1.本实用新型属于机械加工技术领域,具体涉及箱体高精度内孔超声振动辅助珩磨装置。
背景技术:
2.孔是各种零件最基本的特征之一,任何一种机器的装配、连接和各种油路都离不开孔,孔加工是机械加工领域最常见的一种加工方式,麻花钻是孔加工中最常用的刀具之一,其可以在实体上加工出一定尺寸的孔,孔的精度相对较低,铰孔时利用铰刀从工件孔壁上切除微量金属层,能够提高孔的尺寸精度和表面质量,但精度仍然不高。随着人们对许多未知世界探索的不断深入,越来越多的机器被用到更加恶劣的使用环境中,尤其在船舶、航空航天等领域,机器的箱体结构上有许多不同直径的内孔,并且对内孔的加工质量和使用寿命提出了更加苛刻的要求,珩磨是对孔的内表面进行精磨加工的方法,其能够提高工件的疲劳使用寿命。因此本实用新型提出一种可以珩磨不同直径的箱体高精度内孔的装置对提高机器的性能具有重要的实际意义。
技术实现要素:
3.本实用新型为了解决现有技术中的不足之处,提供一种结构紧凑、操作方便、加工精度高、可对不同孔径的内孔进行加工作业的箱体高精度内孔超声振动辅助珩磨装置。
4.为解决上述技术问题,本实用新型采用如下技术方案:箱体高精度内孔超声振动辅助珩磨装置,包括换能器和变幅杆,换能器同轴线设置在变幅杆上端部,变幅杆包括一体结构的上圆锥段和下圆柱段,上圆锥段外圆设有与旋转动力机构连接的法兰盘,下圆柱段上设有珩磨组件,变幅杆的下圆柱段下端部设有连接部,连接部与下圆锥段之间设有用于调节珩磨组件珩磨外径大小的调节机构;
5.珩磨组件包括四条珩磨座、四块油石和两条环形拉簧,变幅杆的下圆柱段内部同轴线开设有底部敞口的盲孔,变幅杆的下圆柱段沿圆周方向开设有四条均匀布置的导槽孔,每条导槽孔的长度方向均平行于变幅杆的中心线,四条珩磨座分别设置在一条导槽孔内,油石安装在珩磨座的外侧面,四条珩磨座的上部沿变幅杆的圆周方向开设有等高、等径的上圆弧槽,四条珩磨座的下部沿变幅杆的圆周方向开设有等高、等径的下圆弧槽,两条环形拉簧分别套设在上圆弧槽和下圆弧槽内,油石外侧面为圆弧面。
6.连接部包括一体结构的上连接盘和下连接柱,上连接盘上表面与下圆柱段下端面接触并通过连接螺栓固定连接,下连接柱内部开设有下端敞口的安装槽。
7.调节机构包括锥形推柱、复位弹簧和调节螺栓,盲孔上底部开设有直径小于盲孔的定位槽,复位弹簧上部设置在定位槽内,锥形推柱为上细下粗的圆锥体结构,锥形推柱的下端最大外径等于盲孔的直径,锥形推柱设置在盲孔内,上连接盘的中心处竖向开设有与安装槽连通的螺纹孔,调节螺栓螺纹连接在螺纹孔内,调节螺栓上端与锥形推柱下端面顶压接触,复位弹簧下端与锥形推柱下端顶压接触,四条珩磨座的内侧为圆锥面结构,在两条
环形拉簧的作用下,四条珩磨座伸入到盲孔内且内侧的圆锥面结构与锥形推柱的外圆锥面压接配合,调节螺栓上螺纹连接有与安装槽上底部压接的锁紧螺母。
8.变幅杆的下圆柱段外圆在下部的环形拉簧下方设有外螺纹,外螺纹上螺纹连接有将连接部罩住的罩壳,罩壳下部外圆为上粗下细的圆锥筒结构,罩壳底部水平设置并与下圆柱段下端压接配合。
9.采用上述技术方案,本实用新型中的变幅杆为的圆柱圆锥复合型变幅杆,在变幅杆的下圆柱段内部开有下端敞口且有一定深度和直径的盲孔,在盲孔底部开有定位槽,用于复位弹簧的安装,沿变幅杆的下圆柱段周向均匀设有四条导槽孔,用于安装条形珩磨座,变幅杆的下圆柱段底部通过八个连接螺栓与连接部的上连接盘连接,连接部用于螺纹连接与锥形推柱顶压配合的调节螺栓。变幅杆的导槽孔固定珩磨座轴向位置,锥形推柱和环形拉簧固定四条珩磨座径向位置。
10.本实用新型中的珩磨组件的珩磨外径可以通过手动操作调节机构进行调节,先拧下罩壳,再拧松锁紧螺母,拧动调节螺栓,调节螺栓向上顶压锥形推柱,锥形推柱向上移动进一步压缩复位弹簧,锥形推柱同时驱动四条珩磨座沿径向方向向外移动,这样就使珩磨外径增大,调节完毕后拧紧锁紧螺母。若锥形推柱向下移动,则使珩磨外径减小。通过调节珩磨组件的油石回转直径,以适应箱体的不同直径内孔的珩磨作业。
11.本实用新型在使用时,法兰盘固定到钻床的竖向主轴(旋转动力机构)上,钻床驱动整个装置高速旋转并向下移动,油石对箱体的内孔进行珩磨,在珩磨过程中,超声发生器为换能器提供超声波,换能器通过变幅杆对装置提供超声振动。
12.罩壳起到防止珩磨过程中的灰屑附着到调节螺栓的螺纹上,罩壳下部外圆为上粗下细的圆锥筒结构,在珩磨进入箱体上内孔时也起到一定的导向作用。
