一种碳
‑
碳喉衬预制体的编织装置及编制方法
技术领域
1.本发明属于复合材料固体火箭的制造技术领域,特别涉及一种碳
‑
碳喉衬预制体的编织装置及编制方法。
背景技术:
2.喷管喉衬是固体火箭发动机关键部件,要承受高温、高压和固体粒子的冲刷以及高温燃气的热化学侵蚀等。恶劣的工作环境对喉衬部件的安全性造成严重影响,而喉衬部件的安全性对固体火箭发动机能否正常安全工作至关重要。随着科技水平的提高,碳
‑
碳复合材料喷管喉衬已成为固体火箭发动机喉衬材料的首选。碳
‑
碳复合材料喉衬的预制体主要采用针刺和三维编织,其中三维编织的性能更好。也有人尝试用经编机做三维编织体,但因编织体的碳纤维密度较低实际上未被采用。目前三维编织预制体的方法主要有软硬混编的径棒法和轴棒法两种,径棒法只适用于特定的喉衬,由于其碳棒是沿喉衬的径向排列,各部位各方向的性能差异性较小,适用于大型固体火箭;轴棒法预制体存在一定的各向异性,但该方法更适合机器制造且性能改进和提高的空间较大已成为固发喉衬的新宠。所谓轴棒法就是在轴向均匀排布好的碳棒阵列中用碳纤维纱束在碳棒的垂直面进行多方向编织,最终形成一个作为碳
‑
碳复合材料骨架的三维预制体;而径棒法则是在芯模径向均匀排布好碳棒的阵列中,用碳纤维纱束在碳棒的垂直面和芯模的纵向或环向进行多方向缠绕,最终形成一个作为碳
‑
碳复合材料骨架的三维预制体。采用碳棒
‑
碳纤维的软硬混合编织虽然较好的解决了三维成型的问题,但由于碳纤维束自身的蓬松性,使得增密工艺异常繁杂冗长,完工后的碳
‑
碳复合材料的密度较低、耐烧蚀性能还不够理想。
技术实现要素:
3.本发明的目的在于提供一种碳
‑
碳喉衬预制体的编织装置及编制方法,以解决上述碳棒
‑
碳纤维编织法存在问题。
4.为实现上述目的,本发明采用以下技术方案:
5.一种碳
‑
碳喉衬预制体的编织装置,包括机身、平棒卷盘、竖棒、平棒、竖棒托盘、平棒插入头、编织体压紧机构、旋转机构和竖棒输送机构;平棒卷盘、编织体压紧机构和平棒插入头均设置在机身上,平棒卷盘(7)上盘绕有大量连续的横截面为矩形的平棒(10)缠绕在平棒卷盘(7)上,平棒(10)的横截面为矩形,竖棒(6)的横截面为正方形或正三角形,平棒(10)穿通过平棒插入头(2)横向插入设置,竖棒(6)设置在竖棒托盘(1)的上竖棒(6)丛中;竖棒输送机构设置在竖棒托盘底部,旋转机构设置在竖棒输送机构底部;竖棒和平棒形成编织体。
6.进一步的,竖棒托盘位于编织体的底部,竖棒托盘上设置有若干和竖棒相匹配的定位孔。
7.进一步的,竖棒为截面为正方形竖棒、三角形的竖棒、正方形截面的碳棒的任意相邻两个侧面等间距交错设置有立方体块的竖棒或三角形形截面的碳棒的所有侧面等间距
交错设置有多边形立方块三棱柱块的竖棒;平棒截面为矩形。
8.进一步的,编织体压紧机构包括钢梳和压紧机构;压紧机构设置在机身上,钢梳设置在压紧机构上,且钢梳的梳齿正对竖棒阵列的缝隙朝向编织体。
9.进一步的,竖棒输送机构包括压紧盘、偏心轴套、升降杆、提升缸和送棒器;提升缸设置在旋转机构上,提升缸的输出端连接升降杆,升降杆的顶部连接竖棒托盘;升降杆中部设置有送棒器,竖棒穿过送棒器设置;靠近竖棒托盘的升降杆上通过偏心轴套设置有压紧盘。
10.进一步的,压紧盘为硬橡胶压紧盘,压紧盘上设置有位置、孔型、孔径都与竖棒托盘定位孔相同的孔。
11.进一步的,旋转机构包括平板和旋转轮;旋转轮设置在平板的底部。
12.进一步的,平棒插入头底部的机身上设置有横移滑轨,平棒插入头内设置有横移伺服机构和纵移收放机构;平棒插入头输出端设置有推送杆,推送杆上设置有断口剪刀。
