1.本发明涉及汽车零部件技术领域,尤其涉及一种后背门内板总成及其加工方法。
背景技术:
2.汽车是应用最广泛的交通工具,环保、能源、安全是汽车发展的三大课题。为解决这三大课题,现代汽车正朝着轻量化、高速、安全舒适、低成本、低排放与节能的方向发展。而目前满足上述要求的最有效的途径就减轻汽车自重。其铝制加工材料由于具有密度小、比强度高、抗冲击性能好、耐腐蚀、良好的加工成型性以及极高的再回收、再生性等一系列优良特性,成为实现汽车轻量化最理想的首选材料。但是在的生产制造过程中存在许多问题,由于后背门内板本体拉延深度过深且成型工艺比较复杂,容易冲压开裂,且板材与板材之间连接困难,传统的有铆钉连接工艺,接头形成后,车身总成额外增加了铆钉重量。
3.因此,针对以上缺陷,需要对现有技术进行有效创新。
技术实现要素:
4.本发明的目的在于提供一种后背门内板总成及其加工方法,该内板总成采用分件形式不仅改善了背门内板本体冲压深度过深导致的工件开裂问题,还提高了后背门内板总成的强度,并采用无铆钉铆接技术进行分件连接,进一步降低整体重量。
5.为实现上述目的,本发明采用如下技术方案:
6.一种后背门内板总成,包括内板中段、中段加强板和内板本体,于内板中段上设置中段加强板,缩小所述内板本体位于车窗安装位下方的上下侧之间的宽度,于所述内板本体上横向设置所述内板中段,所述内板中段覆盖于所述内板本体前述缩小的部分上,并和所述内板本体存在部分重叠;
7.相应的,所述内板中段和所述中段加强板采用钢制材料,以此有效增加背门内板的强度,保证了后背门内板总成的整体性能;
8.相应的,所述内板本体采用轻型铝制材料,以此实现后背门内板总成整体重量的轻量化;
9.相应的,内板中段的两端设置有中段卡接位,所述内板本体上设置和所述中段卡接位对应的本体卡接位,通过本体卡接位和中段卡接位的卡接关系,进一步提高内板本体和内板中段连接的稳固性;
10.相应的,所述中段卡接位和所述本体卡接位均设置为“几”字形断面结构,且所述中段卡接位的凹槽卡于所述本体卡接位的凹槽中;
11.相应的,于所述中段卡接位处设置中段加强板;
12.相应的,所述中段加强板为“l”形结构,所述中段加强板的两侧面分别和所述中段卡接位的两相邻侧面相焊接,以此增强所述中段卡接位的强度;
13.相应的,所述内板中段通过多个无铆钉铆接结构固定设置于所述内板本体上。
14.一种后背门内板总成的加工方法,包括如下步骤:
15.s1、分别制得内板本体、内板中段和中段加强板,且所述内板本体位于车窗安装位下方的上下侧之间的宽度较正常宽度小;
16.s2、将中段加强板焊接于内板中段上;
17.s3、将内板中段和内板本体进行无铆钉铆接;
18.相应的,s1中,通过冲压方式将内板本体拉延深度大的部分冲裁掉,以此实现内板本体位于车窗安装位下方的上下侧之间的宽度较正常宽度小的目的;
19.相应的,s2中,通过夹具将中段加强板定位到内板中段的上进行焊接;
20.相应的,s3中,于内板本体上设置铆接点,通过夹具将内板中段和内板本体进行定位,并通过无铆钉铆接技术连接。
21.本发明的有益效果为:
22.1)内板本体采用铝制材料,大大降低背门重量,实现后背门内板总成的轻量化;
23.2)缩小内板本体位于车窗安装位下方的上下侧之间的宽度,有效解决了内板本体中间拉延深度过深而导致的内板本体难以冲压成型的问题;
24.3)通过设置内板中段和中段加强板,且内板中段采用钢制材料,中段加强板采用高强度钢,保证了后背门内板总成的整体刚度;
