1.本技术涉及包装机械的技术领域,尤其是涉及一种生产包装箱用粘箱机。
背景技术:
2.在纸箱的制作过程中,需要将纸箱板对折,然后将纸箱板用胶水进行粘合或者用排钉将其钉合。粘箱机是用来粘合折叠纸箱板的设备,目前的粘箱机一般包括机架、涂胶装置和滚压装置。推动纸箱板使其通过涂胶装置,涂胶装置将胶涂覆到纸箱板表面,涂上胶的纸箱板再被推进滚压装置的过程中滚压装置将纸箱板翻折并压合。
3.针对上述中的相关技术,发明人认为存有以下缺陷:在胶水粘合过程中,胶水在纸箱板表面涂抹不均匀,以致粘合处出现裂开现象;其次在出料口处,不断输出而来的纸箱板容易将上一轮纸箱板挤压,导致纸箱板边缘鼓起裂开。
技术实现要素:
4.为了优化纸箱板容易裂开的问题,本技术提供一种生产包装箱用粘箱机。
5.本技术提供的一种生产包装箱用粘箱机采用如下的技术方案:
6.一种生产包装箱用粘箱机,包括机架和依次设置在机架上的上料机构、涂胶机构、滚压机构和收集机构,所述涂胶机构包括储胶桶、输送管和匀胶组件,储胶桶通过输送管连通至匀胶组件。
7.通过采用上述技术方案,机架用于安装上料机构、涂胶机构、滚压机构和收集机构,起主要的支撑作用。上料机构位于机架的前端,在此处放置原料纸箱板,使其进入预加工状态。涂料机构的储胶桶用于储存胶水,输送管将储胶桶的胶水运往匀胶组件,匀胶组件可使涂抹至纸箱板上胶水更为均匀。滚压机构中滚压轮通过转动,将涂好胶水的纸箱板碾压粘合好。位于滚压机构之后的收集机构,用于平稳收集已加工好的纸箱板。
8.优选的,上料机构包括上料平台、第一滑轨、限位挡板和倾斜件;所述上料平台在机架的一端,机架上设置有第一滑轨,所述滑轨上设置有限位挡板和倾斜件,倾斜件具有缓斜面。
9.通过采用上述技术方案,上料平台对已放置原料的整体角度进行调整,做到符合限位挡板设置的限位区间。限位挡板设置在第一滑轨上,限位挡板的位置可以滑动调节,根据实际需要制定出限位区域。倾斜件具有缓斜面,将纸箱板支撑起来,用于纸箱板的内侧壁涂抹胶水。
10.优选的,匀胶组件位于倾斜件上,匀胶组件包括分流板、疏流板和导流孔;分流板设置在倾斜件的缓斜面上,疏流板位于分流板两侧,并与倾斜件的缓斜面边侧连接,导流孔贯穿分流板。
11.通过采用上述技术方案,分流板将来自输送管的胶水进行分流,疏流板用来防止胶水从缓斜面边缘溢出,导流孔将分流的胶水向下方疏导,减少出现胶水的点状或者线性分布的现象。
12.优选的,分流板呈圆弧状。
13.通过采用上述方案,圆弧状分流板中间高两侧低,减少胶水在中间位置的堆积,将胶水进一步地分流到两侧。
14.优选的,滚压机构包括若干滚压组,所述滚压组包括竖直方向上的两个滚压轮,两个滚压轮之间的距离小于或等于纸箱板的厚度,所述滚压轮转动连接在机架上。
15.通过采用上述方案,两个滚压轮的转动完成对纸箱板的碾压粘合,若干滚压组进一步优化粘合效果。
16.优选的,收集机构包括传送带、第二滑轨和定向板;所述传送带转动在机架上,第二滑轨设置在远离滚压机构一端的机架上,第二滑轨上设置有导向杆和辅助轮,靠近滚压机构一端的机架上设置有定向板。
17.通过采用上述方案,传送带将滚压粘合的纸箱板向集装箱方向传送,定向板与传送带之间的距离不大于纸箱板的厚度,促使纸箱板平稳地传送。第二滑轨上的导向杆和辅助轮对传送而来的纸箱板进行导向,使纸箱板规则地下落至集装箱内。
18.优选的,定向板一端固定连接在临近滚压机构的机架上,定向板临近第二滑轨的另一侧悬空设置。
19.通过采用上述方案,定向板用来限制滚压后纸箱板的高度,防止传送角度偏移以致纸箱板在传送带上翘立。
20.优选的,导向杆一端与第二滑轨滑动连接,另一端朝向传送带倾斜向下悬空设置,杆头弯曲光滑,并且背离传送带方向。
