1.本实用新型涉及到铸造技术领域,具体涉及到一种用于高温合金铸件浇注成型的浇注系统。
背景技术:
2.近净形熔模精密铸造是一种少(无)切削的特种铸造方法。铸件的工作面无需机械加工或只进行局部打磨,即可达到类似抛光铸件的尺寸精度和表面粗糙度。它是通过严格的工艺设计、使用精密制造的模具工装、优质模料、铸型材料、优质的合金材料在专用的工艺装备上进行浇注和凝固结晶以及对铸件成形过程中各工艺环节和工艺因素的严格控制,获得高尺寸精度和低表面粗糙度,使用性能满足设计要求的铸件。它是精密高效的cad/cam/cae技术、材料学、冶金物理与化学、环境与装备保障、精密成形控制、表征与无损检测等多学科交叉的综合技术。
3.在各种超合金材料中,镍基高温合金的组织结构非常稳定,具有较高的高温强度,良好的抗氧化和抗燃气腐蚀性能,良好的疲劳性能、断裂韧性等综合性能。超合金材料近净形熔模精密铸造技术,主要针对航空航天动力系统热端部件,如涡轮叶片、整体叶盘、导向器、机匣类铸件等;也有超合金材料用于制造汽油机或柴油机上的高温零件,如增压器涡轮、排气阀门、预点火室、喷油嘴、废气净化器紧固螺栓等。这些零件的铸造成型均需要使用到浇注系统,浇注系统的好坏会对铸件充型、凝固等带来直接影响,特别是对于金属液中的浮渣、金属液进入浇注系统时的裹气、卷气问题需要专门控制,以提高铸件合格率和工艺出品率。
技术实现要素:
4.本实用新型的目的是针对现有技术存在的问题,提供一种用于高温合金铸件浇注成型的浇注系统。
5.为实现上述目的,本实用新型采用的技术方案是:
6.一种用于高温合金铸件浇注成型的浇注系统,包括直浇道,所述直浇道的下方连通有横浇道,所述直浇道的上方设有浇口杯,所述浇口杯包括一体式的侧壁和底板,其中一对侧壁之间设有距离可调的挡渣板,所述挡渣板的下端面与所述底板之间预留有间距,所述挡渣板将所述浇口杯分为挡渣区和浇注区;所述浇注区设有凸台,所述凸台中设有浇注入口,所述浇注入口的内壁设有若干竖向卡合条;所述浇注入口内安装有过滤板,所述过滤板的四周设有与所述竖向卡合条一一配合的卡槽;所述过滤板的下方设有所述直浇道,所述直浇道的上端面抵接所述过滤板的底面;所述直浇道的下端正对所述横浇道的内壁处设有耐火垫片。
7.本浇注系统结构简单、布置合理,能够有效的阻挡熔融金属液中的渣子,避免浮渣随金属液流动而进入浇道,在所述过滤板的进一步过滤作用下,金属液更加纯净,整个浇注系统的挡渣和过滤性能较好,降低了高温合金铸件的夹渣类缺陷;而且能够缓和浇注时金
属液的冲击力和紊流,使得金属液进入浇注入口和浇注系统时比较缓和,减少气体的卷入,降低铸件气孔类缺陷;从整体上提高高温合金的铸件合格率和工艺出品率。
8.所述竖向卡合条和所述卡槽的配合设置,能够有效的限制所述过滤板的周向位移,当金属液进入时,在金属液的冲击下所述过滤板不会产生位移,减少与浇注入口的摩擦,避免了摩擦产生的废渣随金属液进入浇注管道内。
9.所述挡渣板设置为可拆卸的,易于独立安装和取下,在制作浇口杯时,便于所述浇口杯一体成型,随后再装上所述挡渣板;可调节的设置,使得所述间距能够灵活调整,根据浇注量、浇注铸件的类型适当调整所述间距,从而能够调控金属液的流量和流速。
10.所述耐火垫片的设置,能够减少金属液从上方冲入时对横浇道内壁的冲击,有利于保护横浇道。
11.进一步的,所述凸台的高度大于所述间距的高度,所述凸台横跨所述浇注区并形成凸起的一层结构,所述凸台靠近所述挡渣板一侧的边缘、以及与所述底板之间均为弧形过渡;所述凸台的中部设置所述浇注入口。
12.这样的结构使得金属液有一个缓冲和向上溢流的动作,一方面有利于将浮渣阻挡在所述挡渣区的一侧,另一方面能够让金属液平稳的进入所述浇注入口。
13.进一步的,所述浇注入口的上部为喇叭口状,所述浇注入口的下部为圆形或方形台阶结构,所述台阶结构内卡合所述过滤板,所述台阶结构的内壁设置所述竖向卡合条。
14.喇叭口状的设置使得浇口杯中的金属液进入耐火管前有收紧集中的作用,以集中金属液并能够让金属液压住所述过滤板,使得所述过滤板轻易不会上浮。
15.进一步的,方形的所述台阶结构的每个侧壁设置3~5道所述竖向卡合条;或者,圆形的所述台阶结构的内壁对称的设置至少3道所述竖向卡合条。
16.进一步的,所述浇口杯的一对侧壁上开设有滑槽,所述挡渣板的两侧分别设置在所述滑槽内;所述滑槽的底部还分别设有一对活块,所述活块的一端抵接所述底板、另一端抵接所述挡渣板的底部。