13.进一步的,断口剪刀为v形或u形断口剪;竖棒的上方设有滴胶头,滴胶头使用的胶液中设置混有石墨烯微粉。
14.进一步的,一种碳
‑
碳喉衬预制体的编织方法,包括以下步骤:
15.预先由人工或机械手将若干等长的竖棒插入竖棒托盘的定位孔中;
16.然后平棒插入头通过伸缩推送杆将平棒卷盘上的长平棒依次插入竖棒阵列中,长平棒插到位后,平棒插入头前端的断口剪刀将平棒剪断;
17.然后平棒插入头横移到下一个竖棒的空档继续插平棒,当插满一层后,钢梳会在压紧机构的驱动下从刚插入的平棒层的上方插入竖棒阵列并向下压紧平棒层继而抽出;
18.然后竖棒托盘旋转90
°
或者60
°
重复上述的平棒插入;不断地重复上述运动直至插入的平棒高度符合预制体的设计要求,得到硬棒
‑
棒编织;
19.每编好所需长度的预制体后,用割刀或线锯将竖棒托盘上的预制体分离,然后松开竖棒托盘下的压紧盘,同时送棒器夹紧碳棒,待送棒器在升降机构的作用下将碳棒提升至所需高度后,竖棒托盘下的锁紧盘夹紧碳棒同时送棒器松开对碳棒的加持,然后送棒器复位,机器重新开始一件新预制体的编织。
20.与现有技术相比,本发明有以下技术效果:
21.本发明硬棒
‑
棒编织的预制体中空隙大且明显,但由于连续挤压法生产的碳棒含胶量少、纤维密度大,完全用碳棒标准的预制体的含碳量实际上高于棒绳软硬混编编织体的含碳量。另外碳棒中的碳纤维没有弯曲,力学性能更好。液相增密时可将硬棒
‑
棒编织的预制体置于真空浸胶容器中,先抽真空,再注入沥青,然后加热加压保持一定时间,使沥青能通过碳棒棱角处的间隙充满所有的空隙。碳棒光滑的表面可以减小沥青液体的流动阻力,有利于液相增密时沥青的渗透。
22.碳碳复合材料制造过程最后的高温石墨化处理将会使树脂的热解碳转化为石墨结构并与碳纤维产生较强的结合力,最终使得用硬棒
‑
棒编织的预制体做成的碳
‑
碳喉衬材料更加的坚韧和耐烧蚀。
23.平棒插入头包含v形或u形断口剪。断口剪可以采用电动、气动或液压等方式提供动力推动一个冲头从上向下将平棒剪断,v形或u形断口有利于平棒在竖棒丛中穿行。
24.在竖棒托盘和锁紧盘的下方还设有一组与竖棒托盘和锁紧盘结构类似的送棒器,
通过同步转动压紧盘上的偏心轴套使压紧盘上的竖棒托盘上的空位发生偏移实现压紧,送棒器配有独立的伺服升降机构。用于采用较长的z向碳棒,减少穿棒的时间。每编好一定长度的预制体后,机器用割刀或线锯将竖棒托盘上的预制体分离,然后松开竖棒托盘下的锁紧盘,同时送棒器夹紧碳棒,待送棒器在伺服升降机构的作用下将碳棒提升一定高度后,竖棒托盘下的锁紧盘夹紧碳棒同时送棒器松开对碳棒的夹持,然后送棒器复位,机器重新开始一件新预制体的编织。
25.在竖棒的上方设有滴胶头,在每层平棒插完并刚被压紧后给平棒层上滴淋足量高产碳胶液,预先进行孔隙的充填。硬棒
‑
棒编的空隙大且明显,但由于碳棒的纤维密度大,实际上预制体的含碳量还是很高的,至少不亚于棒绳编织体的含碳量。通过滴胶实现准湿法编织可以大幅缩短液相增密的时间。
附图说明
26.图1为本发明硬棒棒编原理示意图;
27.图2为本发明硬棒棒编机结构示意图;
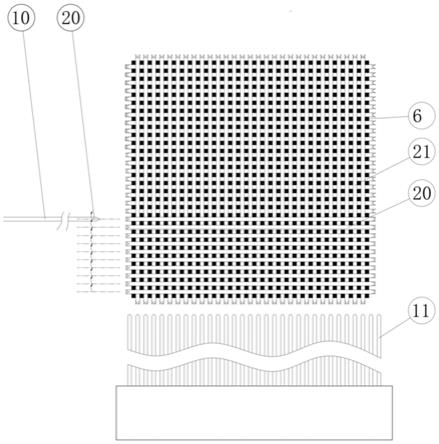
28.图3为本发明3d正交硬棒棒编结构示意图;
29.图4为本发明4d硬棒棒编结构示意图。
30.图5改进的3d竖棒结构示意图
31.图6改进的4d竖棒结构示意图