21.通过采用上述方案,导向杆对即将驶出传送机构的纸箱板进行方向疏导,将有翘起趋势的纸箱板按压归位,促使纸箱板平稳地向滚轮端传送。
22.优选的,辅助轮设置在第二滑轨上,朝向传送带延长线方向倾斜向下设置,与传送带的间距小于或等于纸箱板的厚度。
23.通过采用上述方案,辅助轮协助纸箱板平稳地向斜下方传递至集装箱,降低纸箱板散漫向各个方向飘落的可能性,完成纸箱板的收纳整理。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1.本技术的涂胶机构中匀胶组件对胶水进行导向分流,促使胶水均匀分布在倾斜件的斜面上,从而使纸箱板粘合面均匀涂抹到胶水,后面滚压机构中两组滚压轮对纸箱板进行碾压粘合,使碾压效果更加充分,提升纸箱板的加工效果,降低加工不充分导致的坏品率;
26.2.本技术的收集机构中定向板对纸箱板输送过程中竖直方向上活动范围进行约束,定向板至传送带的间距不大于纸箱板厚度,如此传送进一步稳固粘贴效果;
27.3.本技术的辅助轮对纸箱板进行导向,使其朝向斜下方规则地进入集装箱内,提升收集效果。
附图说明
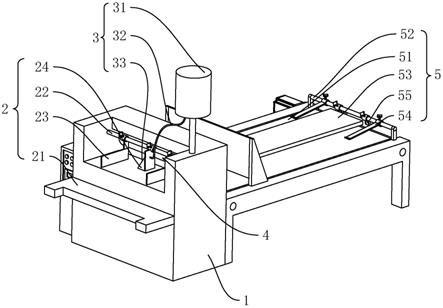
28.图1是本技术实施例一种生产包装箱用粘箱机的结构示意图。
29.图2是本技术实施例一种生产包装箱用粘箱机的另一视角的结构示意图。
30.图3是本技术实施例的图2中a处放大结构示意图。
31.图4是本技术实施例的图1中b处放大结构示意图。
32.附图标记说明:1、机架;2、上料机构;21、上料平台;22、第一滑轨;23、限位挡板;24、倾斜件;3、涂胶机构;31、储胶桶;32、输送管;33、匀胶组件;331、分流板;332、导流孔;333、疏流板;334、缓斜面;4、滚压机构;5、收集机构;51、传送带;52、第二滑轨;53、定向板;54、导向杆;55、辅助轮。
具体实施方式
33.以下结合附图1
‑
4对本技术作进一步详细说明。
34.本技术实施例公开一种生产包装箱用粘箱机。参照图1和图2,生产包装箱用粘箱机包括机架1和依次设置在机架1上的上料机构2、涂胶机构3、滚压机构4和收集机构5。上料机构2位于机架1的最前端,上料机构2包括上料平台21、第一滑轨22、限位挡板23和倾斜件24。机架1上设置有第一滑轨22,第一滑轨22上安装限位挡板23和倾斜件24。上料平台21为机架1中间位置向外突出的板状平台,上料平台21用来放置未加工的纸箱板,上料平台21中间位置向限位挡板23方向凹陷出矩形,从而便于工人取放原料纸箱板。上料平台21与限位挡板23在竖直方向上相距一定距离,例如可设置为30厘米,根据所加工纸箱板的厚度不同,上料平台21能够放置不同数量的纸箱板。
35.其中,在本实施例中限位挡板23设置有两个,限位挡板23在第一滑轨22上位置可以滑动调节,两个限位挡板23之间的距离不小于纸箱板的宽度。限位挡板23用以约束纸箱板的活动区间,促使纸箱板能够规则地进入滚压机构4。两个限位挡板23之间设置有倾斜件24,倾斜件24在第一滑轨22上位置也可以滑动调节;倾斜件24一侧设有缓斜面334,缓斜面334与水平面的倾角可设置为30度,用以将纸箱板的一端支撑起来,便于涂胶机构3对纸箱板进行涂胶处理。
