1.本实用新型属于铸造模具技术领域,尤其涉及一种炉门框铸造模具。
背景技术:
2.炉门框属于焦化炉的主要配件之一,炉门框两侧分别设计有一排安装孔(矩形或椭圆孔)结构,铸造时需利用砂芯铸出,且孔间距、对中尺寸及直线度尺寸公差要求非常严格。由于现有炉门框铸造工艺存在设计缺陷,导致产品尺寸铸造精度差。
3.目前,现有炉门框两侧安装孔的铸造方式为:在炉门框模具上对应安装孔的位置安装芯头,造型后砂型在对应芯头位置呈现出凹坑的形式;然后操作者再单独制作与安装孔相匹配的砂芯,利用粘结剂将砂芯粘结到砂型的凹坑内。由于此种操作方法因仅靠芯头定位,且砂芯为细高条形(宽30mm,长60mm,高约200mm),粘接过程中芯易向不同的方向偏斜,导致砂芯长度方向尺寸、宽度对中尺寸、单侧直线度出现偏差,最大偏差可达3
‑
5mm;且由于砂芯是手工粘结,粘结间隙不固定,工序繁琐,砂芯尺寸需要反复测量,粘芯及粘芯后芯尺寸测量过程繁琐,占用较长的操作时间,劳动效率低下。同时,砂芯采用树脂砂制作,而树脂砂芯本身尺寸精度不高,耐火度低,易发生粘砂现象,后期清理难度非常大。
技术实现要素:
4.本实用新型提供一种炉门框铸造模具,旨在解决现有技术中炉门框两侧安装孔铸造精度差、工作效率低的技术问题。
5.为解决上述技术问题,本实用新型所采取的技术方案是:
6.一种炉门框铸造模具,包括底座、模具本体和砂箱,所述模具本体设置于底座上,所述砂箱设置于模具本体上,且砂箱四周通过定位组件与底座连接定位;所述砂箱上均布设有漏砂孔,用于向模具本体内漏砂造型;所述模具本体的两侧设有与炉门框上安装孔相对应的砂芯定位孔,所述砂芯通过定位结构嵌装于砂芯定位孔内,所述砂芯为覆膜砂芯。
7.优选的,所述砂芯包括芯头和芯体,所述芯体设置于砂芯定位孔内、且与砂芯定位孔间隙配合,所述芯头设置于砂芯定位孔的一端、且置于模具本体的外侧,用于造型时外部包裹树脂砂;所述芯头朝向砂箱一侧,所述芯体的末端与底座底部抵接。
8.优选的,所述芯头和芯体由覆膜砂一体成型。
9.优选的,所述芯头的截面为上大下小的梯形结构,所述芯头的小端与芯体相连。
10.优选的,所述芯头与芯体的交界处设有连接部,所述连接部的尺寸介于芯头的小端尺寸与芯体的外形尺寸之间。
11.优选的,所述定位结构包括上定位块和下定位块,所述上定位块设置于砂芯定位孔的上端孔口外侧,所述下定位块设置于砂芯定位孔的下端孔口内侧;所述上定位块设置于连接部的外侧。
12.优选的,所述定位组件包括定位销及用于与定位销配合的安装定位孔,所述定位销设置于底座的边缘,所述安装定位孔设置于砂箱的边缘,所述砂箱边缘上的安装定位孔
与定位销一一对应。
13.优选的,所述定位销的直径为φ40mm。
14.优选的,所述砂箱的两侧设有吊把,所述吊把通过钢丝绳与吊装设备相连。
15.优选的,所述底座的两侧设有吊环。
16.采用上述技术方案所产生的有益效果在于: 与现有技术相比,本实用新型通过在模具本体的两侧预先加工砂芯定位孔,方便造型前将砂芯预先安装在砂芯定位孔内,同时砂芯选用覆膜砂芯,具有尺寸精度高、强度高的优点,能够提高安装孔的铸造精度;利用定位组件将底座与砂箱连接定位,确保后期起模过程中砂箱不晃动,借助定位组件能够实现砂箱相对模具本体的垂直起模。利用本实用新型能够在造型过程中将砂芯直接固定在砂型上,无需后期粘结砂型,简化了造型工艺,提高了工作效率及铸造精度。
