1.本实用新型涉及汽车零部件,具体涉及转向柱安装结构。
背景技术:
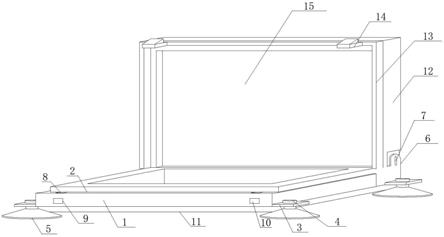
2.在现有技术中,有一种乘用车转向柱安装支架总成,如图3所示,由前壁板连接支架13、前壁板支架加强件12和转向柱安装支架14通过二氧化碳保护焊与仪表板横梁的管梁连接集成,转向柱通过螺柱17和安装孔16安装固定,安装螺母15通过螺栓与车身固定。
3.上述公开的现有技术中,该转向柱安装支架总成的安装支架数量少,但是由于安装支架外形尺寸大、结构复杂导致成型难度大、焊接变形量大,在实际制造过程中尺寸精度差、稳定性差;安装支架重量大,不利于轻量化;转向柱安装支架14为保证安装孔16的尺寸精度,导致焊接集成后的安装结构与车身的连接点处(即安装螺母15处)的面轮廓度无法保证、稳定性差,进而导致连接点处与车身匹配出现干涉或间隙大的问题,从而影响转向柱的稳定性以及和仪表板总成的外观匹配问题。
技术实现要素:
4.本实用新型的目的是提供一种汽车转向柱安装结构,解决的技术问题:传统汽车转向柱的安装结构致使转向柱的稳定性差且转向柱与仪表板总成之间的间隙不达标。
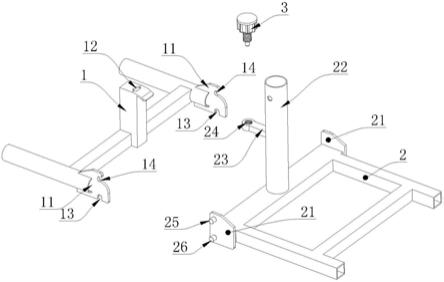
5.为了解决上述技术问题,本实用新型采用了下述技术方案:一种汽车转向柱安装结构,包括转向柱上安装支架、转向柱下安装过渡支架、转向柱下安装支架、暖风机室板连接第一支架、暖风机室板连接第二支架、暖风机室板安装支架;所述转向柱上安装支架与仪表板横梁一侧焊接,所述转向柱上安装支架上设有用于与转向柱上安装点固定连接的安装螺柱;所述转向柱下安装过渡支架的上端相对于转向柱上安装支架与所述仪表板横梁另一侧焊接,所述转向柱下安装过渡支架的下端与所述转向柱下安装支架焊接形成转向柱下安装支架总成,所述转向柱下安装支架设有用于与所述转向柱下安装点固定连接的安装孔;所述暖风机室板连接第一支架、暖风机室板连接第二支架的一端分别与所述转向柱下安装过渡支架、转向柱下安装支架焊接,所述暖风机室板连接第一支架、暖风机室板连接第二支架的另一端皆与所述暖风机室板安装支架焊接,所述暖风机室板安装支架与车身固定连接,所述暖风机室板连接第一支架、暖风机室板连接第二支架与所述转向柱下安装支架总成形成三角形构架。
6.优选地,所述转向柱上安装支架设有两个,并列连接在仪表板横梁上。
7.优选地,还包括用于加强所述转向柱上安装支架强度的转向柱上安装支架加强件,所述转向柱上安装支架加强件固定连接在所述转向柱上安装支架与所述仪表板横梁之间。
8.优选地,所述转向柱上安装支架、转向柱上安装支架加强件皆呈u形,与仪表板横梁之间形成腔体结构。
9.优选地,所述暖风机室板安装支架上设有焊接螺母,螺栓穿过焊接螺母与车身连
接,实现所述暖风机室板连接第一支架、暖风机室板连接第二支架与车身固定连接。
10.优选地,所述转向柱下安装支架呈u形,其两个侧板分别设有一个安装孔,两个安装孔相对设置。
11.通过采用上述技术方案,本实用新型可达到的有益技术效果陈述如下:
12.传统转向柱安装结构是由三个独立的零件前壁板支架加强件、转向柱安装支架、前壁板连接支架相互焊接而成,三个相互独立的零件外形尺寸大,结构复杂,成型难度大,且三个零件相互焊接之后变形量大,焊接成型后的转向柱安装结构尺寸精度及稳定性皆低,而本技术方案是将结构复杂的安装支架进行拆分设计,优化尺寸控制链,降低安装支架成型难度(因拆分之后安装支架的外形尺寸变得更小),提升了转向柱安装结构的尺寸精度及稳定性,进而提升了转向系统的性能稳定性;在本技术方案中,转向柱上安装支架、转向柱下安装支架与暖风机室板连接第一支架、暖风机室板连接第二支架、暖风机室板安装支架相互独立设计,即可保证转向柱的安装精度,又可保证暖风机室板连接第一支架、暖风机室板连接第二支架、暖风机室板安装支架与车身的安装精度,有效提升转向柱的安装稳定性,且使转向柱与仪表板之间的外观美观(二者之间的间隙达标);另外,本技术方案中,仅更改外形尺寸小、结构简单的转向柱上安装支架、转向柱下安装支架即可适应转向柱硬点布置调整,结构通用化程度高。
附图说明
13.图1为本实用新型结构示意图;
14.图2为转向柱安装于本实用新型上的示意图;
15.图3为现有技术中转向柱的安装结构示意图;
