1.本发明涉及环保包装材料制备技术领域,尤其涉及一种多层复合环保重型瓦楞纸板的生产工艺。
背景技术:
2.瓦楞纸包装是指使用瓦楞纸板经折叠、黏合等工艺成型的包装箱,具有环保、易回收利用、易加工成型等诸多优点。随着电商和快递行业的快速发展,快递包装消耗量增长迅猛,对瓦楞包装及瓦楞纸板的需求也迅速增大,因此相关的原料、能源消耗也相应增加,瓦楞纸板作为一种环保包装材料源于它的100%可回收循环利用。
3.公告号为cn110978643a的发明文件公开了一种节能环保的瓦楞纸板生产工艺,生产的瓦楞纸板的防水性能不佳,生产过程中无法测定瓦楞纸板的粘合强度和边压强度,导致生产的瓦楞纸板成品率不高,所以我们提出了一种多层复合环保重型瓦楞纸板的生产工艺,用以解决上述提出的问题。
技术实现要素:
4.本发明的目的是为了解决现有的瓦楞纸板的生产工艺生产的瓦楞纸板的防水性能不佳,生产过程中无法测定瓦楞纸板的粘合强度和边压强度,导致生产的瓦楞纸板成品率不高的缺点,而提出的一种多层复合环保重型瓦楞纸板的生产工艺。
5.为了实现上述目的,本发明采用了如下技术方案:一种多层复合环保重型瓦楞纸板的生产工艺,包括以下步骤:s1:制备粘合剂并对其粘合性进行检测,粘合剂根据使用特性分为,水溶型粘合剂、热熔型粘合剂、溶剂型粘合剂、乳液型粘合剂和无溶剂液体粘合剂,粘合剂的粘合性检测采用快速拉动洁净钢球的方式;s2:制备防水层,防水层采用的时脂类防水材料,由于天然脂类材料的稳定性不高,有的天然脂类不环保,因此,这里使用合成脂类材料作为防水层的主材,制备出的防水层为一层光滑透明的薄膜,薄膜的尺寸根据瓦楞纸板的尺寸进行设定,和瓦楞纸板的尺寸想适配即可;s3:将原纸的纸筒安装于纸架上,且原纸端部从纸架上引出,从纸筒上引出的原纸处于绷紧状态,避免原纸在移动的过程中发生褶皱,影响后续的加热,原纸在移动的过程中利用张紧辊对其进行张紧,张紧辊的外侧和原纸紧密贴合,张紧辊可以进行转动;s4:引出的原纸端部附于导纸辊上,将原纸引向于加热辊上进行预热,导纸辊的外侧和原纸的内侧紧密贴合,原纸的内侧和加热辊的外侧紧密贴合,加热辊和导纸辊都可以进行转动;s5:经过加热辊的原纸输送至单面机加压成所需的楞型纸芯,楞型纸芯的楞峰位于上方,楞型纸芯的开口位于下方,将制得的楞型纸芯送入瓦楞机上;s6:将s1中制动的粘合剂加入瓦楞机的内部,利用瓦楞机将粘合剂涂抹在楞型纸
芯的楞峰上,将面纸粘合在楞型纸芯的楞峰上,利用烘干机烘干面纸和楞型纸芯上的粘合剂,制成半成品瓦楞纸板;s7:对半成品瓦楞纸板的粘合强度和边压强度进行检测,检测合格的半成品瓦楞纸板进行相互粘合,多个瓦楞纸板粘合过后,利用s6中的烘干机对多个瓦楞纸板进行烘干;s8:将烘干完成的瓦楞纸板利用输送带输送至纵横剪切机上进行剪切,输送带的动力源为驱动电机,驱动电机的输出轴上还传动连接了变速器,利用变速器对输送带的移速进行调节。
6.s9:利用根据需要利用纵横剪切机将干燥后的半成品瓦楞纸板切割成成品的瓦楞纸板,切割成品瓦楞纸板中产生的碎屑利用吸风机进行清理,在成品的瓦楞纸板上粘合上s2中制得的防水层;s10:利用烘干机对成品瓦楞纸板上粘合的防水层进行烘干,烘干过后的成品瓦楞纸板进行下一道工序。
7.优选的,所述s1中,通过价格和性能的对比后,这里的粘合剂采用的淀粉粘合剂,不掺杂有刺激性气味和有害的原料,粘合剂本身就是环保的,淀粉粘合剂的组成为水、生淀粉、熟浆糊、苛性钠和硼砂的混合物,比例为水80%、淀粉20%(其中生淀粉占85%,熟淀粉占15%)、苛性钠(淀粉总量的)2.4