32.其中:1、竖棒托盘;2、平棒插入头;3、压紧机构;4、旋转机构;5、送棒器;6、竖棒;7、平棒卷;8、推送杆;9、断口剪刀;10、长平棒;11、梳齿;24、编织体;12、横移滑轨;13、压紧盘;14、偏心轴套;15、升降杆;16、提升缸;17、长竖棒;18、丝杠;19、通孔;20、0
°
平棒;21、90
°
平棒;22、 120
°
平棒;23、
‑
120
°
平棒;20’、0
°
填充块;21’、90
°
填充块;22’、 120
°
填充块;23’、
‑
120
°
填充块。
具体实施方式
33.以下结合附图对本发明进一步说明:
34.一种碳
‑
碳喉衬预制体的硬棒
‑
棒编法,全部采用碳棒进行编结,先将z向碳棒的一端固定在编织模板上,然后按照横向顺序用碳棒插满一层与z向碳棒正交的平棒,然后再插满与z向正交和上一层平面的碳棒方向呈90
°
或120
°
平棒,循环往复,最后编成一块3d或4d三维预制体。
35.具体的,正交3d预制体的z向采用正方形截面的碳棒,两个互为正交的平面方向采用矩形截面的碳棒。
36.具体的,4d预制体的z向采用正三角形截面的碳棒,三个互为120
°
的平面方向采用矩形截面的碳棒。
37.正交3d硬棒
‑
棒编织机,包括机身、竖棒托盘、平棒插入头、钢梳扣和平棒卷盘及计算机控制系统,预先由人工或机械手将等长的正方形截面的碳棒插入竖棒托盘的正方形定位盲孔中,然后平棒插入头将矩形截面的平棒卷盘上的平棒依次插入z向碳棒阵列中,到位后剪断,然后横移一个空档继续插平棒;当插满一层后,与插入平棒呈90
°
布置的钢梳扣会从刚插入的平棒层的上方插入z向碳棒阵列并向下压紧继而抽出,然后竖棒托盘旋转90
°
角
度重复进行平棒的插入;不断地重复上述运动直至插入的平棒高度符合设计要求。
38.4d硬棒
‑
棒编织机,包括机身、竖棒托盘、平棒插入头、钢梳扣和平棒卷盘及计算机控制系统,预先由人工或机械手将等长的正三角形截面碳棒插入竖棒托盘的正三角形定位盲孔中,然后平棒插入头将矩形截面的平棒卷盘上的平棒依次插入z向碳棒阵列中,到位后剪断,然后横移一个空档继续插平棒;当一层插满后,与插入平棒呈60
°
或120
°
布置的钢梳扣会从刚插入的平棒层的上方插入z向碳棒阵列并向下压紧继而抽出,然后竖棒托盘旋转60
°
角度重复进行平棒的插入;不断地重复上述运动直至插入的平棒高度符合设计要求。
39.平棒插入头包含横移伺服机构、纵移收放机构。
40.平棒插入头包含v形或u形断口剪。断口剪可以采用电动、气动或液压等方式提供动力推动一个冲头从上向下将平棒剪断,v形或u形断口有利于平棒在竖棒丛中穿行。
41.竖棒托盘上的定位孔为通孔,竖棒托盘下面还有一个采用硬橡胶制作的锁紧盘,锁紧盘上布满了位置、孔型、孔径都与竖棒托盘定位孔相同的通孔,锁紧盘的定位孔套为可旋转的偏心轴套,锁紧盘常态是与竖棒托盘正对,当需要缩紧竖棒时,同步旋转锁紧盘的定位孔套使锁紧盘上所有的通孔位置都与对应的竖棒托盘上的定位孔发生偏移,借助橡胶的弹性变形将竖棒压紧。
42.在竖棒托盘和锁紧盘的下方还设有一组与竖棒托盘和锁紧盘结构类似的送棒器,送棒器配有独立的伺服升降机构。用于采用较长的z向碳棒,减少穿棒的时间。每编好一定长度的预制体后,机器用割刀或线锯将竖棒托盘上的预制体分离,然后松开竖棒托盘下的锁紧盘,同时送棒器夹紧碳棒,待送棒器在伺服升降机构的作用下将碳棒提升一定高度后,竖棒托盘下的锁紧盘夹紧紧碳棒同时送棒器松开对碳棒的加持,然后送棒器复位,机器重新开始一件新预制体的编织。
