1.本发明主要涉及铝合金领域,具体是一种抗冲击的高强韧铝合金及制备方法。
背景技术:
2.高性能、抗冲击汽车铝合金防撞梁型材用作汽车上的安全部件,具有较高的力学性能、优良的耐腐蚀、可焊、冷弯曲加工等综合性能,并且要求有较好的吸震性能效果。从增大材料的截面惯性矩、提高构件的截面刚度出发,鉴于铝合金具有优良的成形性,防撞梁用铝合金型材的截面形状一般都设计成“口”字形、“日”字形、“目”字形等单孔或多孔型材。不同截面形状的防撞梁型材具有不同的截面惯性矩。研制的防撞梁用铝合金型材,既具有较好的构件刚度,又具有较高的冲击韧性和吸能性能。
3.铝合金的机械性能远低于钢材料,限制了其在许多工业设备和产品上的应用。为了扩大铝合金的应用范围和领域,科研工作对现有的铝合金进行了大量探索研究,尽管许多科研工作对现有铝合金进行了许多改性,但是应用性并不理想。少量稀土元素的添加可以使铝合金铸造组织晶粒得到明显细化,但是铝合金铸造组织中含有较多的组织缺陷如:缩松、缩孔和夹杂物,导致其力学性能较差。通过挤压、锻造、轧制后的变形铝合金与铸造铝合金相比组织更加致密均匀;而且少量稀土元素的添加可以促进热变形过程中的动态再结晶、激活非基面滑移,进而细化晶粒尺寸、弱化基面织构,使铝合金塑性得到提高。目前的高含量稀土铝合金虽然能够改善合金的力学性能,但能同时提高合金强度和塑性的技术工艺并不多见。
技术实现要素:
4.为解决现有技术的不足,本发明提供了一种抗冲击的高强韧铝合金及制备方法,以解决背景技术中提到的问题。
5.本发明为实现上述目的,通过以下技术方案实现:
6.一种抗冲击的高强韧铝合金,由以下质量百分比的物质组成:zn:5.0
‑
7.0 wt.%,mg:1.5
‑
2.5wt.%,cu:0.5
‑
1.5wt.%,y:0.5
‑
3.0wt.%,zr:0.2
‑
0.8 wt.%,不可避免的杂质总量小于等于0.1wt.%,余量为al。
7.一种如权利要求1所述一种抗冲击的高强韧铝合金的制备方法,制备步骤如下:
8.步骤一、首先将工业纯al、纯zn和纯mg加入坩埚中,待工业纯al、纯zn 和纯mg完全熔化后,在溶体温度升高到700℃
‑
720℃时加入al
‑
25wt.%cu、 al
‑
25wt.%y和al
‑
25wt.%zr中间合金;
9.步骤二、待步骤一中原料完全熔化后,通氩气15
‑
30min纯净化处理,并搅拌使其充分混合均匀,然后扒去表面浮渣,保温静置一段时间后浇注到预热后的金属型模具中制备成圆柱形铝合金铸锭;
10.步骤三、圆柱形铝合金铸锭经过高温均质化处理后,在挤压机上经过热挤压剪切成形。
11.优选的,所述工业纯al、纯zn和纯mg放入有气体保护的熔炉中熔化之前,先将熔炉升温至380℃
‑
400℃,待温度稳定后放入工业纯al、纯zn和纯mg,接下来以8℃/min
‑
10℃/min的升温速率升温至670℃
‑
680℃,使铝锭、锌锭、镁锭全部熔化,再以15℃/min
‑
