1.本发明涉及高炉耐火材料砌筑技术领域,尤其涉及一种高炉碳砖精确砌筑的方法。
背景技术:
2.高炉是用钢板作炉壳,壳内砌耐火砖内衬。由于高炉炼铁技术经济指标良好,工艺简单,生产量大,劳动生产效率高,能耗低等优点,故这种方法生产的铁占世界铁总产量的绝大部分。
3.随着钢铁技术的不断进步,现代高炉朝着大型化、高效化和长寿化方向发展。为了适应高炉大型化、高效化和长寿化方向发展,近年碳砖产品的加工精度显著提高,进而对砌筑精度的要求极高,碳砖砖缝要求≤0.5mm,铁口区域砖缝≤0.3mm,炉缸半径误差
±
10mm,为了高炉内衬长寿化砌筑要求需要在施工过程中采用新的砌筑施工方法。
4.提高炉底找平层的平整精度成为目前丞待解决的问题,现阶段碳砖施工找平层标高误差0~
‑
2mm。急需提高碳砖铲平研磨精度,急需碳砖精确砌筑新技术来达到碳砖的高精度砌筑要求。
技术实现要素:
5.为了克服现有技术的不足,本发明提供一种高炉碳砖精确砌筑的方法,提高了高炉碳砖砌筑精度,达到碳砖砖缝≤0.5mm,铁口区域砖缝≤0.3mm,炉缸半径误差
±
10mm,保证采用高质碳砖的长寿命设计理念的实现。
6.为了达到上述目的,本发明采用以下技术方案实现:
7.一种高炉碳砖精确砌筑的方法,具体包括:
8.1)提高炉底找平层标高误差精度
9.将炉底找平层标尺钢板标高误差提高至0~
‑
0.5mm,找平标尺钢板加工精度提高至设备级,从制作到安装允许误差不超过0.5mm。
10.炉底找平层标尺钢板的固定方式采用可调式螺栓固定,在找平标尺钢板上加工标高调节长孔,连接件固接在炉底钢板上,螺栓固接在连接件上,找平标尺钢板与连接件通过标高调节长孔及螺栓连接。
11.2)采用干法洁净砌筑
12.由于高炉碳砖具有很高的表面平整精度,可以满足碳砖的干法砌筑,同时由于碳砖高温工况膨胀,所以选择干法洁净砌筑,砖缝不涂刷碳油。同时为了便于砌筑过程中频繁移动碳砖,在碳砖出厂前留设卡具吊装孔,砌筑后用捣料填实。
13.3)采用高炉碳砖精确砌筑方法
14.底层碳砖的平整度≤0.5mm,然后按照先中心后两侧砖号开始下砖,下砖采用尼龙吊装带,短距离挪动及砌筑时用吊装孔专用吊具。
15.按照炉壁上的砖层中心线,先砌筑中心砖列的中心砖,牵线将两条垂直的砖层中
心线与砖上出厂标记中心线对正,中心砖固定好以后在砖列方向向两侧砌筑,边砖先砌筑一层然后固定。中心砖列砌筑完以后可以两侧同时砌筑也可以一侧砌筑,一列一列砌筑不可多列同时起头。
16.边砖先砌筑一层待砌筑完3列左右开始捣与冷却壁间的料,砌筑约90
°
角开始砌筑第二层边砖并捣料。砌筑高炉碳砖要勤检查砖层砌筑中心线与出厂标记中心线,保证每块碳砖位置准确。
17.砌筑时操作要点为:就位、抄平、靠实、验缝。
18.就位:将碳砖吊至砌筑位置放好,检查是否与相邻已砌筑合格的砖有错台,水平及垂直砖缝是否出现“三角缝”,判断出底面误差高矮及部位;
19.抄平:将底面局部高的部位用细砂角磨研磨,局部凹的部位用料粉薄层抄平;
