1.本发明涉及防护服制备技术领域,具体涉及一种高透气性防护服及生产方法。
背景技术:
2.防护服种类包括消防防护服、工业用防护服、医疗款防护服、军用防护服和特殊人群使用防护服,防护服主要应用于消防、军工、船舶、石油、化工、喷漆、清洗消毒、实验室等行业与部门。现有的防护服的透气性能不佳,人员长时间使用非常不舒服。同时现有防护服制备过程中面料表面难以喷胶均匀,现有设备在制备过程中不方便对不同厚度面料进行匀胶处理,同时面料制备得到后不方便折叠的技术问题。
技术实现要素:
3.本发明的目的在于提供一种高透气性防护服及生产方法,解决以下技术问题:(1)解决现有技术中防护服的透气性不佳的技术问题;(2)解决现有技术中防护服制备过程中面料表面难以喷胶均匀的技术问题;(3)解决现有技术中防护服制备过程中不方便对不同厚度面料进行匀胶处理,同时面料制备得到后不方便折叠的技术问题。
4.本发明的目的可以通过以下技术方案实现:
5.一种高透气性防护服,该防护服由内层面料、中层面料、外层面料组成;
6.其中,该高透气性防护服通过下述步骤制备得到:
7.步骤一:采用氧化石墨烯溶液对内层面料单面喷涂,在55℃以下烘干,制得氧化石墨烯改性面料,使用还原剂对氧化石墨烯改性面料进行还原处理,烘干,制得防护面料;
8.步骤二:将亚麻籽油漆均匀涂抹在中层面料表面,后置入烘箱烘烤2.5
‑
3h,烘箱内的温度保持在130
‑
160℃,将中层面料放入防水剂中并持续循环拉动,同时加热至170
‑
190℃,持续2.5
‑
3.5h,制得防水面料,将防水面料放入抗菌溶胶中并持续循环拉动,同时加热至180
‑
200℃,持续2
‑
3h,制得抗菌防水面料;
9.步骤三:将6
‑
20重量份氟碳乳液、1
‑
2重量份甘油磷酸酯、1
‑
4重量份三氟丙基甲基环三硅氧烷、3
‑
5重量份钛酸酯偶联剂、12
‑
24重量份二巯基乙酸乙二醇酯、12
‑
24重量份月桂醇聚氧乙烯醚、0.5
‑
1.2重量份氨基硅油加入120
‑
140重量份水中混合均匀得到整理液,将外层面料在整理液中浸渍10
‑
40min,将浸渍后的面料进行轧液,轧余率为60
‑
80%,烘干,得到透气面料;
10.步骤四:将防护面料、抗菌防水面料、透气面料分别绕卷在涂胶设备的三个放卷辊上,开启放卷电机,放卷电机输出轴带动皮带轮转动,皮带轮同轴带动放卷辊转动,三个放卷辊分别对防护面料、抗菌防水面料、透气面料进行放卷,输胶泵抽取储胶室内的胶黏剂,并通过旋转管输送至旋转筒内,驱动电机输出轴带动主动齿轮转动,主动齿轮带动从动齿轮转动,从动齿轮带动旋转管转动,旋转管带动旋转筒转动,喷胶头将胶黏剂喷涂在防护面料、抗菌防水面料、透气面料的表面,调节电机输出轴带动滚珠丝杠转动,滚珠丝杠带动两个辊座相向或反向移动,进而调节两个匀胶辊的间距,匀胶辊对喷涂的胶黏剂抹匀,而后防
护面料与透气面料分别通过两个导向辊的引导,防护面料、抗菌防水面料、透气面料在压合辊之间压合成基础面料,基础面料穿过两个预折辊,开启固定电机,固定电机输出轴带动中心齿轮转动,中心齿轮带动两个行星齿轮在圆形壳内转动,行星齿轮通过连接杆带动预折辊转动,两个预折辊正反转动对基础面料施加预折痕,而后将基础面料置入烘箱烘烤2
‑
3h,最后缝制制得高透气性防护服。
