1.本实用新型涉及高周波焊接机技术领域,具体而言,涉及一种转盘式焊接一体机。
背景技术:
2.现有医用pvc输液袋一般采用高周波转盘焊接机进行热合,它是利用高频电场使塑料内部分子振荡产生热能而进行各类制品熔合。主要用于:各种聚氯乙烯pvc等为主的塑胶熔接、焊接、烫金等。pvc液管与pvc输液袋需要另外工序进行插接热熔焊接。
3.但是上述方案仍然具有一定的缺陷,发明人经研究发现,pvc液管插接熔合后的pvc输液袋会增加设备工序和设备数量,一体化程度低,影响医用pvc输液袋与pvc液管焊接效率和焊接成本。
技术实现要素:
4.为了弥补以上不足,本实用新型提供了一种转盘式焊接一体机,旨在改善pvc输液袋与管焊接效率低的问题。
5.本实用新型是这样实现的:
6.本实用新型提供了一种转盘式焊接一体机包括架体组件、转盘组件和焊接组件。
7.所述架体组件包括主支架、第一侧支架、第二侧支架和支撑架,所述第一侧支架设置于所述主支架外一侧,所述第二侧支架设置于所述主支架外另一侧,所述支撑架下端侧壁一侧竖直设置于所述主支架侧壁一侧,所述转盘组件包括旋转工作台、托盘和夹具,所述旋转工作台固定端底部水平设置于所述主支架上端内一侧,所述托盘底部中心固定于所述旋转工作台旋转端顶部,所述夹具底部均布设置于所述托盘顶部,所述焊接组件包括第一直线导轨、第一液压缸、机械手、第二直线导轨、第二液压缸、真空吸盘、主液压缸和焊模,所述第一直线导轨固定端一侧水平设置于所述第一侧支架上端侧壁一侧,所述第一液压缸缸身一侧竖直设置于所述第一直线导轨移动台一侧,所述机械手顶部固定于所述第一液压缸活塞杆一端,所述第二直线导轨固定端一侧水平设置于所述第二侧支架上端侧壁一侧,所述第二液压缸缸身一侧竖直设置于所述第二直线导轨固定端一侧,所述真空吸盘顶部均布设置于所述第二液压缸活塞杆一端,所述主液压缸缸身底部竖直固定于所述支撑架顶部一侧,所述焊模顶部固定于所述主液压缸活塞杆一端。
8.在本实用新型的一种实施例中,所述主支架内一侧设置有安装座,所述旋转工作台固定端底部固定于所述安装座顶部一侧。
9.在本实用新型的一种实施例中,所述焊模下方的所述主支架顶部一侧设置有支撑座,所述托盘底部一侧贴合于所述支撑座顶部。
10.在本实用新型的一种实施例中,所述支撑架顶部水平设置有安装板,所述主液压缸缸身底部水平设置于所述安装板顶部一侧。
11.在本实用新型的一种实施例中,所述第一直线导轨移动台一侧设置有第一连接座,所述第一液压缸缸身底部一侧固定于所述第一连接座下端一侧。
12.在本实用新型的一种实施例中,所述第一液压缸活塞杆一端固定有连接板,所述机械手顶部固定于所述连接板底部。
13.在本实用新型的一种实施例中,所述第二直线导轨移动台一侧设置有第二连接座,所述第二液压缸缸身底部一侧固定于所述第二连接座侧壁一侧。
14.在本实用新型的一种实施例中,所述第二液压缸活塞杆一端固定有调节座,所述真空吸盘顶部均布于所述调节座下端内。
15.在本实用新型的一种实施例中,所述主液压缸活塞杆底部水平设置有固定板,所述焊模顶部固定于所述固定板底部。
16.在本实用新型的一种实施例中,所述主支架底部、所述第一侧支架底部和所述第二侧支架底部均设置有支腿。
17.本实用新型的有益效果是:本实用新型通过上述设计得到的一种转盘式焊接一体机,使用时,操作人员将部分输液袋覆膜放入空置夹具内,打开旋转工作台控制该夹具转动到第一直线导轨下方,机械手夹持备料区的液管通过第一直线导轨移动到夹具上方,液管一端通过第一液压缸下落放入pvc输液袋覆膜边缘一侧,旋转工作台继续控制该夹具转动到第二直线导轨下方,真空吸盘吸附剩余输液袋覆膜并通过第二直线导轨移动到夹具上方,输液袋上下覆膜包夹液管一端,据旋转工作台继续控制该夹具转动到焊模,主液压缸控制焊模下落对输液袋与液管进行一体化热熔,采用转盘式一体化设计,输液袋与液管同步装夹,实现了输液袋与液管焊接工序一体化集成,输液袋与管焊接效率高,输液袋与管焊接质量更高。
附图说明
18.为了更清楚地说明本实用新型实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