‑
2.8%和硼砂2.7
‑
3.2%,淀粉粘合剂制备完成后,放置在特定的桶中进行存放,桶内以20rdm/min的搅拌速度进行搅拌,避免淀粉粘合机的使用性能降低。
8.优选的,所述s1中,通过拉力试验机和洁净钢球配合的方式对粘合剂的粘合性进行检测,洁净钢球的尺寸事先知晓,使洁净钢球以250
‑
350mm/min的速度匀速下降,洁净钢球在粘合剂的表面静止,拉力试压机快速以250
‑
350mm/min速度向上提升洁净钢球,得到粘合剂的粘合力,再利用粘合强度等于粘合力处以单位面积的公式得到粘合剂的粘合强度。
9.优选的,所述s2中,合成脂类材料的主要材质为合成橡胶和合成树脂,其它材料为助剂和填充材料,合成橡胶、合成树脂、助剂和填充材料的份数比为34:35:23:8,等比例的合成橡胶、合成树脂、助剂和填充材料添加至桶中,以300rdm/min的转速搅拌30
‑
50min,制得混合材料,在混合材料进入膜工艺阶段之前,以20rdm/min对混合材料进行搅拌,避免混合材料发生凝固的状况,再利用膜工艺将制成防水膜,防水膜的通透性佳。
10.优选的,所述s3中,原纸的规格根据需求选定,纸架上设置了夹持纸筒的夹持件,纸筒可以在夹持件上进行转动,张紧辊上还传动连接了调节组件,用来调节张紧辊的位置,进而使原纸时刻处于绷紧状态,调节组件的动力源可以是选定规格的气缸。
11.优选的,所述s4中,加热辊上的预热温度在50
‑
90摄氏度,预热时间为10
‑
30s,加热辊的外侧和原纸的接触时间在3
‑
5s之间,能够充分的对原纸进行加热。
12.优选的,所述s5中,单面机的型号为sf
‑
360,单面机的规格为:温度范围:160—180℃、气源:0.4—0.9mpa和蒸汽压力:0.8—1.3mpa,单面机的加压时常控制在20
‑
40s之间。
13.优选的,所述s6中,瓦楞机的规格可以和单面机一致,面纸选定两块,两块面纸分别和楞型纸芯的顶部和底部利用粘合剂进行粘合,烘干机的型号可以根据实际需求进行选择,烘干机的烘干温度在60
‑
120摄氏度,烘干机的烘干时间在20
‑
25s之间。
14.优选的,所述s7中,利用型号为dysy
‑
1的压缩试验仪对半成品瓦楞纸板的粘合强度和边压强度进行检测,粘合强度检测过程为,先将被测试的试样装入附件,然后将附件放
在压缩仪的下压板的中心位置,开动型号为dysy
‑
1的压缩试验仪,以12.5mm/min的速度对装有试样的附件施压,直至楞峰和面纸分离为止,记录显示的最大力f,边压强度检测的过程为,开动型号为dysy
‑
1的压缩试验仪,以12
‑
15mm/min的速度沿着瓦楞方向给试样均匀加压,试片被压溃时单位长度上的压力就成为半成品瓦楞纸片的边压强度,单位为n/m。
15.优选的,所述s8中,防水层和成品的瓦楞纸板使用s1中的粘合剂进行粘合,纵横剪切机的型号为f3015,变速器和驱动电机的型号可以根据实际需求进行选择,所述s9中,吸风机呈矩阵设置了四个,四个吸风机安装在纵横剪切机上,剪切过程中的碎屑会被吸风机吸入,所述s10中,防水层和成品瓦楞纸板的烘干时间为5
‑
10s,烘干温度为40
‑
80摄氏度。
16.本发明中,所述一种多层复合环保重型瓦楞纸板的生产工艺,当楞型纸芯和面纸粘合后对其粘合强度和边压强度进行检测,返工不合格的半成品瓦楞纸板;在成品的瓦楞纸板的外侧粘合上防水层,能够有效的提升瓦楞纸板的防水性能,延长瓦楞纸板的使用寿命;本发明设计合理,能够有效的提升瓦楞纸板的防水性能,扩展瓦楞纸板的适用范围,延长瓦楞纸板的使用寿命,瓦楞纸板在半成品状态时能够进行粘合强度和边压强度的检测,提升瓦楞纸板的成品率,降低了生产成本,可实施性强。