11.进一步的,内层面料由纤维素纤维含量大于80%的聚乙烯醇缩醛纤维与聚酯纤维交织制得,纤维素纤维选自棉纤维、大麻纤维、亚麻纤维、苎麻纤维、粘胶纤维、莫代尔纤维、天丝纤维中的一种,中层面料由竹纤维和棉纤维交织制得,外层面料由木纤维和棉纤维交织制得。
12.进一步的,步骤一中还原剂选自维生素或者葡萄糖,还原剂用量为1
‑
12mg/ml,还原时间为0.5
‑
3.5h,还原温度为70
‑
100℃。
13.进一步的,步骤二中防水剂的制备过程如下:按重量份计,称取聚乙烯醇8
‑
12份、有机硅氧烷10
‑
18份、石蜡7
‑
12份、脂肪酸钠8
‑
14份、月桂醇聚氧乙烯醚3
‑
6份、不饱和聚酯树脂10
‑
14份、白土纤维16
‑
28份、防水腈纶8
‑
10份,80
‑
90份去离子水,将上述原料加入搅拌罐,加热至130
‑
170℃,边加热边搅拌直至粘稠,静置3
‑
3.5h,得到防水剂,置于保温箱内保温备用,保温箱内温度为120
‑
150℃。
14.进一步的,步骤二中抗菌溶胶的制备过程如下:按重量份计,称取12
‑
16份异丙醇、4
‑
8份纳米氧化锌、8
‑
12份聚乙二醇、8
‑
12份纤维素、4
‑
8份agno3、85
‑
95份正硅酸乙酯、120
‑
160份水,将异丙醇、纳米氧化锌、聚乙二醇溶解在水中,而后与冰醋酸按照1:的体积比混合,得到复合醋酸溶液,将纤维素溶解到复合醋酸溶液中,得到纤维素醋酸溶液,而后将agno3溶解到纤维素醋酸溶液中得到纤维素
‑
银复合抗菌溶液,将正硅酸乙酯在高速搅拌下加入到纤维素
‑
银复合抗菌溶液中,室温下磁力搅拌机搅拌3
‑
4小时,得到抗菌溶胶。
15.进一步的,涂胶设备包括加工室,所述加工室两侧均为开口状,所述加工室一侧转动安装有三个放卷辊,三个放卷辊一侧设置有两个旋转筒,所述旋转筒两侧均安装有若干喷胶头,所述加工室外侧壁固定安装有侧箱体,所述侧箱体内固定安装有储胶室,所述侧箱体一侧设置有两个输胶泵,所述输胶泵抽胶口连通储胶室,所述输胶泵出胶口转动安装有旋转管,所述旋转管远离储胶室一端固定连接旋转筒,所述旋转管与旋转筒相连通,所述加工室一侧固定安装有两个导向壳,所述导向壳内固定安装有两个导轨,两个导轨上滑动安装有两个辊座,所述辊座上转动安装有匀胶辊,所述匀胶辊设置于加工室内,四个匀胶辊一侧转动设置有两个导向辊,两个导向辊一侧设置有两个压合辊,两个压合辊一侧设置有两个预折辊,所述预折辊安装于连接杆上,所述加工室一侧内壁开设有环形轨,所述连接杆一端滑动连接环形轨。
16.进一步的,所述加工室外侧壁固定有固定侧壳,所述固定侧壳内转动安装有三个皮带轮,三个皮带轮之间通过皮带传动连接,三个皮带轮与三个放卷辊一一对应,所述皮带轮同轴连接放卷辊,所述固定侧壳外侧壁固定安装有放卷电机,所述放卷电机输出轴连接其中一个皮带轮。
17.进一步的,两个输胶泵分别固定于侧箱体内壁顶部、底部,所述储胶室一侧固定安装有驱动电机,所述驱动电机输出轴端部安装有主动齿轮,所述旋转管上安装有从动齿轮,所述主动齿轮啮合连接两个从动齿轮。
18.进一步的,所述导向壳上安装有调节电机,所述调节电机输出轴连接滚珠丝杠,所述滚珠丝杠两端螺纹面沿中部呈对称设置,所述滚珠丝杠两端螺纹连接两个辊座。