附图说明
17.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
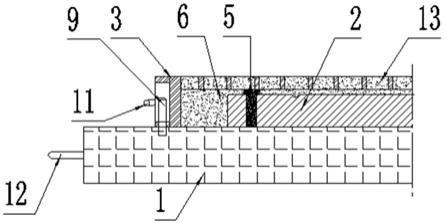
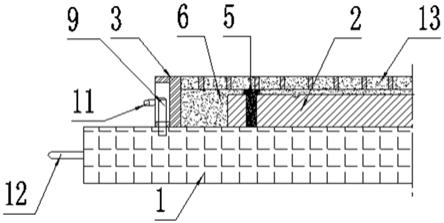
18.图1是本实用新型实施例提供的一种炉门框铸造模具的局部结构示意图;
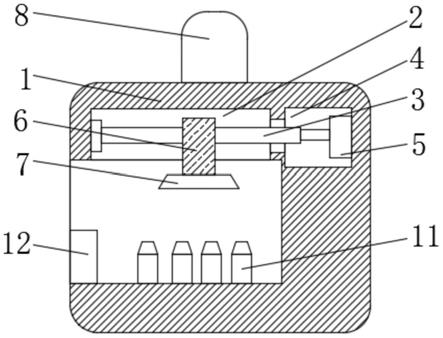
19.图2是图1中砂芯在模具本体内的安装示意图;
20.图3是本实用新型中模具本体在底座上的安装俯视图;
21.图4是本实用新型中砂箱吊起后翻转180
°
后的俯视图;
22.图中:1
‑
底座,2
‑
模具本体,3
‑
砂箱,4
‑
砂芯定位孔,5
‑
砂芯,51
‑
芯头,52
‑
芯体,53
‑
连接板;6
‑
树脂砂,7
‑
上定位块,8
‑
下定位块,9
‑
定位销,10
‑
安装定位孔,11
‑
吊把,12
‑
吊环,13
‑
漏砂孔。
具体实施方式
23.下面结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.请参见图1
‑
3,本实用新型提供的一种炉门框铸造模具,包括底座1、模具本体2和砂箱3,所述砂箱3设置于底座1与模具本体2之间,所述砂箱3上均布设有漏砂孔13,用于向模具本体内漏砂造型;所述底座1与砂箱3通过定位组件连接定位,借助定位组件能够实现砂箱相对模具本体的垂直起模,确保后期起模过程中砂箱不晃动;所述模具本体2的两侧设有与炉门框上安装孔相对应的砂芯定位孔4,所述砂芯5通过定位结构嵌装于砂芯定位孔4内,所述砂芯5为覆膜砂芯。覆膜砂芯具有尺寸精度高、耐高温、强度高、无需刷涂等优点,解决了砂芯强度低、尺寸精度低、安装炉门框安装孔内粘砂的问题,提高炉门框安装孔的铸造精度。
25.在本实用新型的一个具体实施例中,如图2所示,所述砂芯5包括芯头51和芯体52,所述芯体52设置于砂芯定位孔4内、且与砂芯定位孔4间隙配合,所述芯头51设置于砂芯定位孔4的一端、且置于模具本体2的外侧;所述芯头51朝向砂箱3一侧,所述芯体52的末端与底座1底部抵接。将预制好的砂芯5插入模具本体2的砂芯定位孔4后,再将砂箱3扣于模具本体2上,将树脂砂从砂箱3的漏砂孔向模具本体2内注入,流砂舂实进行造型,在造型过程中
树脂砂6会包裹在芯头51的外部,实现砂芯5与树脂砂造型的固定。
26.具体制作时,所述芯头51和芯体52由覆膜砂一体成型。如图2所示,芯头51的截面采用上大下小的梯形结构,所述芯头51的小端与芯体52相连。同时,在芯头51与芯体52的交界处设有连接部53,所述连接部53的尺寸介于芯头51的小端尺寸与芯体52的外形尺寸之间。采用该结构能够确保芯头与树脂砂造型的连接固定,该芯头具有一定斜度,在造型时树脂砂将芯头包裹,待树脂砂硬化后,起吊砂箱进行起模,树脂砂造型连带砂芯5随砂箱3一体起出,砂箱翻转180
°
后如图4所示,后序即可向树脂砂造型的型腔内浇注铁水进行铸造。该砂芯的精度可依靠模具本体的精度来保证,有效提高下芯精度。同时,芯体52与砂芯定位孔4间隙配合,确保在起模过程中砂芯与砂芯定位孔之间有活动空间,避免起模过程中砂芯折断。