43.在竖棒的上方设有滴胶头,在每层平棒插完并刚被压紧后给平棒层上滴淋足量高产碳胶液,预先进行孔隙的充填。硬硬棒
‑
棒编的空隙大且明显,但由于碳棒的纤维密度大,实际上预制体的含碳量还是很高的,至少不亚于棒绳编织体的含碳量。通过滴胶实现准湿法编织可以大幅缩短液相增密的时间。
44.液相浸渍用的树脂或沥青中掺有石墨烯微粉。
45.钢梳是由一组厚度略小于竖棒间隔的硬钢板做成的梳子,梳片的所有棱角都是光滑的圆角,钢梳扣被安装在一个具有水平伸缩和竖直移动的伺服
46.按照3d或4d编织后的理论空隙,用横向碳棒切成相应尺寸的填充块,并按照一定的位置粘接到竖棒上,作为改进后的新竖棒。使用改进的新竖棒,在插入横向碳棒后,不用对横向碳棒做压紧动作,后续的沉积增密时间也会大幅缩短。
47.实施例1:
48.请参阅图1,这是一种3d正交碳
‑
碳喉衬预制体的硬棒
‑
棒编法,全部采用碳棒进行编结,先将z向碳棒的一端固定在编织模板上,然后按照横向顺序用碳棒插满一层与z向碳棒正交的平棒,然后再插满与z向正交和上一层平面的碳棒方向呈90
°
平棒,循环往复,最后编成一块3d三维预制体。z向采用正方形截面的碳棒,两个互为正交的平面方向采用矩形截面的碳棒。正交3d硬棒
‑
棒编织机,包括机身、竖棒托盘、平棒插入头、钢梳扣和平棒卷盘,平棒插入头包含横移伺服机构、纵移收放机构。平棒插入头包含v形断口剪。
49.预先由人工或机械手将等长的正方形截面的竖棒6插入竖棒托盘1的正方形定位
盲孔中,然后平棒插入头2通过伸缩推送杆8将矩形截面的平棒卷7上的长平棒10依次插入竖棒6阵列中,长平棒10插到位后,平棒插入,2前端的气动冲头剪刀9将平棒10剪断,断口呈倒v字形,即长平棒10的插入端为尖头。然后平棒插入头2横移到下一个竖棒6的空档继续插平棒;当插满一层后,与插入平棒呈90
°
布置的钢梳齿11会在压紧机构3的驱动下从刚插入的平棒层的上方插入竖棒6阵列并向下压紧平棒层继而抽出,然后竖棒托盘旋转90
°
角度重复上述的平棒插入;不断地重复上述运动直至插入的平棒高度符合设计要求。
50.为了减少后续的液相增密时间,在竖棒托盘1上的竖棒6的上方设有滴胶头,在每层平棒插完并刚被压紧后给平棒层上滴淋足量高产碳胶液,预先进行孔隙的充填。所使用的胶液中混由一定量的石墨烯微粉,作为后续的石墨化过程中晶种,使石墨化进行的更快更好。
51.实施例2:
52.请参阅图1,这是一种4d碳
‑
碳喉衬预制体的硬棒
‑
棒编法,全部采用碳棒进行编结,先将z向碳棒的一端固定在编织模板上,然后按照横向顺序用碳棒插满一层与z向碳棒正交的平棒,然后平棒插入头转动60
°
再插满一层与z向正交的碳棒,循环往复,最后编成一块4d三维预制体。z向采用正三角形截面的碳棒,三个互为120
°
的平面方向采用矩形截面的碳棒,矩形截面的长宽尺寸根据产品的力学要求确定。4d硬棒
‑
棒编织机包括机身、竖棒托盘、平棒插入头、钢梳扣和平棒卷盘,平棒插入头包含横移伺服机构、纵移收放机构。平棒插入头包含u形断口剪。
53.预先由人工或机械手将等长的三角形截面的碳棒插入竖棒托盘1的正三角形定位盲孔中,然后平棒插入头2将矩形截面的平棒卷7上的平棒10依次插入竖棒阵列中,平棒插到位后,平棒插入头2前端的电动冲头剪刀9将平棒从上向下剪断,断口呈倒u字形,即平棒的插入端为尖头。然后平棒插入头横移到下一个竖棒空档继续插平棒;当插满一层后,与插入的平棒呈60
°
或120
°
布置的钢梳扣会从刚插入的平棒层的上方插入竖棒阵列并向下压紧平棒层继而抽出,然后竖棒托盘2旋转60
°
