1.本实用新型属于汽车零部件装配技术领域,具体涉及一种车门密封条定位粘接辅具。
背景技术:
2.随着汽车工业的发展,人们对汽车功能及舒适性的追求越来越高,车门密封条作为汽车中的重要部件,通过设计合理的的密封条结构,可以降低行车风噪,提高整车密封性,提高整车舒适度及感知质量。
3.现有技术中,汽车车门密封条装配,一般分为两种安装方式:卡扣卡接方式和3m胶带粘接方式。卡扣安装方式,结构相对简单,直接在车门内板开孔,车门密封条自带卡扣进行安装定位,操作简单,但需要提前开孔,增加成本,且卡扣与卡扣之间无特殊结构固定,存在漏雨、漏风的质量隐患。3m胶带粘接方式,由于车门密封条一圈与车门钣金之间采用胶带进行粘贴,由于没有安装基准,所以需要开发专用的辅助装配工装进行定位,保证密封条安装位置的一致性。由于该方式可以提升整车的气密性,提高车型的高级感、豪华感,越来越多的车型采用了此种结构。目前,大部分主机厂均采用复杂的装配工装或机械手来进行定位装配,设备占地面积大,且设备的资金投入也十分巨大。
4.目前,已知的装配辅具中,要么材质不一样,使用碳纤维、玻璃钢的居多,要么精度不满足要求,精度远远大于
±
1.5mm,要么设计结构相对复杂,采用卡爪、吸盘等固定方式,拿取或装配过程中耗费太多精力和工时,装配一致性差,可操作性差等,一般不作为正式设备工装使用。
5.现有技术公开了一种汽车车门密封条安装工作台,包括主板支架、密封条安装把手和底座支架,主板支架连接在底座支架上,密封条安装把手可滑动地设置于主板支架上,密封条安装把手端部设有密封条卡口。其重点将待安装的汽车车门密封条撑开,保持整体舒展的状态,避免后期密封条安装时发生扭曲现象。
6.现有技术还公开了一种汽车零部件安装结构,具体地指一种开启式车门密封条安装仿形样架,包括基板,其特征在于:还包括仿形块和固定夹持装置;所述的固定夹持工具一端固定在基板上,另一端连接仿形块;所述的仿形块可滑动的连接于基板上,仿形块通过固定夹持装置贴紧密封条,仿形块内侧围绕密封条形成一个仿形孔;所述的仿形孔内侧下部设有支撑密封条的凸台。是通过设计仿形孔的形式固定密封条,且整体开启式仿形样架与车门线可实现随动安装密封条。
7.现有技术还公开了一种车门密封条安装定位装置,包括:支撑架和与支撑架连接的定位框;定位框设计与车门的形状相适配;定位框的一侧的边缘将车门密封条沿车门的周长方向贴合安装;支撑架包括多个交叉设置的横梁和纵梁;支撑架安装于定位框的另一侧,支撑架的横梁和纵梁将定位框分隔成多个支撑空间。在安装密封条时通过使用车门密封条安装定位装置提高车门密封条的安装精度,减少了工时,保证车门密封条能够一次装配到位,提高装车效率。为车门密封条的定位工装,通过定位架支撑定位框的形式与车门定
位以粘接车门密封条。
8.但是,上述均为车门密封条的定位及安装辅具,结构相对复杂,操作时,需预先将密封条固定到辅具上,再进行定位装配。
技术实现要素:
9.本实用新型提供了一种粘接式车门密封条安装定位装置,以解决现有车门密封条安装辅具结构复杂,使用过程中拿取及安装定位不方便、不快捷的问题。采用定位销及分布式固定磁铁,可实现辅具的快速定位及固定,尤其适合小批量、慢节拍(25jph以下)车型的生产。
10.本实用新型的目的是通过以下技术方案实现的:
11.一种车门密封条定位粘接辅具,包括一体成型的辅具本体1以及连接在辅具本体1上的主定位销2和辅定位销3;
12.所述辅具本体1周围轮廓与车门内板形状相匹配,且与车门钣金间形成用于车门密封条安装定位的定位槽,辅具本体1轮廓边缘分布有能够吸附车门钣金的强力磁铁10;
13.所述辅具本体1分为上部区域和下部区域,上部区域设置上部支撑杆6,下部区域设置下部支撑杆4,上部支撑杆6和下部支撑杆4两端头均设有左旋螺套 8和右旋螺套9,且上部支撑杆6和下部支撑杆4长度可调。
14.进一步地,所述辅具本体1下部区域上设置两个圆孔,用于安装主定位销2 和辅定位销3,主定位销2为阶梯圆柱形,一端呈直径逐渐变小的圆台形,另一端穿过辅具本体1上的定位孔,使用螺母紧固,辅定位销3前端为菱形,后部为圆柱型,穿过辅具本体1上的定位孔,使用螺母紧固。
