技术特征:
1.用于制备支架类铸件的铝合金,其特征在于,按质量百分比计,包括以下组分:si:8.5%
‑
11.5%;mg:0.45%
‑
0.55%;mn:0.35%
‑
0.6%;ti:0.06%
‑
0.12%;sr:0.015%
‑
0.025%;cr:0.05%
‑
0.15%;zr:0.06%
‑
0.15%;镧铈混合稀土:0.08%
‑
0.12%;fe≤0.10%;cu≤0.005%;zn≤0.005%,ni≤0.01%;不可避免的杂质元素≤0.1%;余量为al。2.根据权利要求1所述的用于制备支架类铸件的铝合金,其特征在于,按质量百分比计,包括以下组分:si:9.5%;mg:0.45%;mn:0.45%;ti:0.1%;sr:0.02%;cr:0.15%;zr:0.08%;镧铈混合稀土:0.08%;fe≤0.10%;cu≤0.005%;zn≤0.005%;ni≤0.01%;不可避免的杂质元素≤0.1%;余量为al。3.根据权利要求1所述的用于制备支架类铸件的铝合金,其特征在于,按质量百分比计,包括以下组分:si:10.5%;mg:0.45%;mn:0.5%;ti:0.08%;sr:0.02%;cr:0.08%;zr:0.08%;镧铈混合稀土:0.08%;fe≤0.10%;cu≤0.005%;zn≤0.005%,ni≤0.01%;不可避免的杂质元素≤0.1%;余量为al。4.权利要求1
‑
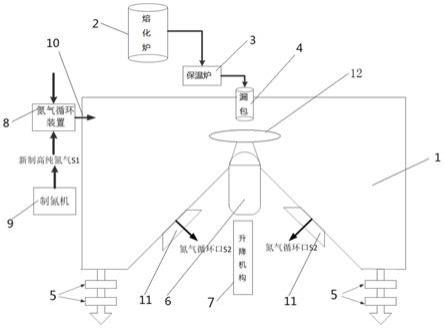
3任一项所述用于制备支架类铸件的铝合金的成形方法,其特征在于,包括以下步骤:按照各组分向熔化炉中加入原料进行熔化,得到铝合金熔体;对所述铝合金熔体进行除气、打渣、降温处理;对模具进行预热,待上模和下模合模后,将处理后的铝合金熔体从升液管自下往上浇入上模和下模的型腔内;待铝合金熔体充满型腔后,使中心挤压柱下行直至封闭内浇口完成充型过程,待保温炉内的气体泄压后,使中心挤压柱继续下行挤压内浇口,待铝合金熔体凝固成型后脱模;将脱模后得到的铸件进行热处理,即得到铝合金支架类铸件本体。5.根据权利要求4所述的用于制备支架类铸件的铝合金的成形方法,其特征在于,所述中心挤压柱包括中心挤压柱上端和中心挤压柱下端,所述中心挤压柱上端的直径大于中心挤压柱下端的直径,所述中心挤压柱下端的尺寸与内浇口的尺寸相适配。6.根据权利要求5所述的用于制备支架类铸件的铝合金的成形方法,其特征在于,所述中心挤压柱上端与中心挤压柱下端的连接过渡区为斜度25
‑
40
°
的斜面。7.根据权利要求4所述的用于制备支架类铸件的铝合金的成形方法,其特征在于,所述中心挤压柱的挤压压力为30
‑
80mpa。8.根据权利要求4所述的用于制备支架类铸件的铝合金的成形方法,其特征在于,所述原料的熔化温度为720
‑
740℃。9.根据权利要求4所述的用于制备支架类铸件的铝合金的成形方法,其特征在于,所述模具的预热温度为150
‑
280℃。10.根据权利要求4所述的用于制备支架类铸件的铝合金的成形方法,其特征在于,所述保温炉内的炉温为650
‑
720℃。
技术总结
本申请涉及材料成形技术领域,特别涉及一种用于制备支架类铸件的铝合金及其成形方法。按质量百分比计,本申请提供的铝合金包括以下组分:Si:8.5%
技术研发人员:袁海波 雷健 李楠 曾令贤 魏啟金 何胜元
受保护的技术使用者:东风商用车有限公司
技术研发日:2021.07.30
技术公布日:2021/11/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。