区域和上部区域的每个处面对所述固定孔在所述冲压板材的心板的内表面上组装用于固定对应铰链的固定板件;其特征在于,所述步骤(b)还包括在所述冲压板材的下部区域和上部区域的至少一个上实施标识孔;并且所述加强件的第一实施形式和第二实施形式遵照步骤(a)至(c)来实施,其中,步骤(a)和(b)对于所述第一实施形式和所述第二实施形式是相同的,并且在步骤(c)中,面对至少一个标识孔,所述固定板件中的一个或每个分别地在所述加强件的第一实施形式中由所述标识孔穿过,以及在所述加强件的第二实施形式中封闭所述标识孔。
6.根据本发明的有利实施例,在步骤(c)中,面对所述标识孔中的一个或每个,所述固定板件在第一实施形式和第二实施形式上分别具有不同的形状。
7.根据本发明的有利实施例,由所述至少一个标识孔穿过的一个或多个固定板件在所述加强件的第一实施形式中分别地仅在所述冲压板材的心板上延伸。
8.根据本发明的有利实施例,由所述至少一个标识孔穿过的固定板件中的一个或每个包括两个阴螺纹和在垂直且居中于由所述阴螺纹穿过的区段的轴线上的两个孔,以便能够遵照所述固定板件转动180
°
的两个位置无差别地布置。
9.根据本发明的有利实施例,封闭所述至少一个标识孔的固定板件中的一个或每个在所述加强件的第二实施形式中分别地是形成角形件的加强板件,所述角形件匹配所述冲压板材的底板中的至少一个。
10.根据本发明的有利实施例,所述上部区域的固定孔的数量为两个并且当所述加强件在所述车辆上处于竖直位置时并排布置,所述上部区域上的标识孔布置在两个固定孔之间和下方。
11.根据本发明的有利实施例,所述下部区域的固定孔的数量为两个并且当所述加强件在所述车辆上处于竖直位置时并排布置,所述下部区域还包括布置在两个固定孔之间和下方或上方的分度孔,所述下部区域的标识孔布置在两个固定孔之间并且在所述两个固定孔上方或下方,与所述分度孔对齐。
12.本发明还涉及一种机动车辆的前或中立柱加强件的识别方法,其特征在于,所述加强件中的每个由根据本发明的制造方法获得;并且所述识别方法包括在确定所述标识孔中的一个或至少一个的穿过或被封闭特征的基础上识别所述加强件的识别步骤。
13.本发明还涉及一种遵照给定的模型来组装车辆的车身结构的组装方法,在所述给定的模型中,前立柱和/或中立柱具有给定的几何形式,所述组装方法包括以下步骤:(a)在多个加强件中选择加强件;(b)将所选择的加强件安装在所述车身结构上;其特征在于,所述多个加强件由根据本发明的制造方法获得;并且在步骤(a)中,根据所述车辆的要组装的车身结构分别遵照第一实施形式或第二实施形式,来选择根据第一实施形式或第二实施形式的加强件。
14.本发明还涉及一种机动车辆的前或中立柱加强件,所述前或中立柱加强件具有u形横截面并带有心板和两个底板,并在所述机动车辆上竖直延伸并在下部区域和上部区域的每个处包括:用于固定所述车辆的车门铰链的固定孔;在所述心板的内表面上的板件,所述板件带有面对所述固定孔的阴螺纹,所述阴螺纹用于接收用于固定对应铰链的固定螺钉;其特征在于,所述加强件还包括在所述下部区域和所述上部区域的至少一个处的标识孔,所述标识孔穿过对应板件或由所述对应板件封闭。
15.本发明的措施的有利之处在于所采用的标识(d
é
trompage)方案是经济的,因为该方案仅需要实施额外的孔。而且,所采用的方案对抵抗侧向冲击的性能没有影响。另外,这些措施确保了正确的中立柱加强件安装在正确的车辆上,并且因此保证了被动的安全性能。最后,这些措施允许多个不同的车辆类型(例如两种类型)能够在同一生产线(例如装配线(ligne de ferrage))上进行组装。
附图说明
16.通过阅读以下详细说明和附图,本发明的其它特征和优点将更加清楚,在附图中:
17.‑
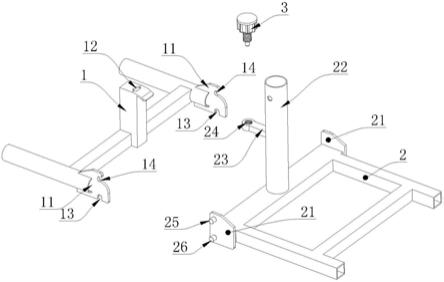
图1示出了根据本发明的中立柱加强件的两个实施形式。
具体实施方式
18.图1示出了机动车辆的中立柱加强件的两个组装实施形式/变型2、102。左边的实施形式称作是基础的,右边的实施形式称作是严格的。基础实施形式用于带有热力发动机的车辆。严格实施形式专用于车辆的电动型式。在称作严格的实施形式中,牵引电池的重量
要求车辆的结构被加强,从而相对于更轻的基础实施形式在抵抗(侧向)冲击方面具有相同的性能。