20℃/min的升温速率将温度升至700℃
‑
720℃。
12.优选的,所述的步骤一中在将工业纯al、纯zn和纯mg加入坩埚中前,将坩埚预加热到150℃。
13.优选的,所述的步骤二中浇铸时将模具预热至250
‑
300℃。
14.优选的,所述保温静置的温度为700
‑
720℃,保温静置时间为10
‑
20min。
15.优选的,所述步骤三中圆柱形铝合金铸锭经过450
‑
460℃的高温均质化处理,均质化处理时间为16
‑
24h。
16.优选的,所述热挤压剪切成形的挤压温度为450
‑
470℃,挤压剪切速率为 5m/min
‑
8m/min,挤压剪切压力为3500
‑
4500吨,挤压比为12.25。
17.对比现有技术,本发明的有益效果是:
18.通过上述成分配比和制备工艺制出的铝合金具有良好的抗动态高速冲击载荷性能,该合金室温抗拉强度为582
‑
601mpa,屈服强度为532
‑
561mpa,伸长率为8.6%
‑
9.2%,其性能指标明显优于商用7050合金。
附图说明
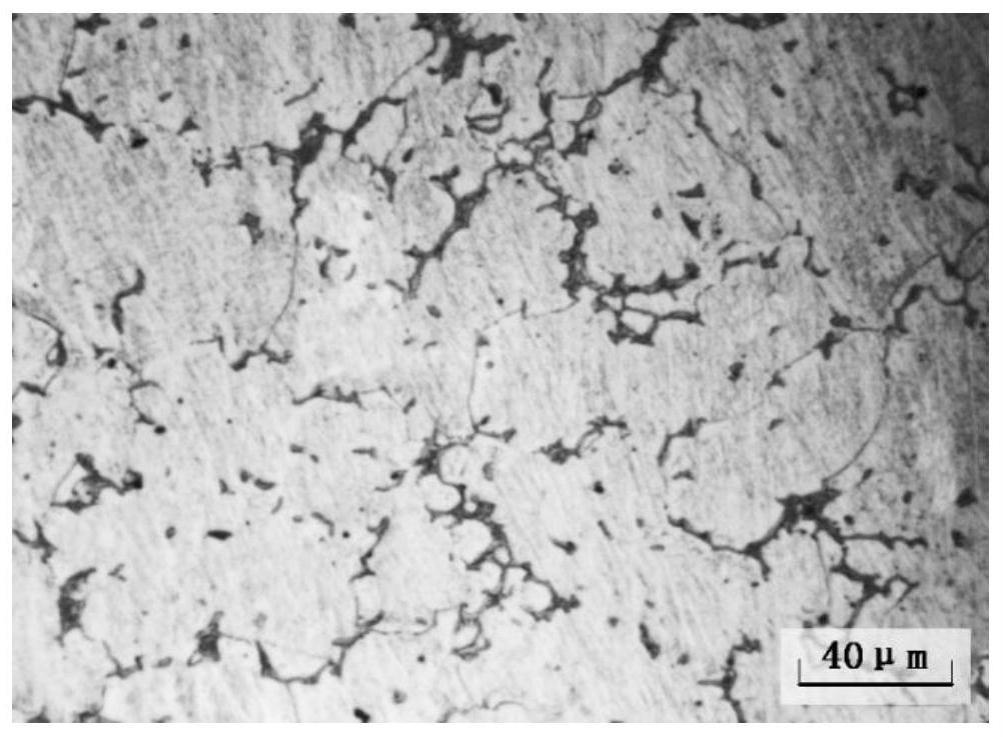
19.图1为实施例1中铝合金的显微组织表征图;
20.图2为实施例2中铝合金的显微组织表征图;
21.图3为实施例3中铝合金的显微组织表征图;
22.图4为实施例4中铝合金的显微组织表征图。
具体实施方式
23.结合附图和具体实施例,对本发明作进一步说明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所限定的范围。
24.实施例1:
25.一种抗冲击的高强韧铝合金材料的制备方法,步骤如下:铝合金原料包括:工业纯铝锭、锌锭、镁锭、al
‑
25wt.%cu中间合金、al
‑
25wt.%y中间合金和al
‑
25wt.%zr中间合金,该材料各元素质量百分比含量为:zn:5.0wt.%,mg: 1.5wt.%,cu:0.5wt.%,y:0.5wt.%,zr:0.2wt.%,不可避免的杂质总量小于等于0.1wt.%,余量为al。
26.先将工业纯铝锭、锌锭、镁锭置于箱式电阻炉中预热,预热温度为180℃;将熔炉升温至380℃,待温度稳定后放入铝锭、锌锭、镁锭,以8℃/min的升温速率升温至670℃,使铝锭、锌锭、镁锭全部熔化,再以15℃/min的快速升温速率将温度升至700℃;将al
‑
25wt.%cu、al
‑
25wt.%y和al
‑
25wt.%zr中间合金在高于铝锭、锌锭、镁锭预热温度的50℃条件下预热,再加入到铝锭、锌锭、镁锭熔体中,待中间合金完全熔化后,经搅拌使其充分混合均匀,搅拌速率为 80rpm,搅拌时间为5min,然后扒去表面浮渣,接下来在700℃下保温静置20min。后浇注到预热温度为250℃后的金属型模具中,制备出直径为410
±
5mm的圆柱形铝
