本实用新型涉及一种纸盒折盒机构,特别是涉及一种纸盒成型设备的折盒机构。
背景技术:
纸盒成型设备是用于将纸板经过弯折粘合形成纸盒的设备,纸板是经过事先裁切和滚压折痕的,由供料装置将纸板堆的纸板输送至弯折工位进行折盒。目前针对自带翻盖的纸盒弯折底盒时通常依靠人工操作,劳动强度大,也不利于提高生产效率。现有的底盒成型机构一般采用冲压机构完成底盒的折叠,例如公开号为cn208068982u的中国专利,冲压机构需要包括一个底部成型外模组件和内模冲头,外模组件包括限位挡板以及成型限位结构,底盒的折叠成型还需要配合胶水进行粘合,该结构在弯折成型时难以保证纸盒的各侧壁按顺序折叠粘合,因此成型合格率较低。只有通过其他装置进行预弯折,使重叠的粘合部分预先折叠才能使纸盒完整成型,这增加了装置的复杂度,同时内模冲头下压时又容易与预先折叠的部分发生冲突。
技术实现要素:
针对上述现有技术缺陷,本实用新型的任务在于提供一种纸盒成型设备的折盒机构,确保纸盒的底盒能够准确的弯折粘合成型,提高合格率。
本实用新型技术方案如下:一种纸盒成型设备的折盒机构,包括下压内冲头和折盒外模,所述下压内冲头位于所述折盒外模的上方,所述折盒外模包括前挡板、侧挡板、后挡板以及角挡杆,所述前挡板、侧挡板和后挡板以矩形侧边方式排列,所述前挡板和所述后挡板的顶边高度高于所述侧挡板的顶边高度,所述角挡杆设置于所述前挡板与所述侧挡板以及所述后挡板与所述侧挡板形成的角落的对顶角位置,所述角挡杆的高度高于所述前挡板和所述后挡板的顶边高度。
本实用新型折盒机构,采用不同高度设置的角挡杆、前后挡板以及侧挡板,在下压内冲头下压时,用于粘合的耳部首先接触角挡杆被弯折,然后连接耳部的前后侧壁接触前挡板和后挡板被弯折,最后与耳部粘合的左右侧壁接触侧挡板被弯折并与耳部粘合,完成了底盒的折叠成型。
进一步地,所述角挡杆位于所述前挡板与所述侧挡板形成的夹角的角平分线左右20°范围内以及位于后挡板与侧挡板形成的夹角的对顶角的角平分线左右20°范围内。
进一步地,所述角挡杆设有水平接触部,所述水平接触部在竖直方向投影与所述前挡板、所述后挡板以及所述侧挡板在竖直方向投影呈小于90°的夹角。
为了使纸盒弯折时更顺畅地进入,进一步地,所述前挡板、所述后挡板以及所述侧挡板的顶边向所述矩形的外部翻折形成扩口状。
为了使纸盒的底盒能够更容易地成型,所述前挡板、所述后挡板以及所述侧挡板的底部设有向所述矩形的内部凸起的凸缘,所述凸缘处于同一水平面。凸缘对底盒的底部形成一个支撑,可以避免下压内冲头下压时,纸盒在折盒外模内发生倾斜偏移造成纸盒成型偏差影响后续盒盖的盖合。
本实用新型与现有技术相比的优点在于:
不需要额外地增加驱动部件单独对用于粘合的耳部进行弯折,也不需要对纸盒地不同部位弯折进行独立的弯折时间控制,下压内冲头的一次下压即可保证纸盒的底盒按要求折叠粘合,提高了纸盒的合格率,也保证了纸盒的成型结构能满足后续盒盖盖合的要求。
附图说明
图1为纸盒成型前的平板状纸片结构。
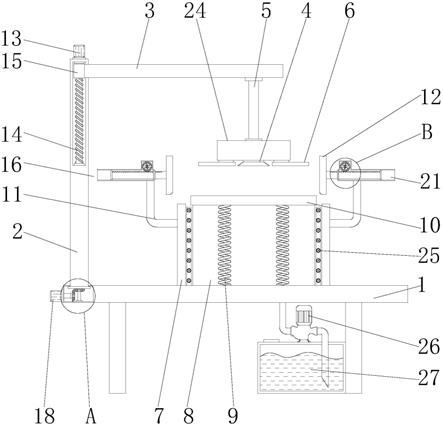
图2为纸盒成型设备的折盒机构的前视结构示意图。
图3为纸盒成型设备的折盒机构的侧视结构示意图。
图4为折盒外模俯视结构示意图。
具体实施方式
下面结合实施例对本实用新型作进一步说明,但不作为对本实用新型的限定。
为了更好地理解本实用新型,请结合图1至图4所示,纸盒成型设备的折盒机构主要用于使平板状纸片1完成底盒的折叠粘合。如图1所示,平板状纸片1的左侧部分用于成型底盒,左侧最前端为前侧壁11,前侧壁11的上下两端为用于粘合的耳部12,前侧壁11连接在盒底板13的前方,盒底板13的上下两侧连接的是左右侧壁14,盒底板13的后方连接后侧壁15。在后侧壁15的上下两端同样是用于粘合的耳部12,后侧壁15的后方再连接盒盖16。前侧壁11以及后侧壁15的耳部12需要折叠至左右侧壁14的内侧与左右侧壁14进行粘合。所以现有装置中通常采用额外的折叠装置使耳部12、前侧壁11和后侧壁15先进行弯折,然后再进行左右侧壁14的弯折粘合以保证成盒率。而本实用新型方法则可通过一步下压完成底盒的成型。