15.进一步地,所述主定位销2和辅定位销3均采用高强度树脂制造,主定位销2和辅定位销3分别与车门内板主rps孔中心和车门内板辅rps孔中心保持一致,直径均比rps孔径小约0.5mm。
16.进一步地,所述辅具本体1周围轮廓横截面形成为l形以贴合到车门内侧面及侧边。
17.进一步地,所述辅具本体1采用高强高韧树脂3d打印而成,中间为镂空。
18.进一步地,所述辅具本体1轮廓边缘设有均匀分布的凹坑,用于安装强力磁铁10。
19.进一步地,所述强力磁铁10为圆柱体,根据车门大小,相邻两凹坑之间的距离为200mm,均布在辅具本体1的边缘轮廓开孔上,通过胶水与辅具本体1 连接,磁铁表面不突出辅具本体1表面。
20.进一步地,所述辅具本体1中部设有加强梁,加强梁两端设有扶手5,扶手 5通过螺钉与辅具本体1连接。
21.进一步地,所述上部支撑杆6和下部支撑杆4均通过螺栓7穿过辅具本体1 上的两个支座与左旋螺套8和右旋螺套9相连。
22.进一步地,所述上部支撑杆6和下部支撑杆4的一端头均设有30mm长的左旋螺纹,另一端头均设有30mm长的右旋螺纹,所述上部支撑杆6和下部支撑杆4均能够通过正、反旋转对长度进行调节。
23.与现有技术相比,本实用新型的有益效果是:
24.1、本实用新型在安装粘接式密封条时通过使用车门密封条安装定位辅具,提高车门密封条的安装精度,减少装配工时,保证装车质量及效率;
25.2、本实用新型车门密封条定位粘接辅具,首先利用主、辅定位销确定辅具在车门的位置,辅具本体轮廓边缘分布的强力磁铁可以快速吸附车门钣金,随后,利用辅具本体周围轮廓与车门钣金形成的定位槽,对车门密封条进行定位安装;
26.3、本实用新型车门密封条定位粘接辅具,用于将车门密封条安装在车门内板边缘预定位置,保证密封条粘接轨迹光滑、平整,无波浪现象;
27.4、本定位辅具采用高强高韧树脂材料整体3d打印制造完成,强度高,整体重量轻,关键尺寸精度
±
0.2mm,密封条轮廓定位精度可以达到
±
1.0mm,满足设计公差要求;
28.5、使用过程中拿取及安装定位方便、快捷,不单独占用工位,降低了生产成本。
附图说明
29.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
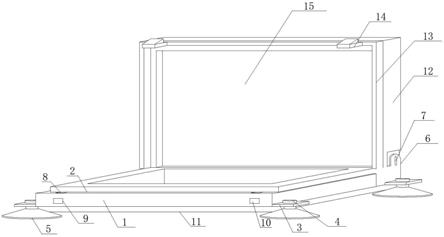
30.图1为本实用新型车门密封条定位粘接辅具的结构示意图;
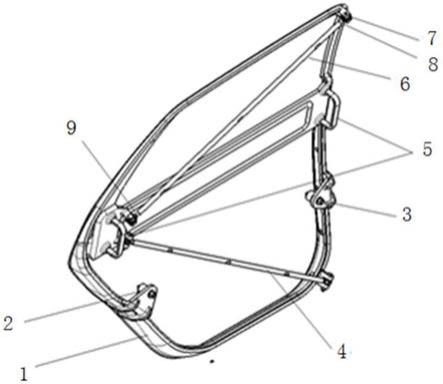
31.图2为强力磁铁的安装位置示意图;
32.图3为主定位销的结构示意图;
33.图4为辅定位销的结构示意图。
34.图中,1.辅具本体2.主定位销3.辅定位销4.下部支撑杆5.扶手6.上部支撑杆7.螺栓8.左旋螺套9.右旋螺套10.强力磁铁。
具体实施方式
35.下面结合实施例对本实用新型作进一步说明:
36.下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本实用新型,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分而非全部结构。
37.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。同时,在本实用新型的描述中,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。本实用新型车门密封条定位粘接辅具,首先利用主、辅定位销确定辅具在车门的位置,辅具本体(1)轮廓边缘分布的强力磁铁10可以快速吸附车门钣金,随后,利用辅具本体1周围轮廓与车门钣金形成的定位槽,对车门密封条进行定位安装,其密封条定位精度可以达到
±
1mm,满足设计公差要求。