20.靠实:用人力将碳砖接触面靠紧靠实,砌筑几排后打支撑顶紧,直至砖缝合格;
21.验缝:水平砖缝及垂直砖缝≤0.5mm为碳砖砌筑的最直接合格标准。
22.4)提高碳砖铲平研磨精度
23.在炉底满铺碳砖砌筑完及碳素捣打料施工完以后,首先粗找研磨,对碳砖与碳砖间错台、棱角处进行研磨,在相对平整光滑后,在高炉炉底画出网格,分区域用精密水准仪测量60~100点标出与理论标高的标高差。在分好的区域内,首先研磨误差超过 2mm的局部点,再用3m长钢靠尺沿砖列线向前检查,并操作铲平机沿钢靠尺检查的方向做“s”形路线向前移动,边研磨边检查,反复细致,直到区域内表面平整度达到要求为止。研磨铲平后平整度可达到0.1mm,精确砌筑碳砖的砌筑平整度要求为0.5mm。
24.与现有技术相比,本发明的有益效果是:
25.1)本发明将炉底找平层标尺钢板的固定方式由焊接方式改为可调式螺栓固定,此处改进提高了高炉碳砖砌筑基础平面的标高误差精度,炉底找平层标尺钢板标高误差由原来的0~
‑
2mm提高到0~
‑
0.5mm,大大减少了碳砖研磨铲平工作量。
26.2)本发明将打碳油砌筑方式改进为干法洁净砌筑,由于高炉碳砖具有很高的表面平整精度,可以满足碳砖的干法砌筑;而选择干法洁净砌筑,可更好的适应碳砖高温工况膨胀,从而提高砌筑精度。
27.3)本发明为了便于砌筑过程中频繁移动碳砖,在碳砖出厂前留设了卡具吊装孔,在砌筑后用捣料填实,其安全可靠优于真空吸盘吊。
28.4)本发明采用高炉碳砖精确砌筑方法,研磨铲平后平整度可达到0.1mm,精确砌筑碳砖的砌筑平整度为0.5mm。
29.本发明已经应用于实际生产,实现了碳砖的整层平整度误差≦0.5mm,碳砖水平砖缝、垂直砖缝、放射砖缝100%达到≤0.5mm,铁口区域砖缝100%达到≤0.3mm,炉缸半径误差
±
10mm。
附图说明
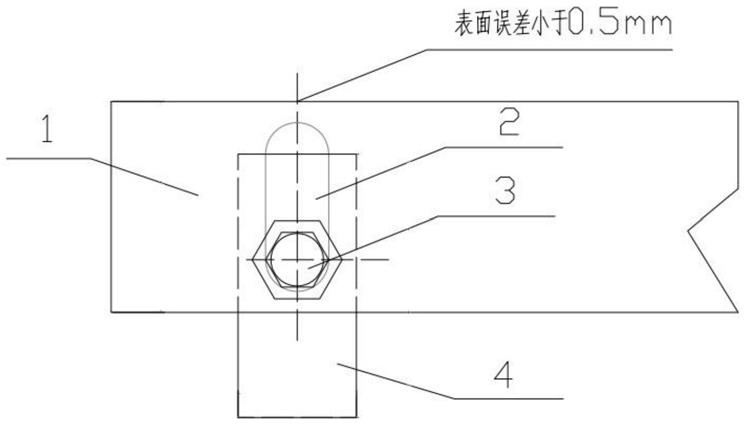
30.图1为本发明可调式螺栓固定结构示意图。
31.图中:1
‑
找平层标尺钢板 2
‑
标高调节行程孔 3
‑
螺栓 4
‑
角钢
具体实施方式
32.下面结合附图对本发明作进一步说明:
33.【实施例】
34.如图1所示,一种高炉碳砖精确砌筑的方法,具体包括:
35.1)提高炉底找平层标高误差精度
36.炉底找平层标尺钢板标高误差由原来的0~
‑
2mm提高到0~
‑
0.5mm,找平标尺钢板上表面加工精度提高到设备级从制作到安装允许误差不超过50道(0.5mm)。
37.将炉底找平层标尺钢板的固定方式由焊接方式改为可调式螺栓固定,将角钢4焊接固定于炉底钢板,螺栓3按图1方式焊接在角钢4上,找平层标尺钢板1在加工时钻孔,竖向加工标高调节行程孔2,安装时用精密水准仪测量标高误差0~
‑
0.5mm为合格用螺栓固定。此处改进提高了高炉碳砖砌筑基础平面的标高误差精度,大大减少了碳砖研磨铲平工作量。
38.2)将原来打碳油砌筑方式改进为干法洁净砌筑
39.由于高炉碳砖具有很高的表面平整精度,可以满足碳砖的干法砌筑,同时由于碳砖高温工况膨胀,所以选择干法洁净砌筑,砖缝不涂刷碳油,从而提高砌筑精度。