请结合图2至图4所示,纸盒成型设备的折盒机构包括下压内冲头2和折盒外模3,下压内冲头2位于折盒外模3的上方,下压内冲头2的作用是将平板状纸片1向下压入折盒外模3,因此下压内冲头2只需要设置成与纸盒的底盒近似的矩形即可,下压内冲头2由竖直气缸驱动进行上下移动。
折盒外模3包括前挡板31、侧挡板32、后挡板33以及角挡杆34,其中侧挡板32设有两块,前挡板31、侧挡板32和后挡板33以矩形4侧边方式排列。在平板状纸片1被下压过程中,盒底板13被压入由前挡板31、侧挡板32和后挡板33围合的矩形4之中。前挡板31与后挡板33可以是等高设置,但前挡板31和后挡板33的顶边高度高于侧挡板32的顶边高度,在下压过程中,平板状纸片1的前侧壁11以及后侧壁15则会先于左右侧壁14与折盒外模3接触而弯折。
角挡杆34设置于前挡板31与侧挡板32以及后挡板33与侧挡板32形成的角落位置。角挡杆34位于前挡板31与侧挡板32形成的夹角的角平分线左右20°范围a内以及位于后挡板33与侧挡板32形成的夹角的角平分线左右20°范围内。角挡杆34的作用是使前侧壁11以及后侧壁15的耳部12首先受力折叠,因此角挡杆34的整体位置位于前挡板31、侧挡板32和后挡板33围合的矩形4之外且角挡杆34的高度高于前挡板31和后挡板33的顶边高度。本实施例中,角挡杆34采用倒“j”型结构,角挡杆34的顶部即“j”型的弯钩底部为水平接触部34a,呈水平设置,水平接触部34a的头端再向下弯折形成小半径的圆弧状,这样整个角挡杆34与纸片接触部分均较为圆滑,可避免损伤纸片。水平接触部34a在竖直方向投影与前挡板31、后挡板33以及侧挡板32在竖直方向投影呈小于90°的夹角α,保证了水平接触部34a与平板状纸片1的耳部12具有足够长的接触面确保耳部12的弯折。
为了使纸盒弯折时更顺畅地进入,前挡板31、后挡板33以及侧挡板32的顶边向矩形的外部翻折形成扩口状。另外为了使纸盒的底盒能够更容易地成型,前挡板31、后挡板33以及侧挡板32的底部设有向矩形的内部凸起的凸缘35,所有的凸缘处于同一水平面。这样在平板状纸片下压时,盒底板由凸缘完成支撑且能保证纸盒在折盒外模内位置水平而不倾斜,确保纸盒的规整。
技术特征:
1.一种纸盒成型设备的折盒机构,其特征在于,包括下压内冲头和折盒外模,所述下压内冲头位于所述折盒外模的上方,所述折盒外模包括前挡板、侧挡板、后挡板以及角挡杆,所述前挡板、侧挡板和后挡板以矩形侧边方式排列,所述前挡板和所述后挡板的顶边高度高于所述侧挡板的顶边高度,所述角挡杆设置于所述前挡板与所述侧挡板以及所述后挡板与所述侧挡板形成的角落的对顶角位置,所述角挡杆的高度高于所述前挡板和所述后挡板的顶边高度。
2.根据权利要求1所述的纸盒成型设备的折盒机构,其特征在于,所述角挡杆位于所述前挡板与所述侧挡板形成的夹角的对顶角的角平分线左右20°范围内以及位于后挡板与侧挡板形成的夹角的对顶角的角平分线左右20°范围内。
3.根据权利要求1所述的纸盒成型设备的折盒机构,其特征在于,所述角挡杆设有水平接触部,所述水平接触部在竖直方向投影与所述前挡板、所述后挡板以及所述侧挡板在竖直方向投影呈小于90°的夹角。
4.根据权利要求1所述的纸盒成型设备的折盒机构,其特征在于,所述前挡板、所述后挡板以及所述侧挡板的顶边向所述矩形的外部翻折形成扩口状。
5.根据权利要求1所述的纸盒成型设备的折盒机构,其特征在于,所述前挡板、所述后挡板以及所述侧挡板的底部设有向所述矩形的内部凸起的凸缘,所述凸缘处于同一水平面。
技术总结
本实用新型公开了一种纸盒成型设备的折盒机构,包括下压内冲头和折盒外模,所述下压内冲头位于所述折盒外模的上方,所述折盒外模包括前挡板、侧挡板、后挡板以及角挡杆,所述前挡板、侧挡板和后挡板以矩形侧边方式排列,所述前挡板和所述后挡板的顶边高度高于所述侧挡板的顶边高度,所述角挡杆设置于所述前挡板与所述侧挡板以及所述后挡板与所述侧挡板形成的角落的对顶角位置,所述角挡杆的高度高于所述前挡板和所述后挡板的顶边高度。本实用新型使得下压内冲头下压时自动完成底盒的先后弯折粘合,提高了生产合格率。
技术研发人员:戴建国
受保护的技术使用者:江苏波司登供应链管理有限公司
技术研发日:2020.11.16
技术公布日:2021.08.24
本文用于企业家、创业者技术爱好者查询,结果仅供参考。