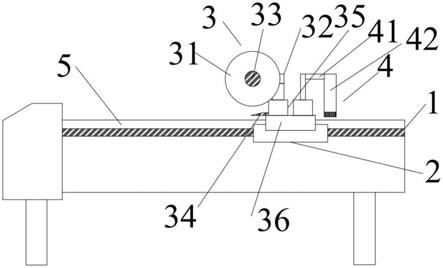
19.图1是本实用新型实施方式提供的转盘式焊接一体机立体结构示意图;
20.图2为本实用新型实施方式提供的架体组件立体结构示意图;
21.图3为本实用新型实施方式提供的转盘组件立体结构示意图;
22.图4为本实用新型实施方式提供的焊接组件立体结构示意图。
23.图中:100
‑
架体组件;110
‑
主支架;111
‑
安装座;112
‑
支撑座;113
‑
支腿;120
‑
第一侧支架;130
‑
第二侧支架;140
‑
支撑架;141
‑
安装板;200
‑
转盘组件;210
‑
旋转工作台;220
‑
托盘;230
‑
夹具;300
‑
焊接组件;310
‑
第一直线导轨;311
‑
第一连接座;320
‑
第一液压缸;321
‑
连接板;330
‑
机械手;340
‑
第二直线导轨;341
‑
第二连接座;350
‑
第二液压缸;351
‑
调节座;360
‑
真空吸盘;370
‑
主液压缸;371
‑
固定板;380
‑
焊模。
具体实施方式
24.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用
新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
25.因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
26.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
27.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
28.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
29.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
30.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
31.实施例
32.请参阅图1、2、3和4,本实用新型提供一种技术方案:一种转盘式焊接一体机包括架体组件100、转盘组件200和焊接组件300,转盘组件200安装在架体组件100一侧,焊接组件300安装在架体组件100另一侧,转盘组件200将输液袋与液管焊接工序一体化集成,焊接组件300自动上下料对输液袋与液管进行焊接。
33.请参阅图1和2,架体组件100包括主支架110、第一侧支架120、第二侧支架130和支撑架140,第一侧支架120设置于主支架110外一侧,第二侧支架130设置于主支架110外另一侧,第一侧支架120和第二侧支架130方便输液袋与液管的自动化进料,支撑架140下端侧壁一侧竖直设置于主支架110侧壁一侧,支撑架140与主支架110螺栓连接,主支架110底部、第一侧支架120底部和第二侧支架130底部均设置有支腿113,具体实施例中,支腿113顶部螺接于主支架110底部、第一侧支架120底部和第二侧支架130底部,方便调节水平度。
34.请参阅图1和3,转盘组件200包括旋转工作台210、托盘220和夹具230,主支架110内一侧设置有安装座111,安装座111与主支架110焊接,旋转工作台210固定端底部固定于安装座111顶部一侧,安装座111与旋转工作台210螺栓连接,旋转工作台210固定端底部水平设置于主支架110上端内一侧,旋转工作台210控制输液袋与管焊接各工序交替进行,托盘220底部中心固定于旋转工作台210旋转端顶部,托盘220与旋转工作台210螺栓连接,夹具230底部均布设置于托盘220顶部,夹具230与托盘220螺栓连接,夹具230方便输液袋与液管的装夹,也配合焊模380进行热熔焊接。
