1.本实用新型属于连铸切割技术领域,特别涉及一种自动控制气体汇流装置。
背景技术:
2.在钢铁行业连铸生产作业过程中,切割的连续性和可靠性是影响连铸生产效率和产品质量的重要因素,通常情况下,连铸火焰切割是同时对多条生产线进行批量生产切割,这就要求切割用燃气必须持续、稳定、可靠的供应。如果氢氧燃气供应不足、不稳定,不仅严重影响切割速度,还严重影响钢材质量,导致切断面不平整、挂渣多, 增加钢铁损耗,增加事故切割频率。
3.目前现有氢氧燃气供应装置虽然同时对多条生产线进行氢氧燃气供应,但无法随时切换备用机供气,如果设备发生故障,在故障设备维修期间无法正常进行氢氧燃气供应,造成误工,导致不必要的经济损失。
技术实现要素:
4.针对上述问题,本实用新型的目的是提供一种自动控制气体汇流装置,通过设置分支管路,以实现随时切换备用机供气,保证连铸切割作业正常进行。
5.本实用新型的技术方案在于:一种自动控制气体汇流装置,包括多条供气主管路、安装在所述供气主管路上的若干供气备用支路和排污管路,其中:
6.所述供气主管路包括依次连接的输入控制段管路、中间控制段管路、输出段管路,所述的输入控制段管路依次设有输入端、主路球阀ⅰ、主路单向阀,所述的中间控制段管路设有主路球阀ⅱ,所述的输出段管路设有输出端;所述的输入端与产气设备连接,所述的输出端与连铸切割装置供气管路连接;
7.所述供气备用支路包括自动控制阀门支路与手动控制阀门支路,所述自动控制阀门支路包括依次连接的支路输入控制段管路、支路中间自动控制段管路、支路输出段管路,所述的支路输出段管路与所述输出段管路相连,所述支路输入控制段管路依次设有备用支路输入端、若干备用支路球阀,所述支路中间自动控制段管路设有备用支路自动控制阀、备用支路单向阀;所述手动控制阀门支路包括依次连接的与所述自动控制阀门支路共用的支路输入控制段管路、支路中间手动控制段管路、手动支路输出段管路,所述的手动支路输出段管路与所述输出段管路相连,所述支路中间手动控制段管路设有若干支路间球阀以及手动支路球阀;
8.所述排污管路与所述输出段管路连接,所述排污管路设有排污管路球阀。
9.所述的输入控制段管路与所述输出段管路平行设置,所述的输入控制段管路与水平面成倾斜角度设置。
10.所述的输入控制段管路与所述输出段管路平行设置,所述的输入控制段管路与水平面成90
°
角度设置。
11.所述中间控制段管路与水平面平行设置。
12.所述供气主管路设置有主路检修支路,所述主路检修支路一端与所述输入端、所述主路球阀ⅰ之间的管路相连,一端与所述输出段管路相连,所述主路检修支路上设有主路检修球阀。
13.所述供气主管路为1路,所述供气备用支路为3路,其中,自动控制阀门支路2路、手动控制阀门支路1路,所述备用支路输入端包括第一备用支路输入端、第二备用支路输入端,所述备用支路球阀包括第一备用支路球阀ⅰ、第一备用支路球阀ⅱ、第二备用支路球阀ⅰ、第二备用支路球阀ⅱ,所述备用支路自动控制阀包括第一备用支路自动控制阀、第二备用支路自动控制阀,所述备用支路单向阀包括第一备用支路单向阀、第二备用支路单向阀,所述支路间球阀为支路间球阀ⅰ。
14.所述自动控制阀门支路为2路,第一自动控制阀门支路包括依次连接的第一支路输入控制段管路、第一支路中间自动控制段管路、第一支路输出段管路,所述的第一支路输出段管路与所述输出段管路相连,所述第一支路输入控制段管路依次设有第一备用支路输入端、第一备用支路球阀ⅰ、第一备用支路球阀ⅱ,所述第一支路中间自动控制段管路设有第一备用支路自动控制阀,第一备用支路单向阀;所述第二自动控制阀门支路包括依次连接的第二支路输入控制段管路、第二支路中间自动控制段管路、第二支路输出段管路,所述的第二支路输出段管路与所述输出段管路相连,所述第二支路输入控制段管路依次设有第二备用支路输入端、第二备用支路球阀ⅰ、第二备用支路球阀ⅱ,所述第二支路中间自动控制段管路设有第二备用支路自动控制阀、第二备用支路单向阀;所述第一支路输出段管路与所述第二支路输出段管路共用支路间球阀ⅱ。