16.图中:1—转向柱上安装支架;2—转向柱上安装支架加强件;3—安装螺柱;4—仪表板横梁;5—转向柱下安装过渡支架;6—转向柱下安装支架;7—暖风机室板连接第一支架;8—暖风机室板连接第二支架;9—暖风机室板安装支架;10—转向柱;11—车身;12—前壁板支架加强件;13—前壁板连接支架;14—转向柱安装支架;15—安装螺母(现有技术中);16—安装孔(现有技术中);17—螺柱;61—安装孔。
具体实施方式
17.下面结合附图对本实用新型作进一步说明。
18.如图1、图2所示,一种汽车转向柱安装结构,包括转向柱上安装支架1、转向柱下安装过渡支架5、转向柱下安装支架6、暖风机室板连接第一支架7、暖风机室板连接第二支架8、暖风机室板安装支架9;转向柱上安装支架1与仪表板横梁4一侧焊接,转向柱上安装支架1上设有用于与转向柱10上安装点固定连接的安装螺柱3;转向柱下安装过渡支架5的上端相对于转向柱上安装支架1与仪表板横梁4另一侧焊接,转向柱下安装过渡支架5的下端与转向柱下安装支架6焊接形成转向柱下安装支架总成,转向柱下安装支架6设有用于与转向柱10下安装点固定连接的安装孔61;暖风机室板连接第一支架7、暖风机室板连接第二支架8的一端分别与转向柱下安装过渡支架5、转向柱下安装支架6焊接,暖风机室板连接第一支架7、暖风机室板连接第二支架8的另一端皆与暖风机室板安装支架9焊接,暖风机室板安装支架9与车身11固定连接,暖风机室板连接第一支架7、暖风机室板连接第二支架8与转向柱
下安装支架总成形成三角形构架。
19.在本实施例中,转向柱上安装支架1设有两个,并列连接在仪表板横梁4上。
20.在本实施例中,还包括用于加强转向柱上安装支架1强度的转向柱上安装支架加强件2,转向柱上安装支架加强件2固定连接在转向柱上安装支架1与仪表板横梁4之间。
21.在本实施例中,转向柱上安装支架1、转向柱上安装支架加强件2皆呈u形,与仪表板横梁4之间形成腔体结构。
22.在本实施例中,暖风机室板安装支架9上设有焊接螺母,螺栓穿过焊接螺母与车身连接,实现暖风机室板连接第一支架7、暖风机室板连接第二支架8与车身11固定连接。
23.在本实施例中,转向柱下安装支架6呈u形,其两个侧板分别设有一个安装孔61,两个安装孔61相对设置。
24.本汽车转向柱安装结构的成型过程陈述如下:将转向柱上安装支架1和转向柱上安装支架加强件2焊接集成为一体,然后将转向柱上安装支架1、转向柱上安装支架加强件2的一端分别与仪表板横梁4焊接集成,在转向柱上安装支架1、转向柱上安装支架加强件2与仪表板横梁4之间形成腔体结构,强度高;在焊接夹具上可以实现独立调节转向柱上安装支架1(即可独立调节转向柱上安装支架上的安装螺柱3),使本安装结构能更加高精度地、稳定地对转向柱10的上安装点进行固定;转向柱上安装支架1和转向柱上安装支架加强件2外形尺寸小,结构简单,成型工艺好,重量轻实现了轻量化,转向柱下安装支架6和转向柱下安装过渡支架5焊接集成,然后与仪表板横梁4焊接集成,在焊接夹具上可以独立实现调节转向柱下安装支架6,使本安装结构能更加高精度地、稳定性地对转向柱10的下安装点进行固定;暖风机室板连接第一支架7、暖风机室板连接第二支架8、暖风机室板安装支架9焊接集成,然后与仪表板横梁4焊接集成,在焊接夹具上可以独立调节暖风机室板安装支架9,可使暖风机室板安装支架9(支架上设有焊接螺母)更加精度地、稳定地与车身固定连接;暖风机室板连接第一支架7、暖风机室板连接第二支架8、暖风机室板安装支架9与转向柱下安装过渡支架5、转向柱下安装支架6之间形成稳定的三角形构架,结构强度高,同时支架结构简单、重量轻、成型工艺性好;暖风机室板安装支架9结构简单,安装面精度高,可根据生产中车身的实际需求独立调节该安装面不影响转向柱的安装点,解决了传统结构为保证转向柱安装点精度而无法保证与车身安装面的精度问题。
25.如图1、图2所示,安装螺柱3、安装孔61分别与转向柱10的上安装点、下安装点固定连接,且在暖风机室板安装支架9上设有焊接螺母,螺栓穿过焊接螺母与车身连接,本安装结构仅更改外形尺寸小、结构简单的转向柱上安装支架1、转向柱下安装支架6即可适应转向柱硬点布置调整,结构通用化程度高,应用于新开发车型可缩短开发周期、减少开发成本。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。