25.4)内板中段和内板本体进行无铆接连接,在保证连接稳固性的同时进一步降低整体重量。
附图说明
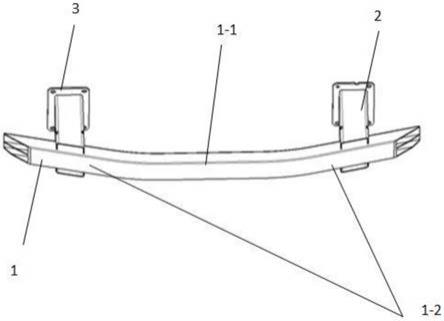
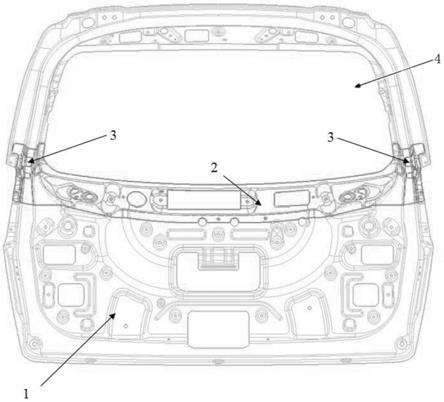
26.图1是本发明一实施例所述的后背门内板总成的结构示意图;
27.图2是无铆钉铆接技术冲压过程示意图;
28.图中:
29.1、内板本体;2、内板中段;3、中段加强板;4、车窗安装位。
具体实施方式
30.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
31.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“若干”、“多个”的含义是两个或两个以上,除非另有明确具体的限定。
32.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
33.以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施例的目的。
34.在本发明的一个实施例中,如图1所示,后背门内板总成包括内板中段2、中段加强板3和内板本体1,内板中段2和中段加强板3采用钢制材料,进一步地,中段加强板3采用高强度钢,此有效增加背门内板的强度,保证了后背门内板总成的整体性能,内板本体1采用轻型铝制材料,以此实现后背门内板总成整体重量的轻量化。内板中段2的两端设置有的中段卡接位,中段卡接位为“几”字形断面结构,于中段卡接位上焊接“l”形结构的中段加强板3,以此增强中段卡接位的强度。本实施例中,通过冲压方式将内板本体1拉延深度大的部分冲裁掉,使得内板本体1位于车窗安装位4下方的上下侧之间的宽度较之正常宽度小,例如,将内板本体1中位于车窗安装位4下方且竖直宽度为10cm的部分冲裁掉。内板本体1上设置和中段卡接位对应的本体卡接位,本体卡接位也为“几”字形断面结构,中段卡接位中的凹槽卡于本体卡接位的凹槽中,通过本体卡接位和中段卡接位的卡接关系,提高内板本体1和内板中段2连接的稳固性,此外为了便于内板中段2和内板本体1的固定,内板中段2横向设置于内板本体1上时,不仅仅覆盖于内板本体1被冲裁的部分,还和内板本体1存在部分重叠,在该重叠部分,内板本体1上设置有多个铆接点,通过无铆钉铆接技术,将内板中段2无铆钉铆接于铆接点上。
35.如图2所示,无铆钉铆接技术如下:a阶段,将内板中段2和内板本体1通过夹具定位,内板中段2位于凸模侧,内板本体1位于凹模侧(反之也行);进入b阶段,凸模下压(凹模上行也可以),直至内板本体1接触到凹模侧为止,期间,内板中段2和内板本体1逐渐发生了拉伸塑性变形;进入c成型形阶段,凸模继续下行,内板中段2和内板本体1上的金属材料流动填充到凹模凹槽,直到在凹槽处接近死点为止,此过程中,凸模的倒锥形结构以及内板中段2、内板本体1、凸模和凹模间的相互作用力使金属材料不能向上流动,最终使金属材料流动到凹模凹槽处,形成内板中段2和内板本体1相互咬合的状态,无铆钉铆接接头成型;进入d强化阶段,无铆钉铆接接头成型后,继续保持一定的压力,一方面防止板材回弹,使金属材料充分填充保证铆接接头的定形;另一方面,能够通过冷加工挤压,细化晶粒,提高接头的机械性能和承载能力;进入e退模阶段,铆接接头形成后,凸模上行,完成退模。
36.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。