1.本发明属于先进光学制造领域,具体涉及的是一种高陡度大偏离量非球面元件主动平滑方法及工具。
背景技术:
2.现代光学系统对光学元件的表面质量提出了极高的要求,因此高精度非球面光学元件零件制造成为了当今光学制造的难点和热点,作为非球面的一类,高陡度大偏离量非球面元件加工技术更是业界公认的“瓶颈”技术。目前加工光学元件的计算机控制光学表面成形技术(ccos)采用的刚性小磨头在加工光学元件时由于其与被加工零件表面不吻合的原因会导致加工出的光学元件表面有明显的中频误差,这种误差会使光线发生小角度散射,严重影响光学系统的光学性质,因此研究抑制加工过程中产生的中高频误差的方法是光学加工领域重要的问题。
3.目前对于中频误差的平滑一般采用被动平滑技术,选用具有一定柔性的材料作为支撑层设计被动平滑磨盘,使得磨盘能够根据面形的变化而适应元件表面。被动平滑技术对非球面元件有一定的吻合度的提升,但是其被动变形量受磨盘材料限制,且材料刚性过高则容易损坏元件表面面形,柔性过高则导致加工效率低下,材料的刚性和柔性难以平衡。同时对于具有高陡度大偏离量的非球面元件时,被动平滑技术抑制中高频误差效率低下,甚至出现破坏工件低频面型的情况。本发明针对高陡度大偏离量非球面元件表面中频误差的平滑问题,设计出一种用于平滑大偏离量非球面元件的主动平滑工具及其平滑方法。
技术实现要素:
4.针对上述问题,为解决小磨头在加工时与光学元件表面不吻合,被动平滑技术难以加工处理大偏离量非球面元件中频误差的问题,本发明提供一种高陡度大偏离量非球面元件主动平滑方法及工具。
5.为解决现有技术问题,本发明目的是通过计算构建元件与磨盘加工过程中的不吻合度函数模型,描述加工过程中的不吻合度变化趋势,为主动平滑技术提供理论支撑,并针对不吻合度的变化情况做出平滑过方案设计,以及对主动平滑工具的变形控制策略制定,并设计相应的主动平滑工具结构。
6.为达成所述目的,本发明第一方面提供一种高陡度大偏离量非球面元件主动平滑方法,所述主动平滑方法包括以下步骤:步骤s1: 计算所述元件与磨盘加工过程中的不吻合度变化曲线,通过不吻合度变化曲线分析元件和磨盘加工过程中的不吻合度变化分布趋势,表示所述元件与磨盘在加工过程中的不吻合度变化曲线的公式构造如下:
其中为非球面元件在不同位置处的曲率半径,d为磨盘的口径,rl为磨盘的半径,为磨盘边缘点和磨盘圆心的高度差,v=y(x) rl rl*sinθ为磨盘的参数方程表达式,其中θ=
‑
α,,为非球面元件的曲线方程式,为顶点曲率,r0为顶点曲率半径,k为二次系数或称圆锥系数,x表示对应口径处在坐标系中的位置,y表示对应口径处元件的矢高;根据该方程组计算磨盘和元件的不吻合度。其中,非球面元件表面曲率处处不同,在不同点处与磨盘的接触方式也不同,因此采用分段函数的形式表达接触关系。
7.根据上述公式绘制出不吻合度曲线,得出加工过程中元件与磨盘之间的不吻合度分布情况;步骤s2:以元件的顶点为圆心,沿着矢高方向,设定固定数值g,从元件顶点处的圆心到元件边缘,围绕所述矢高方向上的各圆心,在元件表面建立以g为间距的一个个圆形环带,以此作为平滑加工路径;步骤s3: 在每个环带处计算当前位置所述元件的曲率半径r;步骤s4: 对磨盘进行变形,进而将磨盘面形变换至具有相应的所述步骤s3中的所述曲率半径r;步骤s5: 用机床驱动变形后的磨盘在所述元件表面当前环带上进行平滑加工,机床驱动磨盘绕所述环带上的圆心公转的同时磨盘自身进行自转,以及从元件顶点处到元件边缘处进行平移,从而对元件表面的中频误差实现平滑抑制。
[0008][0008][0008][0008][0008][0008]8.为达成所述目的,本发明提供如下高陡度大偏离量非球面元件主动平滑工具,该主动平滑工具包括连接件1、磨盘2、连接轴3、驱动电机4、驱动轴5;所述磨盘2为可受力变形磨盘,其上表面中心设置有磨盘主轴6,其上表面边缘部分设置有打孔,所述连接件1通过所述打孔装配在所述磨盘2上;所述连接轴3为一具有侧壁打孔和上下底面打孔的圆柱体,其通过所述侧壁打孔与所述连接件1装配,通过所述上下底面打孔嵌套在磨盘主