17.一对所述活块能够根据需要进行更换,不同高度的活块能够形成不同高度的间距;为了便于滑动和脱模,所述挡渣板和所述滑槽可以设置一定的斜度。
18.进一步的,所述挡渣板设置在靠近所述浇注入口的一侧,所述挡渣区的体积大于所述浇注区的体积。使得金属液在浇注时优先在所述挡渣区停留一下然后进入所述浇注区,减少金属液的湍流或紊流。
19.进一步的,位于所述挡渣区内的所述底板设有弧形倾斜的坡度,所述坡度所在的底板上嵌设有耐火砖;所述底板上在所述耐火砖之外的区域、所述侧壁、所述凸台和所述挡渣板上均涂覆有耐火涂料层。
20.所述耐火砖的设置能够承受金属液浇入时的冲击力,而且这块区域不用再涂刷涂料了,也能够减少金属液直接冲刷涂层造成涂层脱离而形成的渣子;其它地方均涂覆涂料能够提高耐火度;通常所述浇口杯为砂型结构。
21.进一步的,所述直浇道、所述横浇道均由多段耐火管拼接而成,所述耐火垫片的耐火度和冲击强度大于所述耐火管。
22.进一步的,所述横浇道通过内浇道连接浇注型腔,所述浇注型腔上远离所述内浇道的一侧设有冒口,所述冒口上部外漏的部分套设有保温套。
23.所述冒口的设置一方面能够排气,另一方面能够形成补缩和保温的效果,能够降低高温合金铸件的缩孔、缩松缺陷。
24.进一步的,所述横浇道为纵横的枝状分布或者中心对称的辐射状设置。根据铸件产品的不同选择不同类型的横浇道布置结构。
25.与现有技术相比,本实用新型的有益效果是:1、本浇注系统结构简单、布置合理,能够有效的阻挡熔融金属液中的渣子,避免浮渣随金属液流动而进入浇道,在所述过滤板的进一步过滤作用下,金属液更加纯净,整个浇注系统的挡渣和过滤性能较好,降低了高温合金铸件的夹渣类缺陷;2、本浇注系统能够缓和浇注时金属液的冲击力和紊流,使得金属液进入浇注入口和浇注系统时比较缓和,减少气体的卷入,降低铸件气孔类缺陷,配合冒口的设置,从整体上提高了高温合金的铸件合格率和工艺出品率;3、所述竖向卡合条和所述卡槽的配合设置,能够有效的限制所述过滤板的周向位移,当金属液进入时,在金属液的冲击下所述过滤板不会产生位移,减少与浇注入口的摩擦,避免了摩擦产生的废渣随金属液进入浇注管道内;4、所述挡渣板设置为可拆卸的,易于独立安装和取下;可调节的设置,使得所述间距能够灵活调整,根据浇注量、浇注铸件的类型适当调整所述间距,从而能够调控金属液的流量和流速。
附图说明
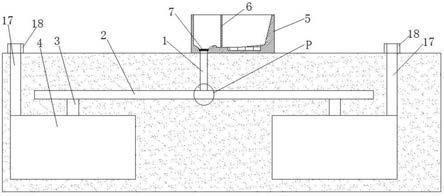
26.图1为本实用新型一种用于高温合金铸件浇注成型的浇注系统的整体示意图;
27.图2为图1中p处放大示意图;
28.图3为本实用新型一种用于高温合金铸件浇注成型的的浇口杯结构示意图;
29.图4为图3中a
‑
a截面结构示意图;
30.图5为图4中b
‑
b截面结构示意图;
31.图6为图3中d
‑
d截面结构示意图;
32.图7为图6中c
‑
c截面结构示意图;
33.图中:1、直浇道;2、横浇道;3、内浇道;4、浇注型腔;5、浇口杯;501、底板;502、侧壁;503、挡渣区;504、浇注区;6、挡渣板;7、过滤板;701、卡槽;8、间距;9、凸台;10、浇注入口;11、竖向卡合条;12、坡度;13、耐火砖;14、活块;15、滑槽;16、耐火垫片;17、冒口;18、保温套。
具体实施方式
34.下面将结合本实用新型中的附图,对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动条件下所获得的所有其它实施例,都属于本实用新型保护的范围。
35.在本实用新型的描述中,需要说明的是,术语“中间”、“上”、“下”、“左”、“右”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
36.如图1~图5所示,一种用于高温合金铸件浇注成型的浇注系统,包括直浇道1,所述直浇道1的下方连通有横浇道2,所述直浇道1的上方设有浇口杯5,所述浇口杯5包括一体式的侧壁502和底板501,其中一对侧壁502之间设有距离可调的挡渣板6,所述挡渣板6的下端面与所述底板501之间预留有间距8,所述挡渣板6将所述浇口杯5分为挡渣区503和浇注区504,金属液从所述挡渣区503的上方浇入;所述浇注区504设有凸台9,所述凸台9中设有浇注入口10,所述浇注入口10的内壁设有若干竖向卡合条11;所述浇注入口10内安装有过滤板7,所述过滤板7的四周设有与所述竖向卡合条11一一配合的卡槽701;所述过滤板7的下方设有所述直浇道1,所述直浇道1的上端面抵接所述过滤板7的底面;所述直浇道1的下端正对所述横浇道2的内壁处设有耐火垫片16。