附图说明
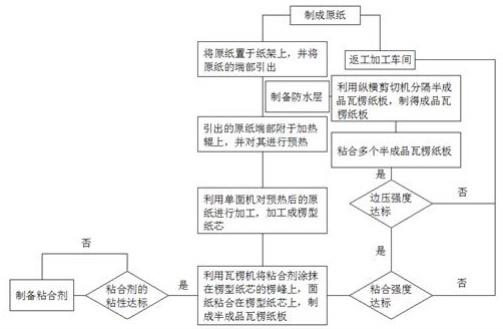
17.图1为本发明提出的一种多层复合环保重型瓦楞纸板的生产工艺的流程图。
具体实施方式
18.下面结合具体实施例对本发明作进一步解说。
19.一种多层复合环保重型瓦楞纸板的生产工艺,包括以下步骤:s1:制备粘合剂并对其粘合性进行检测,粘合剂根据使用特性分为,水溶型粘合剂、热熔型粘合剂、溶剂型粘合剂、乳液型粘合剂和无溶剂液体粘合剂,粘合剂的粘合性检测采用快速拉动洁净钢球的方式;s2:制备防水层,防水层采用的时脂类防水材料,由于天然脂类材料的稳定性不高,有的天然脂类不环保,因此,这里使用合成脂类材料作为防水层的主材,制备出的防水层为一层光滑透明的薄膜,薄膜的尺寸根据瓦楞纸板的尺寸进行设定,和瓦楞纸板的尺寸想适配即可;s3:将原纸的纸筒安装于纸架上,且原纸端部从纸架上引出,从纸筒上引出的原纸处于绷紧状态,避免原纸在移动的过程中发生褶皱,影响后续的加热,原纸在移动的过程中利用张紧辊对其进行张紧,张紧辊的外侧和原纸紧密贴合,张紧辊可以进行转动;s4:引出的原纸端部附于导纸辊上,将原纸引向于加热辊上进行预热,导纸辊的外侧和原纸的内侧紧密贴合,原纸的内侧和加热辊的外侧紧密贴合,加热辊和导纸辊都可以进行转动;s5:经过加热辊的原纸输送至单面机加压成所需的楞型纸芯,楞型纸芯的楞峰位于上方,楞型纸芯的开口位于下方,将制得的楞型纸芯送入瓦楞机上;s6:将s1中制动的粘合剂加入瓦楞机的内部,利用瓦楞机将粘合剂涂抹在楞型纸芯的楞峰上,将面纸粘合在楞型纸芯的楞峰上,利用烘干机烘干面纸和楞型纸芯上的粘合
剂,制成半成品瓦楞纸板;s7:对半成品瓦楞纸板的粘合强度和边压强度进行检测,检测合格的半成品瓦楞纸板进行相互粘合,多个瓦楞纸板粘合过后,利用s6中的烘干机对多个瓦楞纸板进行烘干;s8:将烘干完成的瓦楞纸板利用输送带输送至纵横剪切机上进行剪切,输送带的动力源为驱动电机,驱动电机的输出轴上还传动连接了变速器,利用变速器对输送带的移速进行调节。
20.s9:利用根据需要利用纵横剪切机将干燥后的半成品瓦楞纸板切割成成品的瓦楞纸板,切割成品瓦楞纸板中产生的碎屑利用吸风机进行清理,在成品的瓦楞纸板上粘合上s2中制得的防水层;s10:利用烘干机对成品瓦楞纸板上粘合的防水层进行烘干,烘干过后的成品瓦楞纸板进行下一道工序。
21.本实施例中,s1中,通过价格和性能的对比后,这里的粘合剂采用的淀粉粘合剂,不掺杂有刺激性气味和有害的原料,粘合剂本身就是环保的,淀粉粘合剂的组成为水、生淀粉、熟浆糊、苛性钠和硼砂的混合物,比例为水80%、淀粉20%(其中生淀粉占85%,熟淀粉占15%)、苛性钠(淀粉总量的)2.4
‑
2.8%和硼砂2.7
‑
3.2%,淀粉粘合剂制备完成后,放置在特定的桶中进行存放,桶内以20rdm/min的搅拌速度进行搅拌,避免淀粉粘合机的使用性能降低,s1中,通过拉力试验机和洁净钢球配合的方式对粘合剂的粘合性进行检测,洁净钢球的尺寸事先知晓,使洁净钢球以250
‑
350mm/min的速度匀速下降,洁净钢球在粘合剂的表面静止,拉力试压机快速以250
‑
350mm/min速度向上提升洁净钢球,得到粘合剂的粘合力,再利用粘合强度等于粘合力处以单位面积的公式得到粘合剂的粘合强度,s2中,合成脂类材料的主要材质为合成橡胶和合成树脂,其它材料为助剂和填充材料,合成橡胶、合成树脂、助剂和填充材料的份数比为34:35:23:8,等比例的合成橡胶、合成树脂、助剂和填充材料添加至桶中,以300rdm/min的转速搅拌30