轴6上,且可沿磨盘主轴6上下活动;所述驱动轴5将磨盘2与驱动电机4连接,驱动电机4内壁缠绕有通电线圈8,永磁磁铁7设置在所述通电线圈8内部,且其两端固定有电机轴9,所述驱动轴5上下两端分别与电机轴9和连接轴3连接,当通电线圈8通电时,永磁磁铁7带动电机轴9运动,电机轴9运动带动驱动轴5位移,进而通过连接轴3将驱动力传递到所述连接件1,由此连接件1对磨盘2施加力并使其面形发生形变。通过改变磨盘的面形曲率,使其实时适应被加工元件面形。所述磨盘为圆盘。
[0009]
本发明针对大偏离量非球面元件的加工提出主动变形结构设计,以降低在加工过程中磨盘与元件之间的不吻合度,提高加工后元件面形质量。
[0010]
进一步的,所述连接件1为十二个,且等间距安装在磨盘2上,连接件为金属材质的刚性连接件。
[0011]
进一步的,所述驱动轴5有两部分,一部分与所述连接轴3连接用于传递驱动力,另一部分与所述电机轴9连接。
[0012]
进一步的,所述磨盘2面形的变形为通过驱动电机4对磨盘上的连接件1施加力实现,其中根据计算出的所述元件加工位置处的曲率参数,通过改变磨盘2边缘力矩大小的方式改变磨盘面形,从而使磨盘下表面始终与所述元件表面匹配。
[0013]
所述驱动电机为一动磁型音圈电机,其内壁缠绕可通电线圈,内部为一固定在电机轴上的可活动永磁磁铁。
[0014]
本发明的优势表现在:1)构建了元件与磨盘在加工过程中的不吻合度变化模型,反应加工过程中不吻合度在元件表面的变化趋势。
[0015]
2)设计出从元件顶点到边缘以等间距建立环带,根据环带位置处的元件曲率主动改变磨盘面形以适应元件表面的平滑方案。
[0016]
3)通过十二个连接件,能够以改变边缘力矩大小的方式精确控制磨盘面形变化,使其面形变换到相应的曲率。
[0017]
4)采用音圈电机作为驱动,可以精准对磨盘进行微小精确的变换控制。
[0018]
5)通过主动平滑方案,能够对有高陡度大偏离量的非球面元件进行加工。
[0019]
6)采用计算机数控方式进行主动平滑,比被动平滑技术具有更确定的平滑效果和对面形的匹配效果。
附图说明
[0020]
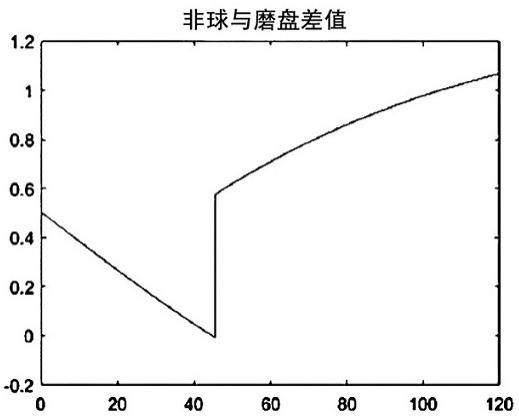
图1是本发明实例中高陡度大偏离量非球面元件与磨盘加工过程中的不吻合度趋势曲线图;图中,原点为元件顶点,纵坐标为不吻合度值,横坐标为元件的半径方向;图2是本发明实例中的高陡度大偏离量非球面元件与磨盘加工过程中不吻合度趋势在整个平面上的分布图;图3是高陡度大偏离量非球面元件在与磨盘加工过程中随表面曲率变化而变化的接触情况,其中将磨盘抽象为一球形模型;图4是本发明实例中的高陡度大偏离量非球面元件的曲率变化曲线与图1的不吻合度趋势曲线图在同一图中绘制的对比图;图5
‑
1和图5
‑
2分别是本发明的总体结构等轴图及正视图;
图6是为本发明的磨盘结构等轴视图;图7是为本发明的磨盘结构的正视图;图8是为本发明的磨盘结构俯视示意图;图9
‑
1、图9
‑
2和图9
‑
3分别是为本发明的驱动电机结构等轴视图,正视图及其剖面内部结构图。
[0021]
附图标记:1、连接件;2、磨盘;3、连接轴;4、驱动电机;5、驱动轴;6、主轴;7、永磁磁铁;8、通电线圈;9、电机轴。
具体实施方式
[0022]
为使本发明的目的、技术方案和优点更加清楚明白,以下结合具体实施案例,并参照附图,对本发明进一步详细说明。
[0023]
本实例中待加工的高陡度大偏离量非球面元件的参数为口径φ=240mm,顶点曲率r0=629.33mm,二次曲面常数k=
‑
33.1;磨盘为口径d=30mm,半径为rl=800mm。
[0024]
如图1所示为本发明实例中高陡度大偏离量非球面元件与磨盘加工过程中不吻合度趋势变化图,该模型反映当磨盘曲率固定时,在加工高陡度大偏离量非球面元件时,由于非球面元件表面曲率时刻变化,且不同曲率半径时磨盘与元件之间的接触情况也不同,所以不吻合度的函数为分段函数,从曲线中也可看出不吻合度是先降低直到高陡度大偏离量非球面元件r与磨盘rl相等时为临界点,不吻合度值最低趋近于0。
[0025]
如图2所示为本发明实例中高陡度大偏离量非球面元件与磨盘加工过程中不吻合度在整个元件表面上的分布图,该图从平面维度展示高陡度大偏离量非球面元件与磨盘加工过程中的不吻合度分布趋势模型。