合金铸锭;圆柱形铝合金铸锭在电阻炉中经过460℃的高温均质化处理,均质化处理时间为24h后,在挤压机上经过热挤压剪切成形,热挤压剪切成形的挤压温度为450℃,保证其具有良好的塑性及较低的变形抗力,挤压剪切速率为 5m/min,挤压剪切压力为3500吨,挤压比为12,制备出平均晶粒尺寸不大于 10μm细晶变形铝合金。
27.本实例所得高强铝合金具有良好的抗动态高速冲击载荷的性能。该合金室温抗拉强度为582mpa,屈服强度为541mpa,伸长率为8.2%。
28.实施例2:
29.一种抗冲击的高强韧铝合金材料的制备方法,步骤如下:铝合金原料包括:工业纯铝锭、锌锭、镁锭、al
‑
25wt.%cu中间合金、al
‑
25wt.%y中间合金和 al
‑
25wt.%zr中间合金,该材料各元素质量百分比含量为:zn:6.0wt.%,mg: 2.0wt.%,cu:1.0wt.%,y:2.0wt.%,zr:0.5wt.%,不可避免的杂质总量小于等于0.1wt.%,余量为al。
30.将工业纯铝锭、锌锭、镁锭置于箱式电阻炉中预热,预热温度为185℃,将熔炉升温至388℃左右,待温度稳定后放入工业纯铝锭、锌锭、镁锭,以9℃/min 的升温速率升温至675℃左右,使铝锭、锌锭、镁锭全部熔化,再以16℃/min 的快速升温速率将温度升至710℃左右;将al
‑
25wt.%cu、al
‑
25wt.%y和 al
‑
25wt.%zr中间合金在高于铝锭、锌锭、镁锭预热温度的40℃条件下预热,再加入到铝锭、锌锭、镁锭熔体中,待中间合金完全熔化后,经机械搅拌使其充分混合均匀,然后扒去表面浮渣,接下来在710℃下保温静置18min。后浇注到预热温度为170℃后的金属型模具中,制备出直径为410
±
5mm的圆柱形铝合金铸锭;圆柱形铝合金铸锭在箱式电阻炉中经过455℃的高温均质化处理,均质化处理时间为20h后,在挤压机上经过热挤压剪切成形,热挤压剪切成形的挤压温度为440℃,保证其具有良好的塑性及较低的变形抗力,挤压剪切速率为 6mm/min,挤压剪切压力为3800吨,挤压比为12,制备出平均晶粒尺寸不大于 10μm细晶变形铝合金。
31.本实例所得高强铝合金具有良好的抗动态高速冲击载荷的性能。该合金室温抗拉强度为603mpa,屈服强度为561mpa,伸长率为8.8%。
32.实施例3:
33.一种抗冲击的高强韧铝合金材料的制备方法,步骤如下:铝合金原料包括:工业纯铝锭、锌锭、镁锭、al
‑
25wt.%cu中间合金、al
‑
25wt.%y中间合金和 al
‑
25wt.%zr中间合金,该材料各元素质量百分比含量为:zn:7.0wt.%,mg: 2.5wt.%,cu:1.5wt.%,y:2.0wt.%,zr:0.5wt.%,不可避免的杂质总量小于等于0.1wt.%,余量为al。
34.将铝锭、锌锭、镁锭置于箱式电阻炉中预热,预热温度为195℃;将熔炉升温至395℃,待温度稳定后放入铝锭、锌锭、镁锭,以9℃/min的升温速率升温至675℃左右,使铝锭、锌锭、镁锭全部熔化,再以18℃/min的快速升温速率将温度升至720℃;将al
