1.本发明属于炼钢技术领域,尤其涉及一种在线判断连铸机二冷喷嘴变形及堵塞的方法。
背景技术:
2.炼钢主要包括初炼炉工序、精炼工序及连铸工序,其中连铸工序是钢液由液态向固态转变的工序。钢液由钢包经长水口流入中间包,再经浸入式水口流入结晶器,生成8
‑
15mm厚度坯壳后,在拉矫机的牵引下进入二冷区,经二冷区喷嘴喷水冷却及空冷凝固后形成铸坯。连铸机二冷区喷嘴喷水冷却效果直接影响铸坯表面及内部质量。
3.连铸机生产过程中,由于二冷区铸坯温度高及二冷水水质波动等因素,易出现喷嘴变形、堵塞等异常情况,造成铸坯质量稳定性差,并影响钢产量。二冷区喷嘴变形、堵塞会导致铸坯表面冷却不均匀,温度差异增大,铸坯内部热应力增加易形成中间裂纹等缺陷。
4.现阶段,钢铁企业主要是在连铸机停止浇钢后,采用由检修人员进入二冷室通过肉眼观察的方法,判断喷嘴是否变形及堵塞。若连铸机喷嘴无变形及堵塞,工作正常时,该方法中检修人员进入二冷室依次观察喷嘴状态,检查速度慢、时间长,占用连铸机浇钢时间,影响钢产量,且二冷室作业环境恶劣,人员工作强度大,存在不安全因素等。该方法无法在线判断连铸机二冷喷嘴变形及堵塞。
技术实现要素:
5.本发明的目的在于提供一种在线判断连铸机二冷喷嘴变形及堵塞的方法,以克服现有技术中的不足。
6.为实现上述目的,本发明提供如下技术方案:一种在线判断连铸机二冷喷嘴变形及堵塞的方法,包括
7.步骤1:安装红外热成像仪,所述红外热成像仪安装于连铸机空冷区弧形段的连铸坯上方,所述红外热成像仪与连铸机弧形段切线成90
°
角;
8.步骤2:绘制标准温度曲线,当连铸机二冷区喷嘴无变形及堵塞时,所述红外热热成像仪检测连铸坯宽面同一水平线位置温度,绘制标准温度—位置曲线;
9.步骤3:绘制实时温度曲线,连铸机生产过程中,所述红外热热成像仪检测连铸坯宽面同一水平线位置温度,绘制实测温度—位置曲线;
10.步骤4:判断二冷喷嘴变形及堵塞,对比标准温度—位置曲线与实测温度—位置曲,若在某一位置处温度偏差≥10℃,则连铸机二冷喷嘴发生变形及堵塞。
11.优选的,所述步骤1中,所述红外热成像仪安装于连铸坯上方2
‑
5m处。
12.优选的,所述连铸坯断面宽度140
‑
530mm。
13.优选的,所述步骤2和步骤3中,所述红外热成像仪测定铸坯宽面表面同一水平线位置温度,测温点间距为5
‑
10mm。
14.与现有技术相比,本技术的一种在线判断连铸机二冷喷嘴变形及堵塞的方法利用
在连铸坯料上方安装的红外热成像仪,实时监测铸坯表面同一位置温度;通过对比连铸坯表面温度与位置的标准曲线与实测曲线在线判断二冷区喷嘴是否变形及堵塞;本技术的方法操作简单,大大降低了人工劳动强度,提升了铸坯质量。
附图说明
15.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
16.图1为本发明具体实施例的一种在线判断连铸机二冷喷嘴变形及堵塞的方法红外热成像仪在连铸机中的安装位置示意图;
17.图2为本发明具体实施例1的一种在线判断连铸机二冷喷嘴变形及堵塞的方法的是温度位置曲线对比图;
18.图3为本发明具体实施例2的一种在线判断连铸机二冷喷嘴变形及堵塞的方法的是温度位置曲线对比图。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行详细的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.为了解决目前无法在线判断喷嘴状态的问题,本发明提供一种在线判断连铸机二冷喷嘴变形及堵塞的方法,在连铸机坯料上方安装红外热成像仪,利用红外热成像仪实时监测铸坯宽面表面同一水平线位置温度,通过对比温度差异,判断连铸机二冷喷嘴是否变形及堵塞,在线判断连铸机二冷喷嘴变形及堵塞方法包括:
21.1)连铸机二冷区喷嘴无变形及堵塞时,利用红外热成像仪监测铸坯宽面同一水平线位置温度,绘制标准温度——位置曲线,即t
标准i
‑
s
i
曲线,t
标准i
、s
i
为铸坯宽面表面同一水平线位置第i个点的标准温度、第i个点的位置坐标,i为1、2、3
……
,n
‑
1,n(n为≥2的整数)。
22.2)连铸机生产过程中,利用红外热成像仪实时监测铸坯宽面同一水平线位置温度,绘制实测温度——位置曲线,即t
实测i
‑
s
i
曲线,t
实测i
、s
i
为铸坯宽面表面同一水平线位置第i个点的实测温度、第i个点的位置坐标,i为1、2、3
……
,n
‑
1,n(n为≥2的整数)。
23.3)对比连铸过程中,红外热成像仪实时监测温度——位置曲线t
实测i
‑
s
i