‑
50min,制得混合材料,在混合材料进入膜工艺阶段之前,以20rdm/min对混合材料进行搅拌,避免混合材料发生凝固的状况,再利用膜工艺将制成防水膜,防水膜的通透性佳,s3中,原纸的规格根据需求选定,纸架上设置了夹持纸筒的夹持件,纸筒可以在夹持件上进行转动,张紧辊上还传动连接了调节组件,用来调节张紧辊的位置,进而使原纸时刻处于绷紧状态,调节组件的动力源可以是选定规格的气缸,s4中,加热辊上的预热温度在50
‑
90摄氏度,预热时间为10
‑
30s,加热辊的外侧和原纸的接触时间在3
‑
5s之间,能够充分的对原纸进行加热,s5中,单面机的型号为sf
‑
360,单面机的规格为:温度范围:160—180℃、气源:0.4—0.9mpa和蒸汽压力:0.8—1.3mpa,单面机的加压时常控制在20
‑
40s之间,s6中,瓦楞机的规格可以和单面机一致,面纸选定两块,两块面纸分别和楞型纸芯的顶部和底部利用粘合剂进行粘合,烘干机的型号可以根据实际需求进行选择,烘干机的烘干温度在60
‑
120摄氏度,烘干机的烘干时间在20
‑
25s之间,s7中,利用型号为dysy
‑
1的压缩试验仪对半成品瓦楞纸板的粘合强度和边压强度进行检测,粘合强度检测过程为,先将被测试的试样装入附件,然后将附件放在压缩仪的下压板的中心位置,开动型号为dysy
‑
1的压缩试验仪,以12.5mm/min的速度对装有试样的附件施压,直至楞峰和面纸分离为止,记录显示的最大力f,边压强度检测的过程为,开动型号为dysy
‑
1的压缩试验仪,以12
‑
15mm/min的速度沿着瓦楞方向给试样均匀加压,试片被压溃时单位长度上的压力就成为半成品瓦楞纸片的边压强度,单位为n/m,s8中,防水层和成品的瓦楞纸板使用s1中的粘
合剂进行粘合,纵横剪切机的型号为f3015,变速器和驱动电机的型号可以根据实际需求进行选择,s9中,吸风机呈矩阵设置了四个,四个吸风机安装在纵横剪切机上,剪切过程中的碎屑会被吸风机吸入,s10中,防水层和成品瓦楞纸板的烘干时间为5
‑
10s,烘干温度为40
‑
80摄氏度。
22.本工艺根据说明书附图得到的具体流程为,首先利用水、生淀粉、熟浆糊、苛性钠和硼砂的混合物按照比例经混合和搅拌制得粘合剂,再利用选定的拉力试压机对粘合剂的粘性进行检测,粘合剂合格后放置在一旁备用,粘合剂不合格时重新制备,利用合成橡胶、合成树脂、助剂和填充材料经混合、搅拌和挤塑后得到防水层,留待备用,将原纸的纸筒安装于纸架上,且原纸端部从纸架上引出,引出的原纸端部附于导纸辊上,将原纸引向于加热辊上进行预热,经过加热辊的原纸输送至单面机加压成所需的楞型纸芯,利用瓦楞机将粘合剂涂抹在楞型纸芯的楞峰上,将面纸粘合在楞型纸芯的楞峰上,制成半成品瓦楞纸板,利用压缩试验仪首先对半成品瓦楞纸板的粘合强度进行检测,半成品瓦楞纸板的粘合强度达标后利用压缩试验仪对其边压强度进行检测,否则进入返工加工车间,重新制得原纸进行使用,半成品瓦楞纸板的边压强度达标后,利用纵横剪切机分隔半成品瓦楞纸板,制得成品瓦楞纸板,否则进入返工加工车间,重新制得原纸进行使用,粘合强度和边压强度与压力的关系为p等于f/m,p为粘合强度和边压强度,f为压力,m为单位面积。
23.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