[0026]
如图3所示,将磨盘抽象成一球形模型,则在磨盘加工高陡度大偏离量非球面元件时,在不同曲率位置处的接触情况不同,则不吻合度的计算方法也不同;当rl>r时,磨盘与元件为边缘接触,不吻合区域为磨盘底部到元件表面;当rl=r时,为不吻合度临界点,此时理论上不吻合度为0,磨盘完全匹配面形;当rl<r时,磨盘底部与元件表面接触,不吻合区域为磨盘边缘到元件表面。
[0027]
如图4将本发明实例中高陡度大偏离量非球面元件的曲率
‑
半径对应曲线图与所构建的加工过程不吻合度趋势曲线绘出,可看到不吻合度值接近0的临界点与非球面元件r=rl的点接近。
[0028]
根据上述分析,大偏离量非球面元件与磨盘在加工过程中的不吻合度为一分段函数,其不吻合度值临界点为当磨盘曲率与元件曲率一致时,磨盘与元件面形匹配度最高,不吻合度最低,依此分析设计高陡度大偏离量非球面元件主动平滑工具及方法。其主要方法步骤如下:步骤s1: 计算出元件与磨盘加工过程中的不吻合度曲线,通过不吻合度变化曲线分析元件和磨盘加工过程中的不吻合度变化分布趋势,磨盘与元件在加工过程中的不吻合度情况构建出不吻合度曲线公式:
其中为非球面元件在不同位置处的曲率,d为磨盘的口径,rl为磨盘的半径,为磨盘边缘点和磨盘圆心的高度差,v=y(x) rl rl*sinθ为磨盘的参数方程表达式,其中θ=
‑
α,,为非球面元件的曲线方程式。根据该方程组计算磨盘和元件的不吻合度。其中,非球面元件表面曲率处处不同,在不同点处与磨盘的接触方式也不同,因此采用分段函数的形式表达接触关系。根据该不吻合度函数绘制出不吻合度曲线,得出加工过程中元件与磨盘之间的不吻合度分布情况;步骤s2: 以元件的顶点为圆心,沿着矢高方向,设定固定数值g,从元件顶点处的圆心到元件边缘,围绕所述高度方向上的各圆心,在元件表面建立以g为间距的一个个圆形环带,以此作为平滑加工路径;步骤s3: 在每个环带处计算当前位置元件的曲率半径r;步骤s4: 将主动平滑工具的磨盘面形变换至相应的曲率r;步骤s5: 用机床驱动变形后的磨盘在元件表面当前环带上进行平滑加工,机床驱动磨盘绕圆心在环带上公转的同时磨盘自身进行自转,从顶点处加工到边缘处平移,对元件表面的中频误差进行平滑抑制;如图5
‑
1至图9
‑
3所示,本发明提供一种高陡度大偏离量非球面元件主动平滑工具,包括连接件1、磨盘2、连接轴3、驱动电机4、驱动轴5、主轴6、永磁磁铁7、通电线圈8、电机轴9;所述磨盘基底2可受力变形,与十二个连接件1组装;所述连接件1与连接轴3安装,连接轴3在驱动电机4的驱动下在磨盘主轴6上做上下运动;所述连接轴3与驱动轴5装配;驱动轴5与驱动电机4连接获得驱动力。在驱动电机的驱动下,将驱动力通过连接件1传递到磨盘2,实现磨盘面形的改变,通过改变磨盘的面形曲率,使其实时适应被加工元件面形。
[0029]
所述磨盘2可受力改变面形。所述连接件1为十二个,且等间距安装在磨盘2上,连接件1为金属材质的刚性连接件。所述连接轴3嵌套在磨盘主轴6上可做上下位移运动。所述驱动轴5,其有两个部分,一部分与连接轴3连接用于传递驱动力,另一部分与电机轴9连接。所述驱动电机4为动磁型音圈电机,其内壁缠绕可通电线圈8,内部为一固定在电机轴上的可活动永磁磁铁7。
[0030]
本发明实例中高陡度大偏离量非球面元件主动平滑工具其磨盘面形的变形控制策略为通过驱动电机对磨盘上的连接件施加力,根据计算出的加工位置处的参数发出指令,以改变边缘力矩大小的方式改变磨盘面形,从而使磨盘表面始终与高陡度大偏离量非球面元件表面匹配。
[0031]
本发明针对高陡度大偏离量非球面元件提出主动平滑工具及方法,以降低在加工过程中磨盘与元件之间的不吻合度,提高加工后元件面形质量。
[0032]
以上所述,仅是本发明的较佳设计及步骤而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳设计及步骤如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