36.参照图2和图3,涂胶机构3包括储胶桶31、输送管32和匀胶组件33,储胶桶31通过输送管32连通至匀胶组件33处。储胶桶31位于机架1上方,由焊接在机架1上的支撑杆对储胶桶31进行固定,储胶桶31用以盛放胶水。储胶桶31采用透明性质的材料,便于观察储胶桶31内胶水的存量。输送管32采用软性材料,便于跟随倾斜件24移动,从而方便涂胶。匀胶组件33位于倾斜件24的缓斜面334上,匀胶组件33包括分流板331、疏流板333和导流孔332。分流板331设置在倾斜件24上,与倾斜件24的缓斜面334密封接触。疏流板333连接在分流板331两侧,并与缓斜面334密封连接。分流板331呈现圆弧状,其靠近输送管32的部分高,两侧低。这种结构便于将来自输送管32的胶水进一步分流,优化胶水在中间位置堆积,难以向两侧流动导致胶水漫过分流板331的问题。导流孔332分布在分流板331上,用以将分流后的胶水向下方导流,使胶水均匀流动,减少出现胶水的点状或者线条状分布。通过采用上述实施方式,纸箱板经过匀胶组件33后,纸箱板上可以形成均匀合适的胶水覆盖区域。
37.回看图2,本实施例中的滚压机构4位于涂胶机构3与收集机构5之间,其包括若干滚压组,一个滚压组包括竖直方向上的两个滚压轮。两个滚压轮之间的距离小于纸箱板粘合处的厚度,以便形成滚压,滚压轮转动连接在机架1上,两个滚压轮的转动完成对纸箱板的碾压粘合,并且上方的滚压轮高度可以上下调节,根据实际需要加工纸箱板的厚度作出相应的调节。在本实施例中,设置有两组滚压组,进一步强化对纸箱板碾压粘合的效果。
38.参照图2和图4,本实施例中的收集机构5位于机架1的末端,其包括传送带51、第二
滑轨52和定向板53。第二滑轨52设置在远离滚压机构4一端的机架1上,传送带51可转动连接在机架1上,传送带51对来自滚压机构4已粘合好的纸箱板进行运输。定向板53安装在靠近滚压机构4一端的机架1上,定向板53临近第二滑轨52的一侧悬空设置,定向板53与传送带51之间的间距不大于纸箱板的厚度,定向板53用以限制纸箱板在竖直方向上波动范围,防止传送角度偏移导致在传送带51上出现纸箱板边缘翘立。并且定向板53的高度在竖直方向上可调,依据实际纸箱板的厚度,定向板53设置相适应的高度。例如,纸箱板的厚度为1.5厘米,定向板53的高度设置为1.5厘米。第二滑轨52上安装有导向杆54和辅助轮55,导向杆54一端与第二滑轨52滑动连接,另一端朝向传送带51倾斜向下悬空设置,杆头弯曲光滑,并且弯曲方向背离传送带51方向。第二滑轨52上共设置有两个辅助轮55,辅助轮55朝向传送带51延长线方向倾斜向下设置,两个辅助轮55之间距离不大于定向板53的宽度,辅助轮55在第二滑轨52上的位置可以滑动调节,其与传送带51的间距小于或等于纸箱的厚度,辅助轮55协助纸箱板平稳地向斜下方传递至集装箱内,降低纸箱板向各个方向飘落的可能性,完成纸箱的收纳整理。
39.本技术实施例一种生产包装箱用粘箱机的实施原理为:根据纸箱板的宽度调节好两个限位挡板23的间距,将放置于上料平台21的待加工的纸箱板放入两个限位挡板23之间。纸箱板的一侧贴合在倾斜件24的缓斜面334上,随着纸箱板向滚压机构4方向移动,缓斜面334上的匀胶组件33将胶水均匀地涂抹到移动而来的纸箱板上。涂抹完毕的纸箱板进入滚压机构4,滚压机构4中的两组滚压轮将涂抹胶水的纸箱板进行碾压贴合。完成碾压贴合的纸箱板降落到传送带51上,传送带51携带纸箱板向辅助轮55方向移动,靠近滚压机构4一端的机架1上设置有定向板53,定向板53对纸箱板竖直方向上活动范围进行限制,防止纸箱板在运送过程中向上翘起,第二滑轨52端导向杆54的杆头呈现弯曲状,对运送过程中翘起的纸箱板进行按压,辅助轮55对纸箱板进行输出导向,促使纸箱板按斜下方规整地落入集装箱中。
40.尽管已经示出和描述了本实用新型,对本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对其进行多种变化、修改、替换和变形,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