19.这两个实施形式包括共同的元件,例如:冲压板材4、104,所述冲压板材具有u形横截面并带有心板和两个底板。冲压板材4、104包括下部区域6、106和上部区域8、108。用于固定车辆的车门铰链的固定孔10、110以及标识孔20、120开设于冲压板材4、104的下部区域6、106和上部区域8、108区域中。另外,在图1的实施例中,分度孔(orifice d’indexation)30、130开设于冲压板材4、104的下部区域6、106中。冲压板材4、104的下部区域6、106包括分度孔30、130、两个固定孔10、110、以及标识孔20、120,分度孔30、130布置在两个固定孔10、110之间和上方(根据图1),并且标识孔20、120布置在两个固定孔10、110之间和下方。冲压板材4、104的上部区域8、108包括两个固定孔10、110以及标识孔20、120,标识孔20、120布置在两个固定孔10、110之间和下方。
20.这两个实施形式彼此的区别在于所装配的用于固定铰链的固定板件12、112、114的类型。
21.在称作基础的实施形式中,用于固定铰链的固定板件12可包括在下部区域6和/或上部区域8中的标识孔,该标识孔面对冲压板材4上的对应标识孔20穿过板件12。在加强件2的第一实施形式中,固定板件12仅在冲压板材4的心板上延伸。板件12可包括两个阴螺纹和在垂直且居中于由该螺纹穿过的区段的轴线上的两个孔,以便能够遵照该板件12转动180
°
的两个位置无差别地布置。而且,在图1的示例中,出于标准化的原因,用于上部区域8的固定板件12与用于下部区域6的固定板件12相同。
22.在称作严格的实施形式中,用于固定铰链的下和上固定板件112、114分别装配在冲压板材104的下部区域106和上部区域108中。固定板件112、114分别封闭下和上标识孔120。在称作严格的实施形式中,下加强板件112和上加强板件114形成角形件,该角形件匹配冲压板材104的底板中的至少一个。而且,为满足电动型式的严格性能要求,下固定板件112和上固定板件114适配于各自的固定区域并且因此具有不同特征。
23.在根据本发明的制造方法(未图示)中,实施了三个步骤:
24.(a)提供冲压板材4、104,所述冲压板材具有u形横截面并带有心板和两个底板;
25.(b)在冲压板材4、104的下部区域6、106上和上部区域8、108上实施用于固定车辆的车门铰链的固定孔10、110;
26.(c)在冲压板材4、104的下部区域6、106和上部区域8、108的每个处面对固定孔10、110在该板材的心板的内表面上组装用于固定对应铰链的固定板件12、112、114。
27.另外,设置为在步骤(b)中,对于基础实施形式和严格实施形式,在冲压板材4、104的下部区域和上部区域的至少一个上实施标识孔。步骤(a)和(b)对于这两个实施形式是相同的。然而在步骤(c)中,面对该标识孔,固定板件12、112、114中的一个或每个处分别地在该加强件的基础实施形式2中由该标识孔穿过,以及在该加强件的严格实施形式102中封闭该标识孔。
28.注意到,在由根据本发明的制造方法获得的加强件2、102中的每个上,在确定一个或多个标识孔20、120的穿过或被封闭特征的基础上识别加强件2、102的额外识别步骤的优点在于改善了后勤线的管理。可在自动识别的框架下由光学或接触式检测器来执行该标识孔是否穿过或被封闭的确定。而且,标识系统允许视觉识别。实际上,由于标识孔20、120在
中立柱加强件2、102上的有利定位,操作者可在视觉检查期间容易地确定实施形式的类型。
29.另外,在组装阶段期间,根据该车辆的要组装的车身结构分别遵照第一实施形式(带有热力发动机的形式)或第二实施形式(带有电气发动机的形式),来选择由根据本发明的制造方法获得的加强件2、102中的每个。在装配之前,由装配在机器人臂上的光学或接触式检测器在组装线上执行该标识孔是否穿过或被封闭的确定。
30.上文以中立柱加强件描述了实施例,然而本发明可应用于前立柱加强件。
31.上文以标识孔20对于基础实施形式而穿过来描述本发明。也可考虑相反地来实施,即标识孔对于严格实施形式而穿过。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。