与标准温度——位置曲线t
标准i
‑
s
i
之间的温度差异值,判断二冷区喷嘴是否变形及堵塞。
24.优选的,结合图1所示所述红外热成像仪安装于连铸机弧形段空冷区,与连铸机弧形段切线成90
°
角,坯料上方高度h=2
‑
5m位置,其安装高度与铸坯断面宽度正相关。
25.优选的,所述铸坯断面宽度140
‑
530mm。
26.优选的,所述红外热成像仪测定铸坯宽面表面同一水平线位置温度,测温点间距为5
‑
10mm。
27.优选的,所述红外热成像仪测定s
i
位置温度,若t
标准i
与t
实测i
偏差≥10℃,则说明连
铸机二冷区喷嘴变形或堵塞。连铸停浇时,应对二冷区喷嘴进行检修维护,保证坯料质量。
28.优选的,所述t
标准i
与t
实测i
为相同钢种红外热成像仪测定铸坯宽面表面同一水平线位置s
i
点的温度。
29.实施例1
30.钢种swrh82b,使用410mm
×
530mm大方坯连铸机进行生产,钢水经结晶器进入二冷区形成一定坯壳厚度的连铸坯,运用本技术的在线判断连铸机二冷喷嘴变形及堵塞的方法,对二冷区喷嘴状态进行判断。具体包括:
31.(1)按照图1所示,红外热成像仪安装于连铸机弧形段空冷区坯料上方高度h=5m位置,与连铸机弧形段切线成90
°
角,测定铸坯宽面同一水平线位置温度。
32.(2)设定swrh82b连铸工艺参数,在连铸机二冷区喷嘴正常时,开始浇钢生产,利用红外热成像仪测定铸坯宽面同一水平线位置温度,温度位置点间隔10mm,绘制铸坯宽面同一水平线位置标准温度——位置曲线t
标准i
‑
s
i
图,i取1、2、3
……
54。
33.(3)在后续swrh82b生产时,利用红外热成像仪实时测定铸坯宽面同一水平线位置温度,温度位置点间隔10mm,绘制铸坯表面实时监测温度——位置曲线t
实测i
‑
s
i
,并与最初生成的标准温度——位置曲线t
标准i
‑
s
i
图作对比,i取1、2、3
……
54。
34.(4)结合图2所示,对比s
i
位置温度,若t
标准i
与t
实测i
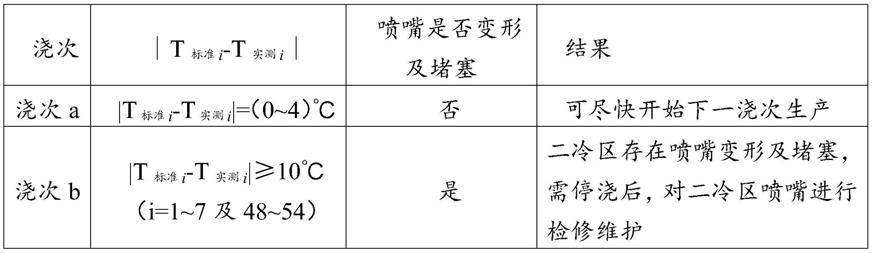
偏差≥10℃,则说明连铸机二冷区喷嘴发生变形或堵塞。连铸停浇时,应对二冷区喷嘴进行检修维护。反之,无需进行喷嘴检查维护,可尽快开始下一浇次生产。本实施例的检测结果祥见表1。
35.表1喷嘴状态及结果
[0036][0037]
实施例2
[0038]
钢种70,使用140mm
×
140mm大方坯连铸机进行生产,钢水经结晶器进入二冷区形成一定坯壳厚度的连铸坯,运用本技术的在线判断连铸机二冷喷嘴变形及堵塞的方法,对二冷区喷嘴状态进行判断。具体包括:
[0039]
(1)按照图1所示,红外热成像仪安装于连铸机弧形段空冷区坯料上方高度h=2m位置,与连铸机弧形段切线成90
°
角,测定铸坯宽面同一水平线位置温度。
[0040]
(2)设定70钢连铸工艺参数,在连铸机二冷区喷嘴正常时,开始浇钢生产,利用红外热成像仪测定铸坯宽面同一水平线位置温度,温度位置点间隔5mm,绘制铸坯宽面同一水平线位置标准温度——位置曲线t
标准i
‑
s
i
图,i取1、2、3
……
29。
[0041]
(3)在后续70钢生产时,利用红外热成像仪实时测定铸坯宽面同一水平线位置温度,温度位置点间隔5mm,绘制铸坯表面实时监测温度——位置曲线t
实测i
‑
s
i
,并与最初生成的标准温度——位置曲线t
标准i
‑
s
i
图作对比,i取1、2、3
……
29。
[0042]
(4)结合图3所示,对比s
i
位置温度,若t
标准i
与t
实测i
偏差≥10℃,则说明连铸机二冷
区喷嘴发生变形或堵塞。连铸停浇时,应对二冷区喷嘴进行检修维护。反之,无需进行喷嘴检查维护,可尽快开始下一浇次生产。本实施例的检测结果祥见表2
[0043]
表2喷嘴状态及结果
[0044][0045]
综上所述,本技术的一种在线判断连铸机二冷喷嘴变形及堵塞的方法利用在连铸坯料上方安装的红外热成像仪,实时监测铸坯表面同一位置温度;通过对比连铸坯表面温度与位置的标准曲线与实测曲线在线判断二冷区喷嘴是否变形及堵塞;本技术的方法操作简单,大大降低了人工劳动强度,提升了铸坯质量。
[0046]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0047]
以上仅是本技术的具体实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本技术的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