38.本实用新型车门密封条定位粘接辅具,包括辅具本体1,辅具本体1四周与车门内板形状相匹配,轮廓边缘分布有强力磁铁10,能够吸附车门钣金。
39.辅具本体1分为上部区域和下部区域,上部区域设置了上部支撑杆6,下部区域设置了下部支撑杆4,支撑杆通过辅具本体1上的螺栓7与左旋螺套8以及右旋螺套9连接。辅具
本体1中间设置有扶手5,扶手5通过螺钉与辅具本体1 连接。
40.辅具本体1轮廓边缘设计有均匀分布的凹坑,距离约200mm左右,用于安装强力磁铁10,强力磁铁安装后低于辅具本体外表面,强力磁铁可快速吸附车门钣金,保证辅具本体1与车门钣金快速定位及固定。
41.所述辅具本体1下部区域上设置了两个圆孔,用于安装主定位销2和辅定位销3。主定位销2为阶梯圆柱形,一端呈直径逐渐变小的圆台形,另一端穿过辅具本体1上的定位孔,使用螺母紧固。辅定位销3前端为菱形,后部为圆柱型,穿过辅具本体1上的定位孔,使用螺母紧固。主、辅定位销配合使用,确保辅具能够准确的安装到车门内板上。
42.所述辅具上部区域上部支撑杆6,一端头设计有30mm长的左旋螺纹,另一端头设计有30mm长的右旋螺纹,辅具本体1上通过螺栓7连接有左旋螺套8、右旋螺套9,通过旋转上部支撑杆6,可以调整辅具本体1边缘与车门钣金的贴合度。辅具下部区域下部支撑杆4原理与上部支撑杆6作用原理一致。
43.实施例
44.如图1
‑
图4所示,本实用新型车门密封条定位粘接辅具,包括一体成型的辅具本体1以及通过螺母连接在其上的主定位销2和辅定位销3。所述主定位销 2及辅定位销3轴心的位置与车门钣金定位孔(rps)中心保持一致,大小比车门钣金孔略小,以便更好的装配定位。
45.辅具本体1中部设有加强梁,保证了辅具本体1整体的刚度,同时加强梁两端设有拿取扶手5,扶手大小符合人机工程,扶手5通过螺钉与辅具本体1连接,便于操作者取放辅具。
46.辅具本体1上部设计有两个支座,用于使用螺栓7安装固定左旋螺套8和右旋螺套9,左旋螺套8和右旋螺套9通过上部支撑杆6连接,通过正、反旋转上部支撑杆6,可以调整支撑杆的长度,用于调整辅具本体1轮廓边缘与车门钣金的贴合度。下部撑杆4原理同上部支撑杆6。
47.辅具本体1轮廓边缘设计有均布的强力磁铁10,磁铁为圆柱形,镶嵌于辅具本体1轮廓边缘,当辅具整体与车门钣金定位后,强力磁铁10可快速将辅具本体1的轮廓边缘吸附于车门钣金,保证定位轮廓固定牢靠,定位边缘与车门钣金几乎平行定位,并随着车门弧度的变化而变化,在车门密封条安装过程中,只需要将密封条沿辅具边缘缠绕一周,剥离胶带纸即可完成密封条的安装。
48.具体地,辅具本体1为高强高韧树脂材料整体3d打印制造完成,保证其制造强度、定位孔及轮廓的定位精度。定位销也采用树脂3d打印完成,以防止在安装过程中划伤车门钣金。
49.具体地,支撑杆为薄壁圆筒型,可选用铝合金材质,保证刚度的同时,降低重量。
50.辅具本体1加工完成后,使用三坐标测量其精度状态,并通过调整支撑杆的长短,修正其制造精度。
51.工作过程:
52.从挂架拿取车门定位辅具及密封条,将辅具与车门进行安装定位,依次确认辅具r角处均与车门钣金贴合。
53.将密封条标记点与车门进行定位,密封条开口朝外,沿辅具边缘一只手牵引拉直
密封条,一只手撕扯胶带并按轨迹粘接密封条,保证密封条粘接平顺,无波浪、起皱现象。
54.拆卸车门定位辅具,放回固定架。
55.用手捋顺密封条,保证密封条无翘起、褶皱,扭曲等变形。
56.注意,上述仅为本实用新型的较佳实施例及所运用技术原理。本领域技术人员会理解,本实用新型不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本实用新型的保护范围。因此,虽然通过以上实施例对本实用新型进行了较为详细的说明,但是本实用新型不仅仅限于以上实施例,在不脱离本实用新型构思的情况下,还可以包括更多其他等效实施例,而本实用新型的范围由所附的权利要求范围决定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。