15.所述第一支路输入控制段管路与所述第二支路输入控制段管路平行设置,所述第一支路输入控制段管路与水平面成倾斜角度设置。
16.所述第一支路输入控制段管路与所述第二支路输入控制段管路平行设置,所述第一支路输入控制段管路与水平面成90
°
角度设置。
17.所述支路中间手动控制段管路设有支路间球阀ⅰ和手动支路球阀,所述支路间球阀ⅰ一端与所述的第二备用支路球阀ⅰ、第二备用支路球阀ⅱ之间管道连接,一端与所述的第一备用支路球阀ⅰ、第一备用支路球阀ⅱ之间管道相连;所述的手动支路球阀一端与所述的第一备用支路球阀ⅰ、第一备用支路球阀ⅱ之间管道相连,一端与所述输出段管路相连。
18.所述备用支路自动控制阀是电磁控制阀、气动控制阀、液动控制阀。
19.本实用新型的技术效果在于:1、本实用新型通过设置多条供气备用支路,供气备用支路包括自动控制阀门支路与手动控制阀门支路,自动控制阀门支路采用电磁阀控制,当供气设备出现故障时,可实现快速切换供气备用支路,保证连铸切割作业正常进行;2、本实用新型专门设置排污管路,用于排放气体中携带的水蒸气,从而降低水蒸气凝结对汇流装置稳定运行的不良影响。
20.以下将结合附图进行进一步的说明。
附图说明
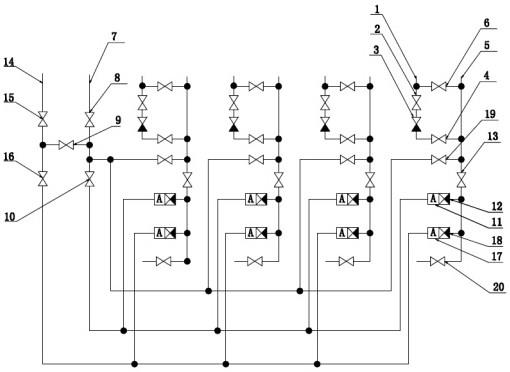
21.图1为本实用新型一种自动控制气体汇流装置示意图。
22.附图标记:1
‑
输入端,2
‑
主路球阀ⅰ,3
‑
主路单向阀,4
‑
主路球阀ⅱ,5
‑
输出端,6
‑
主路检修球阀,7
‑
第一备用支路输入端,8
‑
第一备用支路球阀ⅰ,9
‑
支路间球阀ⅰ,10
‑
第一备用
支路球阀ⅱ,11
‑
第一备用支路自动控制阀,12
‑
第一备用支路单向阀,13
‑
支路间球阀ⅱ, 14
‑
第二备用支路输入端,15
‑
第二备用支路球阀ⅰ,16
‑
第二备用支路球阀ⅱ,17
‑
第二备用支路自动控制阀,18
‑
第二备用支路单向阀,19
‑
手动支路球阀,20
‑
排污管路球阀。
具体实施方式
23.实施例1
24.为了克服现有氢氧燃气供应装置无法随时切换备用机供气,在设备发生故障维修期间无法正常进行氢氧燃气供应的问题,本实用新型提供了如图1所示的一种自动控制气体汇流装置,本实用新型通过设置多条供气备用支路,供气备用支路包括自动控制阀门支路与手动控制阀门支路,自动控制阀门支路采用自动控制阀控制,当供气设备出现故障时, 可实现快速切换供气备用支路,保证连铸切割作业正常进行。
25.如图1所示,一种自动控制气体汇流装置,包括多条供气主管路、安装在所述供气主管路上的若干供气备用支路和排污管路,其中:
26.所述供气主管路包括依次连接的输入控制段管路、中间控制段管路、输出段管路,所述的输入控制段管路依次设有输入端1、主路球阀ⅰ2、主路单向阀3,所述的中间控制段管路设有主路球阀ⅱ4,所述的输出段管路设有输出端5;所述的输入端1与产气设备连接,所述的输出端5与连铸切割装置供气管路连接;
27.所述供气备用支路包括自动控制阀门支路与手动控制阀门支路,所述自动控制阀门支路包括依次连接的支路输入控制段管路、支路中间自动控制段管路、支路输出段管路,所述的支路输出段管路与所述输出段管路相连,所述支路输入控制段管路依次设有备用支路输入端、若干备用支路球阀,所述支路中间自动控制段管路设有备用支路自动控制阀、备用支路单向阀;所述手动控制阀门支路包括依次连接的与所述自动控制阀门支路共用的支路输入控制段管路、支路中间手动控制段管路、手动支路输出段管路,所述的手动支路输出段管路与所述输出段管路相连,所述支路中间手动控制段管路设有若干支路间球阀以及手动支路球阀;