27.进一步优化上述技术方案,如图2所示,所述定位结构包括上定位块7和下定位块8,所述上定位块7设置于砂芯定位孔4的上端孔口外侧,所述下定位块8设置于砂芯定位孔4的下端孔口内侧;所述上定位块7设置于连接部53的外侧。采用该结构可确保砂芯安装位置的准确性。造型前,将砂芯插入模具本体的砂芯定位孔内即可。
28.在本实用新型的一个具体实施例中,如图1、3、4所示,所述定位组件包括定位销9及用于与定位销9配合的安装定位孔10,所述定位销9设置于底座1的边缘,所述安装定位孔10设置于砂箱3的边缘,所述砂箱3边缘上的安装定位孔10与定位销9一一对应。其中,所述定位销9的直径为φ40mm,也可以根据实际需要选择定位销的直径。通过在砂箱3边缘对应位置配钻安装定位孔10,扣箱时将定位销9插入砂箱3对应的安装定位孔10内,起吊砂箱3时依靠定位销9的导向作用实现垂直起模,保证起吊过程中砂箱不晃动。
29.进一步优化上述技术方案,如图4所示,所述砂箱3的两侧设有吊把11,所述吊把11通过钢丝绳与吊装设备相连。起吊砂箱3前,可将钢丝绳套于吊把上,再通过起重机等吊装设备将砂箱3缓慢吊起,模具本体2遗留在底座1上,方便进行下一次造型。如图3所示,针对大型铸件,可在底座1的两侧设有吊环12,方便利用吊装设备对底座进行吊装就位。
30.本实用新型的应用过程如下:
31.造型前,首先利用覆膜砂按照砂芯尺寸预制砂芯5;然后,将预制好的砂芯5插入模具本体2两侧的砂芯定位孔4内。利用覆膜砂制作的砂芯强度高、尺寸精度高,孔内不粘砂,同时利用模具本体的精度来提高砂芯的定位精度,提高了炉门框安装孔的铸造精度。
32.将砂箱3扣合与模具本体2及底座1上并固定,利用漏砂孔流砂舂实进行造型,造型过程中树脂砂将外露的芯头51包裹住,实现砂芯5在树脂砂6造型中的固定。
33.砂箱3通过定位销9与底座1相连,待树脂砂硬化后,利用吊装设备起吊砂箱3,砂箱3借助与定位销9的导向作用来实现垂直起模,进一步确保砂芯5在树脂砂6造型上的相对位置精度。
34.本实用新型相比现有技术具有以下优点:
35.①
砂芯对中尺寸精度由2
‑
3mm提高到1mm以内;
②
两侧砂芯直线度由3
‑
5mm提高到1.5mm以内;
③
长度方向尺寸误差由3
‑
5mm提高到2mm以内;
④
减去了手工粘结芯及粘芯后芯尺寸的测量工序,提高了生产效率。
36.综上所述,本实用新型具有结构简单、铸造精度高、工作效率高的优点,通过本实用新型能够保证炉门框的砂芯尺寸精度,同时减少下芯工序的劳动量,通过模具本体上的
砂芯定位孔及上下定位块的尺寸精度、相对位置精度来保证砂型上砂芯的尺寸精度、相应位置精度,最终保证炉门框产品上安装孔的长度间距尺寸、对中尺寸及直线度尺寸精度。
37.在以上描述中阐述的很多具体细节在为了便于充分理解本实用新型,但是本实用新型还可以采用其它方式来实施,并不局限于上述描述。本领域技术人员可以在不违背本实用新型内涵的情况下做类似推广,因此本实用新型不受上述公开的具体实施例的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。