角度重复进行平棒的插入;不断地重复上述运动直至插入的平棒高度符合设计要求。
54.设计硬棒
‑
棒编机器时,也可以将竖棒托盘2机构设计成不转动,让平棒插入头2和钢梳齿11和压紧机构3围绕垂直轴转动。具体应根据实际情况决定。
55.为避免穿一次竖棒6只能做一件产品,可将竖棒托盘1上的定位孔做成通孔,并在竖棒托盘1下面设置一个采用硬橡胶制作的锁紧盘13,用来将竖棒6压紧,在竖棒托盘1和锁紧盘13的下方另外设置一组具有夹紧、放松和升降功能的送棒机构,在一件产品编织结束并被割断取下后,自动提升竖棒6在继续便下一件预制体。进一步,可将机器安置在盖楼房的上层,并在楼板上开孔以盛纳数米长的竖棒。
56.本发明硬棒
‑
棒编织的预制体中空隙大且明显,但由于连续挤压法生产的碳棒含胶量少、纤维密度大,完全用碳棒标准的预制体的含碳量实际上高于棒绳编织体的含碳量。另外碳棒中的碳纤维没有弯曲,力学性能更好。液相增密时可将硬棒
‑
棒编织的预制体置于真空浸胶容器中,先抽真空,再注入沥青,然后加热加压保持一定时间,使沥青能通过碳棒棱角处的间隙充满所有的空隙。碳棒光滑的表面可以减小沥青液体的流动阻力,有利于液相增密时沥青的渗透。
57.碳碳复合材料制造过程最后的高温石墨化处理将会使树脂的热解碳转化为石墨
结构并与碳纤维产生较强的结合力,最终使得用硬棒
‑
棒编织的预制体做成的碳
‑
碳喉衬材料更加的坚韧和耐烧蚀。
58.实施例3:
59.请参阅图1、5、6,这是一种采用改进竖棒的3d或4d的碳
‑
碳喉衬预制体的硬棒
‑
棒编法,全部采用碳棒进行编结,先将z向碳棒的一端固定在编织模板上,然后按照横向顺序用碳棒逐层插满与z向碳棒正交的平棒,最后编成一块完全用硬棒编织的三维预制体。
60.首先按照实施例1和实施例2所述的3d或4d硬棒
‑
棒编织结构计算出理论空隙,再用横向碳棒切成相应尺寸的填充块20’、21’、22’,并按照一定的位置粘接到竖棒上制成改进后的新竖棒。3d正交硬棒
‑
棒编织的填充块20’、21’为立方体,4d硬棒
‑
棒编织的填充块20’、21’、22’为多边形柱体,具体形状和尺寸可按照空隙的尺寸和填充方式而定,图6是按照均分的填充方式的所作的示意图,这样做的好处是所有竖棒都是相同的。
61.编织工艺:先由人工或机械手将新竖棒6’上的填充块按照相同的方向排列并将新竖棒的底端直棒段插入竖棒托盘1的定位盲孔中,然后依次平行的将横向碳棒插满一层,将竖棒丛绕竖棒托盘1轴向转动90
°
或120
°
后在上一个横向层上方开始新的横向层编织,依旧是由依次平行的将横向碳棒插满一层。如此由下向上逐层的插入平棒直至插入的平棒高度符合设计要求。
62.使用改进的新竖棒,在插入横向碳棒后,不用对横向碳棒做压紧动作,由于横棒和新竖棒都是用高密度碳纤维挤压棒材料,后续的沉积增密时间将会大幅缩短。
63.为使后续的增密工序简化和使高温石墨化后的碳
‑
碳材料具有高性能,所有碳棒最好使用碳化后产碳量高的聚芳基乙炔树脂、酚醛树脂作为粘合剂,并在树脂中混入一定比例的石墨烯微粉或石墨微粉作为籽晶,以便在高温石墨化过程使高温碳化的残留碳更快更好的转变成石墨结构并与碳纤维产生较强的结合力。
64.采用新竖棒后,除了需要一个给竖棒定位的托盘和预先将平棒切好外,可以不用其它工装设备由人工进行编织。
65.本发明硬棒
‑
棒编织法,不仅可以编3d、4d还可以编5d等其它结构型式的预制体。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