19.进一步的,所述加工室外侧壁固定安装有圆形壳,所述圆形壳外侧壁固定安装有固定电机,所述固定电机输出轴连接中心齿轮,所述连接杆一端固定安装有行星齿轮,所述中心齿轮啮合连接两个行星齿轮,所述圆形壳内表面设置有内齿面,所述行星齿轮与内齿面相互啮合。
20.本发明的有益效果:
21.(1)本发明的一种高透气性防护服及生产方法,通过聚乙烯醇、有机硅氧烷、石蜡等制备得到的防水剂,可以有效提升面料的防水效果,同时通过异丙醇、纳米氧化锌、聚乙二醇制备得到的抗菌溶液,可以有效提升面料的抗菌效果,通过氧化石墨烯溶液的制备,可以有效提升面料的防护效果,通过整理液的制备,使得制备得到的面料具有良好的透气性,根据gb/t5453
‑
1997测定,该高透气性防护服的透气性能为376
‑
391l/m2·
s;
22.(2)通过将防护面料、抗菌防水面料、透气面料分别绕卷在涂胶设备的三个放卷辊上,开启放卷电机,放卷电机输出轴带动皮带轮转动,皮带轮同轴带动放卷辊转动,三个放卷辊分别对防护面料、抗菌防水面料、透气面料进行放卷,输胶泵抽取储胶室内的胶黏剂,并通过旋转管输送至旋转筒内,驱动电机输出轴带动主动齿轮转动,主动齿轮带动从动齿轮转动,从动齿轮带动旋转管转动,旋转管带动旋转筒转动,喷胶头将胶黏剂喷涂在防护面料、抗菌防水面料、透气面料的表面,该涂胶设备的三个放卷辊可以同时对三层面料进行放卷,通过持续旋转的旋转筒的设置,使得胶黏剂在喷出前可以得到有效的均匀化处理,防止胶黏剂在储胶室内长时间存储出现沉淀的情况,同时可以通过喷胶头喷涂在两个面料上,喷涂效率高;
23.(3)通过调节电机输出轴带动滚珠丝杠转动,滚珠丝杠带动两个辊座相向或反向移动,进而调节两个匀胶辊的间距,匀胶辊对喷涂的胶黏剂抹匀,而后防护面料与透气面料分别通过两个导向辊的引导,防护面料、抗菌防水面料、透气面料在压合辊之间压合成基础面料,基础面料穿过两个预折辊,开启固定电机,固定电机输出轴带动中心齿轮转动,中心齿轮带动两个行星齿轮在圆形壳内转动,行星齿轮通过连接杆带动预折辊转动,两个预折辊正反转动对基础面料施加预折痕,该涂胶设备的两个匀胶辊可以对不同厚度的面料进行匀胶处理,通过两个预折辊的设置,可以对制备得到的基础面料进行反复的预折处理,方便后续对面料的折叠。
附图说明
24.下面结合附图对本发明作进一步的说明。
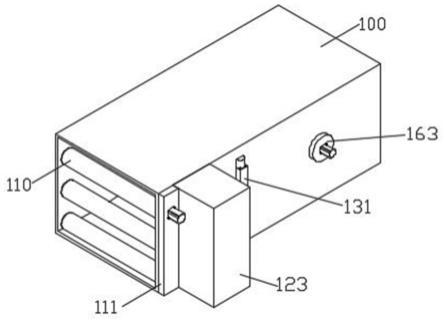
25.图1是本发明的涂胶设备的结构示意图;
26.图2是本发明加工室的内部结构图;
27.图3是本发明固定侧壳的结构示意图;
28.图4是本发明固定侧壳的内部结构图;
29.图5是本发明侧箱体的内部结构图;
30.图6是本发明旋转筒的侧视图;
31.图7是本发明匀胶辊的结构示意图;
32.图8是本发明导向壳的内部结构图;
33.图9是本发明圆形壳的结构示意图;
34.图10是本发明圆形壳的结构示意图。
35.图中:100、加工室;110、放卷辊;111、固定侧壳;112、放卷电机;113、皮带轮;120、旋转筒;121、喷胶头;122、旋转管;123、侧箱体;124、从动齿轮;125、主动齿轮;126、驱动电机;127、输胶泵;128、储胶室;130、匀胶辊;131、导向壳;132、调节电机;133、滚珠丝杠;134、辊座;135、导轨;140、导向辊;150、压合辊;160、预折辊;161、环形轨;162、连接杆;163、圆形壳;164、行星齿轮;165、中心齿轮;166、固定电机。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