13.综上所述,本实用新型工作过程中,通过施加高频超声振动,珩磨效率和内孔的精度也会有很大的提高;通过调节珩磨组件中的调节螺栓,调节油石的回转外径,能够实现对不同直径内孔的加工,达到一种珩磨装置加工多种孔径的目的,进一步提高了工作效率,充分利用现有资源。
附图说明
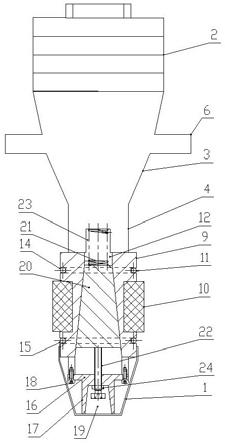
14.图1是本实用新型的结构示意图;
15.图2是图1的俯视图;
16.图3中图1中变幅杆的结构示意图;
17.图4是图3的俯视图。
具体实施方式
18.如图1
‑
图4所示,本实用新型的箱体高精度内孔超声振动辅助珩磨装置,包括换能器2和变幅杆,换能器2同轴线设置在变幅杆上端部,变幅杆包括一体结构的上圆锥段3和下圆柱段4,上圆锥段3外圆设有与旋转动力机构连接的法兰盘6,下圆柱段4上设有珩磨组件,变幅杆的下圆柱段4下端部设有连接部,连接部与下圆锥段之间设有用于调节珩磨组件珩磨外径大小的调节机构。
19.珩磨组件包括四条珩磨座9、四块油石10和两条环形拉簧11,变幅杆的下圆柱段4
内部同轴线开设有底部敞口的盲孔12,变幅杆的下圆柱段4沿圆周方向开设有四条均匀布置的导槽孔13,每条导槽孔13的长度方向均平行于变幅杆的中心线,四条珩磨座9分别设置在一条导槽孔13内,油石10安装在珩磨座9的外侧面,四条珩磨座9的上部沿变幅杆的圆周方向开设有等高、等径的上圆弧槽14,四条珩磨座9的下部沿变幅杆的圆周方向开设有等高、等径的下圆弧槽15,两条环形拉簧11分别套设在上圆弧槽14和下圆弧槽15内,油石10外侧面为圆弧面。
20.连接部包括一体结构的上连接盘16和下连接柱17,上连接盘16上表面与下圆柱段4下端面接触并通过连接螺栓18固定连接,下连接柱17内部开设有下端敞口的安装槽19。
21.调节机构包括锥形推柱20、复位弹簧21和调节螺栓22,盲孔12上底部开设有直径小于盲孔12的定位槽23,复位弹簧21上部设置在定位槽23内,锥形推柱20为上细下粗的圆锥体结构,锥形推柱20的下端最大外径等于盲孔12的直径,锥形推柱20设置在盲孔12内,上连接盘16的中心处竖向开设有与安装槽19连通的螺纹孔,调节螺栓22螺纹连接在螺纹孔内,调节螺栓22上端与锥形推柱20下端面顶压接触,复位弹簧21下端与锥形推柱20下端顶压接触,四条珩磨座9的内侧为圆锥面结构,在两条环形拉簧11的作用下,四条珩磨座9伸入到盲孔12内且内侧的圆锥面结构与锥形推柱20的外圆锥面压接配合,调节螺栓22上螺纹连接有与安装槽19上底部压接的锁紧螺母24。
22.变幅杆的下圆柱段4外圆在下部的环形拉簧11下方设有外螺纹,外螺纹上螺纹连接有将连接部罩住的罩壳1,罩壳1下部外圆为上粗下细的圆锥筒结构,罩壳1底部水平设置并与下圆柱段4下端压接配合。
23.本实用新型中的变幅杆为的圆柱圆锥复合型变幅杆,在变幅杆的下圆柱段4内部开有下端敞口且有一定深度和直径的盲孔12,在盲孔12底部开有定位槽23,用于复位弹簧21的安装,沿变幅杆的下圆柱段4周向均匀设有四条导槽孔13,用于安装条形珩磨座,变幅杆的下圆柱段4底部通过八个连接螺栓18与连接部的上连接盘16连接,连接部用于螺纹连接与锥形推柱20顶压配合的调节螺栓22。变幅杆的导槽孔13固定珩磨座9轴向位置,锥形推柱20和环形拉簧11固定四条珩磨座9径向位置。
24.本实用新型中的珩磨组件的珩磨外径可以通过手动操作调节机构进行调节,先拧下罩壳1,再拧松锁紧螺母24,拧动调节螺栓22,调节螺栓22向上顶压锥形推柱20,锥形推柱20向上移动进一步压缩复位弹簧21,锥形推柱20同时驱动四条珩磨座沿径向方向向外移动,这样就使珩磨外径增大,调节完毕后拧紧锁紧螺母24。若锥形推柱20向下移动,则使珩磨外径减小。通过调节珩磨组件的油石10回转直径,以适应箱体的不同直径内孔的珩磨作业。
25.本实用新型在使用时,法兰盘6固定到钻床的竖向主轴(旋转动力机构)上,钻床驱动整个装置高速旋转并向下移动,油石10对箱体的内孔进行珩磨,在珩磨过程中,超声发生器为换能器2提供超声波,换能器2通过变幅杆对装置提供超声振动。
26.罩壳1起到防止珩磨过程中的灰屑附着到调节螺栓22的螺纹上,罩壳1下部外圆为上粗下细的圆锥筒结构,在珩磨进入箱体上内孔时也起到一定的导向作用。
27.本实施例并非对本实用新型的形状、材料、结构等作任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