‑
25wt.%cu、al
‑
25wt.%y和al
‑
25wt.%zr中间合金在高于铝锭、锌锭、镁锭预热温度的50℃条件下预热,再加入到铝锭、锌锭、镁锭熔体中,待中间合金完全熔化后,经机械搅拌使其充分混合均匀,然后扒去表面浮渣,接下来在715℃下保温静置13min。后浇注到预热温度为200℃后的金属型模具中,制备出直径为410
±
5mm的圆柱形铝合金铸锭;圆柱形铝合金铸锭在箱式电阻炉中经过460℃的高温均质化处理,均质化处理时间为18h后,在挤压机上经过热挤压剪切成形,热挤压剪切成形的挤压温度为460℃,保证其具有良好的塑性及较低的变形抗力,挤压剪切速率为7m/min,挤压剪切压力为4200 吨,挤压比为12,制备出平均晶粒尺寸不大
于10μm细晶变形铝合金。
35.本实例所得高强铝合金具有良好的抗动态高速冲击载荷的性能。该合金室温抗拉强度为626mpa,屈服强度为551mpa,伸长率为13.6%。
36.实施例4:
37.铝合金原料包括:工业纯铝锭、锌锭、镁锭、al
‑
25wt.%cu中间合金、 al
‑
25wt.%y中间合金和al
‑
25wt.%zr中间合金,该材料各元素质量百分比含量为:zn:7.0wt.%,mg:2.5wt.%,cu:1.5wt.%,y:3.0wt.%,zr:0.8wt.%,不可避免的杂质总量小于等于0.1wt.%,余量为al。
38.将铝锭、锌锭、镁锭置于箱式电阻炉中预热,预热温度为200℃;将熔炉升温至400℃,待温度稳定后放入铝锭、锌锭、镁锭,以10℃/min的升温速率升温至680℃,使铝锭、锌锭、镁锭全部熔化,再以20℃/min的快速升温速率将温度升至710℃;将al
‑
25wt.%cu、al
‑
25wt.%y和al
‑
25wt.%zr中间合金在高于铝锭、锌锭、镁锭预热温度的20℃条件下预热,接下来再加入到铝锭、锌锭、镁锭熔体中,待中间合金完全熔化后,经机械搅拌使其充分混合均匀,然后扒去表面浮渣,接下来在720℃下保温静置10min。后浇注到预热温度为250℃后的h13钢金属型模具中,制备出直径为410
±
5mm的圆柱形铝合金铸锭;圆柱形铝合金铸锭在箱式电阻炉中经过470℃的高温均质化处理,均质化处理时间为 16h后,在挤压机上经过热挤压剪切成形,热挤压剪切成形的挤压温度为470℃,保证其具有良好的塑性及较低的变形抗力,挤压剪切速率为6mm/min,挤压剪切压力为4500吨,挤压比为12,制备出平均晶粒尺寸不大于10μm细晶变形铝合金。
39.本实例所得高强铝合金具有良好的抗动态高速冲击载荷的性能,该合金室温抗拉强度为651mpa,屈服强度为582mpa,伸长率为10.2%。
40.合金微观组织表征照片如图1
‑
4所示:y元素的添加可以明显细化合金的组织,同时合金经过热挤压剪切后,获得了组织均匀细小的动态再结晶晶粒。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