37.请参阅图1
‑
10所示
38.实施例1
39.一种高透气性防护服,该防护服由内层面料、中层面料、外层面料组成;
40.其中,该高透气性防护服通过下述步骤制备得到:
41.步骤一:采用氧化石墨烯溶液对内层面料单面喷涂,在55℃以下烘干,制得氧化石墨烯改性面料,使用还原剂对氧化石墨烯改性面料进行还原处理,烘干,制得防护面料;
42.步骤二:将亚麻籽油漆均匀涂抹在中层面料表面,后置入烘箱烘烤2.5h,烘箱内的温度保持在130℃,将中层面料放入防水剂中并持续循环拉动,同时加热至170℃,持续2.5h,制得防水面料,将防水面料放入抗菌溶胶中并持续循环拉动,同时加热至180℃,持续2h,制得抗菌防水面料;
43.步骤三:将6重量份氟碳乳液、1重量份甘油磷酸酯、1重量份三氟丙基甲基环三硅氧烷、3重量份钛酸酯偶联剂、12重量份二巯基乙酸乙二醇酯、12重量份月桂醇聚氧乙烯醚、0.5重量份氨基硅油加入120重量份水中混合均匀得到整理液,将外层面料在整理液中浸渍10min,将浸渍后的面料进行轧液,轧余率为60%,烘干,得到透气面料;
44.步骤四:将防护面料、抗菌防水面料、透气面料分别绕卷在涂胶设备的三个放卷辊110上,开启放卷电机112,放卷电机112输出轴带动皮带轮113转动,皮带轮113同轴带动放卷辊110转动,三个放卷辊110分别对防护面料、抗菌防水面料、透气面料进行放卷,输胶泵127抽取储胶室128内的胶黏剂,并通过旋转管122输送至旋转筒120内,驱动电机126输出轴带动主动齿轮125转动,主动齿轮125带动从动齿轮124转动,从动齿轮124带动旋转管122转动,旋转管122带动旋转筒120转动,喷胶头121将胶黏剂喷涂在防护面料、抗菌防水面料、透气面料的表面,调节电机132输出轴带动滚珠丝杠133转动,滚珠丝杠133带动两个辊座134相向或反向移动,进而调节两个匀胶辊130的间距,匀胶辊130对喷涂的胶黏剂抹匀,而后防护面料与透气面料分别通过两个导向辊140的引导,防护面料、抗菌防水面料、透气面料在压合辊150之间压合成基础面料,基础面料穿过两个预折辊160,开启固定电机166,固定电机166输出轴带动中心齿轮165转动,中心齿轮165带动两个行星齿轮164在圆形壳163内转
动,行星齿轮164通过连接杆162带动预折辊160转动,两个预折辊160正反转动对基础面料施加预折痕,而后将基础面料置入烘箱烘烤2h,最后缝制制得高透气性防护服。
45.具体的,内层面料由纤维素纤维含量大于80%的聚乙烯醇缩醛纤维与聚酯纤维交织制得,纤维素纤维选自棉纤维,中层面料由竹纤维和棉纤维交织制得,外层面料由木纤维和棉纤维交织制得。
46.步骤一中还原剂选自维生素,还原剂用量为1mg/ml,还原时间为0.5h,还原温度为70℃。
47.步骤二中防水剂的制备过程如下:按重量份计,称取聚乙烯醇8份、有机硅氧烷10份、石蜡7份、脂肪酸钠8份、月桂醇聚氧乙烯醚3份、不饱和聚酯树脂10份、白土纤维16份、防水腈纶8份,80份去离子水,将上述原料加入搅拌罐,加热至130℃,边加热边搅拌直至粘稠,静置3h,得到防水剂,置于保温箱内保温备用,保温箱内温度为120℃。