37.本浇注系统结构简单、布置合理,能够有效的阻挡熔融金属液中的渣子,避免浮渣随金属液流动而进入浇道,在所述过滤板7的进一步过滤作用下,金属液更加纯净,整个浇注系统的挡渣和过滤性能较好,降低了高温合金铸件的夹渣类缺陷;而且能够缓和浇注时金属液的冲击力和紊流,使得金属液进入浇注入口和浇注系统时比较缓和,减少气体的卷入,降低铸件气孔类缺陷;从整体上提高高温合金的铸件合格率和工艺出品率。
38.所述竖向卡合条11和所述卡槽701的配合设置,能够有效的限制所述过滤板7的周向位移,当金属液进入时,在金属液的冲击下所述过滤板不会产生位移,减少与浇注入口的摩擦,避免了摩擦产生的废渣随金属液进入浇注管道内。
39.所述挡渣板6设置为可拆卸的,易于独立安装和取下,在制作浇口杯时,便于所述浇口杯5一体成型,随后再装上所述挡渣板6;可调节的设置,使得所述间距8能够灵活调整,根据浇注量、浇注铸件的类型适当调整所述间距8,从而能够调控金属液的流量和流速。
40.所述耐火垫片16的设置,能够减少金属液从上方冲入时对横浇道2内壁的冲击,有利于保护横浇道2。
41.进一步的,所述凸台9的高度大于所述间距8的高度,所述凸台9横跨所述浇注区504(平行于所述挡渣板6所在平面)并形成凸起的一层结构,所述凸台9靠近所述挡渣板6一侧的边缘、以及与所述底板501之间均为弧形过渡;所述凸台9的中部设置所述浇注入口10。
42.这样的结构使得金属液有一个缓冲和向上溢流的动作,一方面有利于将浮渣阻挡在所述挡渣区503的一侧,另一方面能够让金属液平稳的进入所述浇注入口10。
43.进一步的,所述浇注入口10的上部为喇叭口状,所述浇注入口10的下部为方形台阶结构,所述台阶结构内卡合所述过滤板7,所述台阶结构的内壁设置所述竖向卡合条11。
44.喇叭口状的设置使得浇口杯5中的金属液进入所述直浇道1前有收紧集中的作用,以集中金属液并能够让金属液压住所述过滤板7,使得所述过滤板7轻易不会上浮。
45.进一步的,结合图4和图5所示,方形的所述台阶结构的每个侧壁设置三道所述竖向卡合条11。
46.进一步的,结合图6和图7所示,所述浇口杯5的一对侧壁上开设有滑槽15,所述挡渣板6的两侧分别设置在所述滑槽15内;所述滑槽15的底部还分别设有一对活块14,所述活块14的一端抵接所述底板501、另一端抵接所述挡渣板6的底部。
47.一对所述活块14能够根据需要进行更换,不同高度的活块14能够形成不同高度的间距;为了便于滑动和脱模,所述挡渣板6和所述滑槽15可以设置一定的斜度。
48.进一步的,所述挡渣板6设置在靠近所述浇注入口10的一侧,使所述挡渣区503的
体积大于所述浇注区504的体积。使得金属液在浇注时优先在所述挡渣区503缓冲和停留一下然后进入所述浇注区504,减少金属液的湍流或紊流。
49.进一步的,所述挡渣板6的下端部为弧形结构,靠近所述挡渣区503一侧的弧度大于靠近所述浇注区504一侧的弧度,这样有利于金属液的流动。
50.进一步的,位于所述挡渣区503内的所述底板501设有弧形倾斜的坡度12,所述坡度12所在的底板501上嵌设有耐火砖13;所述底板501上在所述耐火砖13之外的区域、所述侧壁502、所述凸台9和所述挡渣板6上均涂覆有耐火涂料层。
51.所述耐火砖13的设置能够承受金属液浇入时的冲击力,而且这块区域不用再涂刷涂料了,也能够减少金属液直接冲刷涂层造成涂层脱离而形成的渣子;其它地方均涂覆涂料能够提高耐火度;通常所述浇口杯为砂型结构。
52.进一步的,所述直浇道1、所述横浇道2均由多段耐火管拼接而成,所述耐火垫片16的耐火度和冲击强度均大于所述耐火管。
53.进一步的,所述横浇道2通过内浇道3连接浇注型腔4,所述浇注型腔4上远离所述内浇道3的一侧设有冒口17,所述冒口17上部外漏的部分套设有保温套18。
54.所述冒口17的设置一方面能够排气,另一方面能够形成补缩和保温的效果,能够降低高温合金铸件的缩孔、缩松缺陷。进一步的,所述横浇道2为纵横的枝状分布设置,能够同时对多个铸件进行浇注。
55.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

