1.本实用新型涉及机械制造技术领域,更具体的说,尤其涉及一种装载机驾驶室门框异型管及装载机。
背景技术:
2.装载机是一种常用的工程机械,装载机工作环境比较恶劣,受震动较大且驾驶室存在高空落物危险,传统装载机驾驶室前立柱制造工艺繁琐,焊接工作量较大,且驾驶室整体前立柱抗弯矩、抗扭矩强度低,棱角、棱边较多外观质量较差,这在实际的操作过程中,带来了一定的难度,有待改进。
3.有鉴于此,针对现有的问题予以研究改良,提供一种抗震性能好、便于驾驶室前立柱焊合、承载度高的装载机驾驶室前立柱异型管及应用此异型管的装载机驾驶室,旨在通过该技术,达到解决问题与提高实用价值性的目的。
技术实现要素:
4.本实用新型的目的在于提供一种装载机驾驶室前立柱异型管,以解决上述背景技术中提出的驾驶室前立柱抗震性能差、不易焊合、承载度差的问题和不足。
5.为实现上述目的,本实用新型提供了一种装载机驾驶室门框异型管及装载机驾驶室,由以下具体技术手段所达成:
6.一种装载机驾驶室门框异型管,包括本体,所述本体由冷弯成型机一次折弯成型,所述本体由第一连接部、第二连接部、第三连接部、第四连接部、第五连接部、第六连接部、第七连接部、第八连接部依次连接构成;所述第一连接部向下弯折90
°
延伸形成第二连接部;所述第二连接部向右弯折90
°
延伸形成第三连接部;所述第三连接部向下弯折90
°
延伸形成第四连接部;所述第四连接部向左弯折90
°
延伸形成第五连接部;所述第五连接部向上弯折90
°
延伸形成第六连接部;所述第六连接部向左上方弯折延伸形成第七连接部;所述第七连接部向右弯折90
°
延伸形成第八连接部。
7.所述第七连接部和第八连接部连接处设置有焊缝。
8.所述第六连接部与第七连接部通过“s”型连接部连接;所述“s”型连接部设置有弯曲连接部一和弯曲连接部二;所述弯曲连接部一与第六连接部连接;所述弯曲连接部二与第七连接部连接;所述弯曲连接部一为向内弯曲的圆弧形,其所在圆的直径为8mm;所述弯曲连接部一向右延伸形成弯曲连接部二;所述弯曲连接部二为向外弯曲的圆弧形,其所在圆的直径16mm。
9.所述第一连接部和第八连接部长度相等;所述焊缝设置在第一连接部和第八连接部中间位置。
10.所述第七连接部与第八连接部的连接处为圆弧形,其所在圆的直径为16mm。
11.所述本体的厚度为6mm。
12.一种装载机驾驶室包含以上所述的驾驶室门框异型管。
13.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
14.1、本实用新型经冷弯成型后焊接的工艺,可以精确控制异型管的尺寸精度公差,从而满足产品的性能要求,同时可提高驾驶室前立柱的抗震性能、支撑强度以及外观质量。
15.2、本实用新型通过对驾驶室门窗异型管的改进,具有抗震性能好、便于驾驶室门框异型管焊合、承载强度高的优点,从而有效的解决了本实用新型在背景技术中提出的问题和不足。
附图说明
16.构成本技术的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
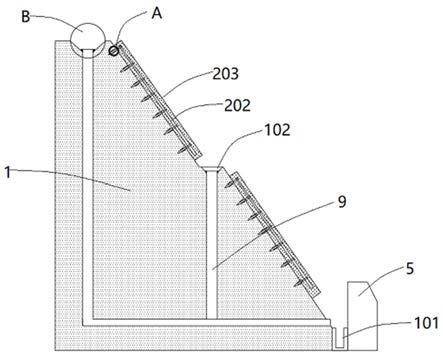
17.图1为本实用新型的结构示意图;
18.图2为图1中a处放大图。
19.图中:第一连接部1、第二连接部2、第三连接部3、第四连接部4、第五连接部5、第六连接部6、第七连接部7、第八连接部8、焊缝9、“s”型连接部10、弯曲连接部一11、弯曲连接部二12。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
21.需要说明的是,在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
22.此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
23.同时,在本实用新型的描述中,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电性连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
24.请参见图1和图2,本实用新型提供具体技术实施方案:
25.一种装载机驾驶室门框异型管,包括本体,所述本体由冷弯成型机一次折弯成型,所述本体由第一连接部1、第二连接部2、第三连接部3、第四连接部4、第五连接部5、第六连接部6、第七连接部7、第八连接部8依次连接构成;所述第一连接部1向下弯折90
°
延伸形成第二连接部2;所述第二连接部2向右弯折90
°
延伸形成第三连接部3;所述第三连接部3向下弯折90
°
延伸形成第四连接部4;所述第四连接部4向左弯折90
°
延伸形成第五连接部5;所述第五连接部5向上弯折90
°
延伸形成第六连接部6;所述第六连接部6向左上方弯折延伸形成
第七连接部7;所述第七连接部7向右弯折90
°
延伸形成第八连接部8。
26.所述第七连接部7和第八连接部8连接处设置有焊缝9。
27.所述第六连接部6与第七连接部7通过“s”型连接部10连接;所述“s”型连接部10设置有弯曲连接部一11和弯曲连接部二12;所述弯曲连接部一11与第六连接部6连接;所述弯曲连接部二12与第七连接部7连接;所述弯曲连接部一11为向内弯曲的圆弧形,其所在圆的直径为8mm;所述弯曲连接部一11向右延伸形成弯曲连接部二12;所述弯曲连接部二12为向外弯曲的圆弧形,其所在圆的直径16mm。
28.所述第一连接部1和第八连接部8长度相等;所述焊缝9设置在第一连接部1和第八连接部8中间位置。
29.所述第七连接部7与第八连接部8的连接处为圆弧形,其所在圆的直径为16mm。
30.所述本体的厚度为6mm。
31.一种装载机驾驶室包含以上所述的驾驶室门框异型管。
32.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
33.1、本实用新型经冷弯成型后焊接的工艺,可以精确控制异型管的尺寸精度公差,从而满足产品的性能要求,同时可提高驾驶室前立柱的抗震性能、支撑强度以及外观质量。
34.2、本实用新型通过对驾驶室门窗异型管的改进,具有抗震性能好、便于驾驶室门框异型管焊合、承载强度高的优点,从而有效的解决了本实用新型在背景技术中提出的问题和不足。
35.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。