40.同时为了便于砌筑过程中频繁移动碳砖,在碳砖出厂前留设了φ35mm卡具吊装孔,在砌筑后用捣料填实,其安全可靠优于真空吸盘吊。
41.3)采用高炉碳砖精确砌筑方法
42.在砌筑高炉碳砖时,底层碳砖的平整度要求必须达到≤0.5mm,然后按照先中心后两侧砖号开始下砖,下砖要用尼龙吊装带,短距离挪动及砌筑时要用吊装孔专用吊具。
43.按照炉壁上的砖层中心线,先砌筑中心砖列的中心砖,牵线将两条垂直的砖层中心线与砖上出厂标记中心线对正,中心砖固定好以后在砖列方向向两侧砌筑,边砖先砌筑一层然后用双向大木楔固定。
44.中心砖列砌筑完以后可以两侧同时砌筑也可以一侧砌筑,一列一列砌筑不可多列同时起头。边砖先砌筑一层待砌筑完3列左右开始捣与冷却壁间的rst 16eco料,砌筑约90
°
角开始砌筑第二层边砖并捣料。
45.砌筑高炉碳砖要勤检查砖层砌筑中心线与出厂标记中心线,保证每块碳砖位置准确,砌筑时操作要点为:就位、抄平、靠实、验缝。
46.就位:将碳砖吊至砌筑位置放好,检查是否与相邻已砌筑合格的砖有错台,水平及垂直砖缝是否出现“三角缝”,判断出底面误差高矮及部位。
47.抄平:底面高矮不平才会产生错台及“三角缝”,将底面局部高的部位用细砂角磨研磨,局部凹的部位用rst 18eco料粉薄层抄平。
48.靠实:用人力将碳砖接触面靠紧靠实,砌筑几排后打支撑顶紧,直至砖缝合格。
49.验缝:砌筑过程操作人员要塞尺不离手随时验缝,水平砖缝及垂直砖缝≤0.5mm是碳砖砌筑的最直接合格标准。
50.4)提高碳砖铲平研磨精度
51.碳砖的铲平研磨和砌筑砖缝控制一样关键,是构造炉衬过程减少气隙、提高炉衬抗铁水侵蚀能力,使高炉长寿命使用的关键环节。在炉底满铺碳砖砌筑完及碳素捣打料施工完以后,首先粗找研磨,对碳砖与碳砖间错台、棱角处进行研磨,在相对平整光滑后,在高
炉炉底画出网格,分区域用精密水准仪测量60~100点标出与理论标高的标高差。在分好的区域内,首先研磨误差超过 2mm的局部点,再用3m长钢靠尺沿砖列线向前检查,并操作铲平机沿钢靠尺检查的方向做“s”形路线向前移动,边研磨边检查,反复细致,直到区域内表面平整度达到要求为止。研磨铲平后平整度可达到0.1mm,精确砌筑碳砖的砌筑平整度要求为0.5mm。
52.本发明已经应用于实际生产,提高了高炉碳砖碳砖砌筑精度,实现了碳砖的整层平整度误差≦0.5mm,碳砖水平砖缝、垂直砖缝、放射砖缝100%达到≤0.5mm,铁口区域砖缝100%达到≤0.3mm,炉缸半径误差
±
10mm。保证采用高质碳砖的长寿命设计理念的实现,满足了高炉向大型化、高效化和长寿化方向发展需求。
53.以上实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于上述的实施例。上述实施例中所用方法如无特别说明均为常规方法。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