48.步骤二中抗菌溶胶的制备过程如下:按重量份计,称取12份异丙醇、4份纳米氧化锌、8份聚乙二醇、8份纤维素、4份agno3、85份正硅酸乙酯、120份水,将异丙醇、纳米氧化锌、聚乙二醇溶解在水中,而后与冰醋酸按照1:2的体积比混合,得到复合醋酸溶液,将纤维素溶解到复合醋酸溶液中,得到纤维素醋酸溶液,而后将agno3溶解到纤维素醋酸溶液中得到纤维素
‑
银复合抗菌溶液,将正硅酸乙酯在高速搅拌下加入到纤维素
‑
银复合抗菌溶液中,室温下磁力搅拌机搅拌3小时,得到抗菌溶胶。
49.实施例1的高透气性防护服的透气性能为376l/m2·
s。
50.实施例2
51.该高透气性防护服通过下述步骤制备得到:
52.步骤一与实施例1相同;
53.步骤二:将亚麻籽油漆均匀涂抹在中层面料表面,后置入烘箱烘烤3h,烘箱内的温度保持在160℃,将中层面料放入防水剂中并持续循环拉动,同时加热至190℃,持续3.5h,制得防水面料,将防水面料放入抗菌溶胶中并持续循环拉动,同时加热至200℃,持续3h,制得抗菌防水面料;
54.步骤三:将20重量份氟碳乳液、2重量份甘油磷酸酯、4重量份三氟丙基甲基环三硅氧烷、5重量份钛酸酯偶联剂、24重量份二巯基乙酸乙二醇酯、24重量份月桂醇聚氧乙烯醚、1.2重量份氨基硅油加入140重量份水中混合均匀得到整理液,将外层面料在整理液中浸渍40min,将浸渍后的面料进行轧液,轧余率为80%,烘干,得到透气面料;
55.步骤四:基础面料烘烤时间为3h,其余步骤与实施例1相同。
56.具体的,内层面料由纤维素纤维含量大于80%的聚乙烯醇缩醛纤维与聚酯纤维交织制得,纤维素纤维选自天丝纤维,中层面料由竹纤维和棉纤维交织制得,外层面料由木纤维和棉纤维交织制得。
57.步骤一中还原剂选自葡萄糖,还原剂用量为12mg/ml,还原时间为3.5h,还原温度为100℃。
58.步骤二中防水剂的制备过程如下:按重量份计,称取聚乙烯醇12份、有机硅氧烷18份、石蜡12份、脂肪酸钠14份、月桂醇聚氧乙烯醚6份、不饱和聚酯树脂14份、白土纤维28份、防水腈纶10份,90份去离子水,将上述原料加入搅拌罐,加热至170℃,边加热边搅拌直至粘稠,静置3.5h,得到防水剂,置于保温箱内保温备用,保温箱内温度为150℃。
59.步骤二中抗菌溶胶的制备过程如下:按重量份计,称取16份异丙醇、8份纳米氧化锌、12份聚乙二醇、12份纤维素、8份agno3、95份正硅酸乙酯、160份水,将异丙醇、纳米氧化锌、聚乙二醇溶解在水中,而后与冰醋酸按照1:2.5的体积比混合,得到复合醋酸溶液,将纤维素溶解到复合醋酸溶液中,得到纤维素醋酸溶液,而后将agno3溶解到纤维素醋酸溶液中得到纤维素
‑
银复合抗菌溶液,将正硅酸乙酯在高速搅拌下加入到纤维素
‑
银复合抗菌溶液中,室温下磁力搅拌机搅拌4小时,得到抗菌溶胶。
60.实施例2的高透气性防护服的透气性能为391l/m2·
s。