28.所述排污管路与所述输出段管路连接,所述排污管路设有排污管路球阀20。
29.本实用新型通过与所述输出段管路相连的若干供气备用支路,所述供气备用支路包括自动控制阀门支路与手动控制阀门支路,所述自动控制阀门支路包括备用支路输入端、若干备用支路球阀、备用支路自动控制阀;自动控制阀门支路采用自动控制阀控制,当供气设备出现故障时,可实现快速切换供气备用支路,保证连铸切割作业正常进行。
30.实施例2
31.优选的,在实施例1的基础上,本实施例中,所述的输入控制段管路与所述输出段管路平行设置,所述的输入控制段管路与水平面成倾斜角度设置。
32.实际使用中,所述的输入控制段管路与所述输出段管路平行设置,所述的输入控制段管路与水平面成倾斜角度设置。可以保证氢氧燃气中的携带的水蒸气,在排出过程中凝结后直接流到与所述输出段管路连接的排污管路,从而降低水蒸气凝结对汇流装置稳定运行的不良影响。
33.优选的,在实施例1的基础上,本实施例中,所述的输入控制段管路与所述输出段管路平行设置,所述的输入控制段管路与水平面成90
°
角度设置。所述中间控制段管路与水
平面平行设置。
34.实际使用中,所述的输入控制段管路与所述输出段管路平行设置,所述的输入控制段管路与水平面成90
°
角度设置。不仅可以保证氢氧燃气中的携带的水蒸气,在排出过程中凝结后直接流到与所述输出段管路连接的排污管路,从而降低水蒸气凝结对汇流装置稳定运行的不良影响,成90
°
设置的管道可以大大降低整个装置的占地面积。
35.优选的,在实施例1的基础上,本实施例中,所述供气主管路设置有主路检修支路,所述主路检修支路一端与所述输入端1、所述主路球阀ⅰ2之间的管路相连,一端与所述输出段管路相连,所述主路检修支路上设有主路检修球阀6。
36.实际使用中,所述主路检修支路一端与所述输入端1、所述主路球阀ⅰ2之间的管路相连,一端与所述输出段管路相连,所述主路检修支路上设有主路检修球阀6。当主路单向阀3出现故障时,打开主路检修球阀6,即可正常供气,同时可以检修主路单向阀3。
37.优选的,在实施例1的基础上,本实施例中,所述供气主管路为1路,所述供气备用支路为3路,其中,自动控制阀门支路2路、手动控制阀门支路1路,所述备用支路输入端包括第一备用支路输入端7、第二备用支路输入端14,所述备用支路球阀包括第一备用支路球阀ⅰ8、第一备用支路球阀ⅱ10、第二备用支路球阀ⅰ15、第二备用支路球阀ⅱ16,所述备用支路自动控制阀包括第一备用支路自动控制阀11、第二备用支路自动控制阀17,所述备用支路单向阀包括第一备用支路单向阀12、第二备用支路单向阀18,所述支路间球阀为支路间球阀ⅰ9,所述手动支路球阀为手动支路球阀19。所述自动控制阀门支路为2路,所述自动控制阀门支路至少为两路,第一自动控制阀门支路包括依次连接的第一支路输入控制段管路、第一支路中间自动控制段管路、第一支路输出段管路,所述的第一支路输出段管路与所述输出段管路相连,所述第一支路输入控制段管路依次设有第一备用支路输入端7、第一备用支路球阀ⅰ8、第一备用支路球阀ⅱ10,所述第一支路中间自动控制段管路设有第一备用支路自动控制阀11,第一备用支路单向阀12;所述第二自动控制阀门支路包括依次连接的第二支路输入控制段管路、第二支路中间自动控制段管路、第二支路输出段管路,所述的第二支路输出段管路与所述输出段管路相连,所述第二支路输入控制段管路依次设有第二备用支路输入端14、第二备用支路球阀ⅰ15、第二备用支路球阀ⅱ16,所述第二支路中间自动控制段管路设有第二备用支路自动控制阀17、第二备用支路单向阀18;所述第一支路输出段管路与所述第二支路输出段管路共用支路间球阀ⅱ13。