35.请参阅图1和4,焊接组件300包括第一直线导轨310、第一液压缸320、机械手330、第二直线导轨340、第二液压缸350、真空吸盘360、主液压缸370和焊模380,第一直线导轨310固定端一侧水平设置于第一侧支架120上端侧壁一侧,第一侧支架120与第一直线导轨310螺栓连接,第一直线导轨310方便机械手330的自动上料,第一直线导轨310移动台一侧设置有第一连接座311,第一液压缸320缸身底部一侧固定于第一连接座311下端一侧,第一连接座311分别与第一直线导轨310和第一液压缸320螺栓连接,第一液压缸320方便机械手330上料液管,第一液压缸320缸身一侧竖直设置于第一直线导轨310移动台一侧,第一液压缸320活塞杆一端固定有连接板321,机械手330顶部固定于连接板321底部,连接板321分别与第一液压缸320和机械手330螺接,机械手330与第一液压缸320螺接,机械手330夹持液管并将其安放到夹具230上,第二直线导轨340固定端一侧水平设置于第二侧支架130上端侧壁一侧,第二直线导轨340与第二侧支架130螺栓连接,第二直线导轨340方便输液袋的自动上料。
36.其中,第二直线导轨340移动台一侧设置有第二连接座341,第二液压缸350缸身底部一侧固定于第二连接座341侧壁一侧,第二连接座341分别与第二直线导轨340和第二液压缸350螺栓连接,第二液压缸350方便真空吸盘360吸附输液袋上料,第二液压缸350缸身一侧竖直设置于第二直线导轨340固定端一侧,第二液压缸350活塞杆一端固定有调节座351,调节座351与第二液压缸350螺栓连接,真空吸盘360顶部均布于调节座351下端内,调节座351与真空吸盘360螺纹连接,真空吸盘360顶部均布设置于第二液压缸350活塞杆一端,真空吸盘360吸附输液袋进行上料,支撑架140顶部水平设置有安装板141,主液压缸370缸身底部水平设置于安装板141顶部一侧,安装板141分别与支撑架140和主液压缸370螺接,主液压缸370缸身底部竖直固定于支撑架140顶部一侧,主液压缸370控制焊模380压合输液袋与管,主液压缸370活塞杆底部水平设置有固定板371,焊模380顶部固定于固定板371底部,固定板371分别与主液压缸370和焊模380螺栓连接,焊模380顶部固定于主液压缸370活塞杆一端,焊模380利用高频电场使塑料内部分子振荡产生热能而进行各类制品熔合。
37.其中,焊模380下方的主支架110顶部一侧设置有支撑座112,支撑座112与焊模380焊接,托盘220底部一侧贴合于支撑座112顶部,增加熔合过程中托盘220底部的支撑,减少托盘220重心不稳的倾覆。
38.具体的,该转盘式焊接一体机的工作原理:使用时,操作人员将部分输液袋覆膜放入空置夹具230内,打开旋转工作台210控制该夹具230转动到第一直线导轨310下方,机械手330夹持备料区的液管通过第一直线导轨310移动到夹具230上方,液管一端通过第一液压缸320下落放入pvc输液袋覆膜边缘一侧,旋转工作台210继续控制该夹具230转动到第二
直线导轨340下方,真空吸盘360吸附剩余输液袋覆膜并通过第二直线导轨340移动到夹具230上方,输液袋上下覆膜包夹液管一端,据旋转工作台210继续控制该夹具230转动到焊模380,主液压缸370控制焊模380下落对输液袋与液管进行一体化热熔,转盘集成,输液袋与液管的焊接工序,并有序的进行轮替,自动化的上料装夹,减少了输液袋与液管的焊接误差,输液袋与管焊接效率高,输液袋与管焊接质量更高。
39.需要说明的是,旋转工作台210、第一直线导轨310、第一液压缸320、第二直线导轨340、真空吸盘360和焊模380具体的型号规格需根据该装置的实际规格等进行选型确定,具体选型计算方法采用本领域现有技术,故不再详细赘述。
40.旋转工作台210、第一直线导轨310、第一液压缸320、第二直线导轨340、真空吸盘360和焊模380的供电及其原理对本领域技术人员来说是清楚的,在此不予详细说明。
41.以上所述仅为本实用新型的优选实施方式而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。