61.涂胶设备包括加工室100,加工室100两侧均为开口状,加工室100一侧转动安装有三个放卷辊110,三个放卷辊110一侧设置有两个旋转筒120,旋转筒120两侧均安装有若干喷胶头121,加工室100外侧壁固定安装有侧箱体123,侧箱体123内固定安装有储胶室128,侧箱体123一侧设置有两个输胶泵127,输胶泵127抽胶口连通储胶室128,输胶泵127出胶口转动安装有旋转管122,旋转管122远离储胶室128一端固定连接旋转筒120,旋转管122与旋转筒120相连通,加工室100一侧固定安装有两个导向壳131,导向壳131内固定安装有两个导轨135,两个导轨135上滑动安装有两个辊座134,辊座134上转动安装有匀胶辊130,匀胶辊130设置于加工室100内,四个匀胶辊130一侧转动设置有两个导向辊140,两个导向辊140一侧设置有两个压合辊150,两个压合辊150一侧设置有两个预折辊160,预折辊160安装于连接杆162上,加工室100一侧内壁开设有环形轨161,连接杆162一端滑动连接环形轨161。
62.进一步的,加工室100外侧壁固定有固定侧壳111,固定侧壳111内转动安装有三个皮带轮113,三个皮带轮113之间通过皮带传动连接,三个皮带轮113与三个放卷辊110一一对应,皮带轮113同轴连接放卷辊110,固定侧壳111外侧壁固定安装有放卷电机112,放卷电机112输出轴连接其中一个皮带轮113,通过以上结构设置,使得三个放卷辊110可以同时对三层面料进行放卷。
63.进一步的,两个输胶泵127分别固定于侧箱体123内壁顶部、底部,储胶室128一侧固定安装有驱动电机126,驱动电机126输出轴端部安装有主动齿轮125,旋转管122上安装有从动齿轮124,主动齿轮125啮合连接两个从动齿轮124,通过持续旋转的旋转筒120的设置,使得胶黏剂在喷出前可以得到有效的均匀化处理,防止胶黏剂在储胶室128内长时间存储出现沉淀的情况,同时可以通过喷胶头121喷涂在两个面料上,喷涂效率高。
64.进一步的,导向壳131上安装有调节电机132,调节电机132输出轴连接滚珠丝杠133,滚珠丝杠133两端螺纹面沿中部呈对称设置,滚珠丝杠133两端螺纹连接两个辊座134,通过以上结构设置,保证两个匀胶辊130可以对不同厚度的面料进行匀胶处理。
65.进一步的,加工室100外侧壁固定安装有圆形壳163,圆形壳163外侧壁固定安装有固定电机166,固定电机166输出轴连接中心齿轮165,连接杆162一端固定安装有行星齿轮164,中心齿轮165啮合连接两个行星齿轮164,圆形壳163内表面设置有内齿面,行星齿轮164与内齿面相互啮合,通过以上结构设置,可以对制备得到的基础面料进行反复的预折处理,方便后续对面料的折叠。
66.在本发明的描述中,需要理解的是,术语“上”、“下”、“左”、“右”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以及特定的方位构造和操作,因此,不能理解为对本发明的限制。此外,“第一”、“第二”仅由于描述目的,且不能理解为指示或暗示
相对重要性或者隐含指明所指示的技术特征的数量。因此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者多个该特征。本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
67.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”“相连”“连接”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