38.实际使用中,当供气设备出现故障不能供气时,第二备用支路自动控制阀17接收到plc的控制信号后打开,使第二备用支路与主路输出端5连通,保证正常供气。当供气设备中多台故障时,第二备用支路自动控制阀17 与第一备用支路自动控制阀11 同时接收信号, 第二备用支路输入端 14 连接第二备用支路球阀ⅰ15、第二备用支路球阀
ⅱꢀ
16 和输出端 5,提供备用气。同时,第一备用支路输入端7连接第一备用支路球阀ⅰ8、第一备用支路球阀ⅱ10和输出端5提供备用气。
39.优选的,在实施例1的基础上,本实施例中,所述第一支路输入控制段管路与所述第二支路输入控制段管路平行设置,所述第一支路输入控制段管路与水平面成倾斜角度设置。所述第一支路输入控制段管路与所述第二支路输入控制段管路平行设置,所述第一支路输入控制段管路与水平面成90
°
角度设置。
40.实际使用中,所述第一支路输入控制段管路与所述第二支路输入控制段管路平行
设置,所述第一支路输入控制段管路与水平面成90
°
设置的管道可以大大降低整个装置的占地面积。
41.优选的,在实施例1的基础上,本实施例中,所述支路中间手动控制段管路设有支路间球阀ⅰ9和手动支路球阀19,所述支路间球阀ⅰ9一端与所述的第二备用支路球阀ⅰ15、第二备用支路球阀ⅱ16之间管道连接,一端所述的第一备用支路球阀ⅰ8、第一备用支路球阀ⅱ10之间管道相连;所述的手动支路球阀19一端与所述的第一备用支路球阀ⅰ8、第一备用支路球阀ⅱ10之间管道相连,一端与所述输出段管路相连。。
42.实际使用中,当供气设备出现故障并且第二备用支路自动控制阀17故障时,可手动打开备用支路的支路间球阀ⅰ9和手动支路球阀19,使备用支路与主路输出端5连通,保证正常供气。当第一备用支路自动控制阀11故障时,第一备用支路输入端7连接第一备用支路球阀ⅰ8、手动支路球阀19给输出端5供气。
43.一种自动控制气体汇流装置的使用方法,具体过程如下:
44.s1:将连铸切割氢氧气体汇流装置的输入端1与产气设备连接,输出端5与连铸切割装置供气管路连接;
45.s2:产气设备正常工作且主路单向阀3无故障时,产气设备产出的气体从汇流排主路输入端1进入,依次经过主路球阀ⅰ2、主路单向阀3、主路球阀ⅱ4,再从主路输出端5输出提供连铸切割用气,排污管路通过排污管路球阀20排除气体凝结水;
46.s3:当供气设备出现故障时,所述供气备用支路供气;具体包括:
47.s31:当供气设备出现故障不能供气时,第二备用支路自动控制阀17接收到plc的控制信号后打开,使第二备用支路与主路输出端5连通,保证正常供气;如果输出端5气压要去不高,第二备用支路可以同时为多条主路输出端供气;
48.s32:当供气设备中多台故障时,输出端供气不足时,第二备用支路自动控制阀17与第一备用支路自动控制阀11同时接收信号,第二备用支路输入端14连接第二备用支路球阀ⅰ15、第二备用支路球阀ⅱ16和输出端5,提供备用气;同时,第一备用支路输入端7连接第一备用支路球阀ⅰ8、第一备用支路球阀
ⅱꢀ
10 和输出端5提供备用气;
49.s33:当供气设备出现故障并且第二备用支路自动控制阀17故障时,第一备用支路自动控制阀11接收到plc的控制信号后打开,使第一备用支路与主路输出端5连通,保证正常供气;如果输出端5气压要求不高,第一备用支路可以同时为多条主路输出端供气;
50.s34:当供气设备出现故障并且第二备用支路自动控制阀17与第一备用支路自动控制阀11故障时,可手动打开备用支路的支路间球阀ⅰ9和手动支路球阀19,使备用支路与主路输出端5连通,保证正常供气。
51.当供气设备正常,主路单向阀3出现故障时,关闭所述主路球阀ⅰ2,打开主路检修球阀6,即可正常供气,同时可以检修主路单向阀3。
52.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

