1.本发明涉及钢铁冶金领域特别涉及一种控制连铸坯尾保护渣卷渣的方法。
背景技术:
2.板坯连铸生产过程中,连铸坯尾坯易产生的夹杂缺陷,且此类缺陷通常位于板坯厚度中心位置,在成品钢卷表面无法有效识别,在用户加工过程中发生开裂分层,无论对企业效益还是对企业品牌形象都造成一定影响。本发明通过调整连铸停浇阶段尾坯输出辊缝控制,减少坯尾钢水凝固收缩时对保护渣的吸入,提高连铸尾坯质量。
技术实现要素:
3.本发明所要解决的技术问题是提供一种控制连铸坯尾保护渣卷渣的方法,解决连铸坯尾中保护渣卷渣缺陷。
4.为实现上述目的,本发明采用以下技术方案实现:
5.一种控制连铸坯尾保护渣卷渣的方法,包括:
6.1)降低尾坯拉速率,减少尾坯对保护渣的吸力;
7.2)扇形段对连铸板坯最后3
‑
4m从恒定辊缝改为渐缩辊缝控制,增加尾坯内部钢液压力,减少向尾坯内部抽吸保护渣。
8.步骤1)中尾坯拉速率控制在0.05m/min2以下;
9.步骤2)中渐缩辊缝的渐缩量为1.5
‑
3mm;按钢种具体为:
10.低碳钢,渐缩辊缝的渐缩量为1.5
‑
2.2mm;
11.中碳钢,渐缩量为2.3
‑
2.6mm;
12.高碳钢,渐缩量为2.7
‑
3.0mm。
13.与现有的技术相比,本发明的有益效果是:
14.本发明的方法减少连铸坯尾钢水凝固收缩时对保护渣的吸入,提高连铸坯尾质量,避免生产的钢卷出现坯尾夹杂分层缺陷。
具体实施方式
15.下面结合实施例对本发明进一步说明:
16.以下实施例对本发明进行详细描述。这些实施例仅是对本发明的最佳实施方案进行描述,并不对本发明的范围进行限制。
17.一种控制连铸坯尾保护渣卷渣的方法,包括:
18.1)降低尾坯拉速率在0.05m/min2以下,减少尾坯对保护渣的吸力;
19.2)扇形段对连铸板坯最后3
‑
4m从恒定辊缝改为渐缩辊缝控制,增加尾坯内部钢液压力,减少向尾坯内部抽吸保护渣。
20.实施例1
21.控制高碳钢连铸坯尾保护渣卷渣的方法,包括:
22.1)降低尾坯拉速率为0.04m/min2;
23.2)扇形段对连铸板坯最后3m从恒定辊缝改为渐缩辊缝控制,渐缩辊缝的渐缩量设定为3.0mm,具体辊缝数据调整方案见表1;
24.表1:
25.距离坯尾米数渐缩辊缝值1m0mm1.5m
‑
0.7mm2.0m
‑
1.5mm2.5m
‑
2.3mm3.0m
‑
3.0mm
26.实施例2
27.控制中碳钢连铸坯尾保护渣卷渣的方法,包括:
28.1)降低尾坯拉速率为0.05m/min2;
29.2)扇形段对连铸板坯最后3m从恒定辊缝改为渐缩辊缝控制,渐缩辊缝的渐缩量设定为2.3mm,具体辊缝数据调整方案见表2;
30.表2:
[0031][0032][0033]
实施例3
[0034]
控制中碳钢连铸坯尾保护渣卷渣的方法,包括:
[0035]
1)降低尾坯拉速率为0.04m/min2;
[0036]
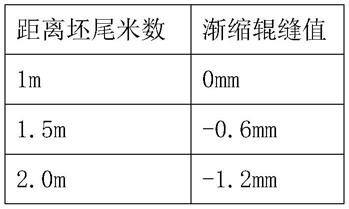
2)扇形段对连铸板坯最后3m从恒定辊缝改为渐缩辊缝控制,渐缩辊缝的渐缩量设定为1.5mm,具体辊缝数据调整方案见表3;
[0037]
表3:
[0038]
距离坯尾米数渐缩辊缝值1m0mm1.5m
‑
0.4mm2.0m
‑
0.8mm2.5m
‑
1.2mm3.0m
‑
1.5mm。
技术特征:
1.一种控制连铸坯尾保护渣卷渣的方法,其特征在于,包括:1)降低尾坯铸机降速速率,减少尾坯对保护渣的吸力;2)扇形段对连铸板坯最后3
‑
4m从恒定辊缝改为渐缩辊缝控制。2.根据权利要求1所述的一种控制连铸坯尾保护渣卷渣的方法,其特征在于,步骤1)中尾坯铸机降速速率控制在0.05m/min2以下。3.根据权利要求1所述的一种控制连铸坯尾保护渣卷渣的方法,其特征在于,步骤2)中渐缩辊缝的渐缩量为1.5
‑
3mm;按钢种具体为:低碳钢,渐缩辊缝的渐缩量为1.5
‑
2.2mm;中碳钢,渐缩量为2.3
‑
2.6mm;高碳钢,渐缩量为2.7
‑
3.0mm。
技术总结
本发明涉及一种控制连铸坯尾保护渣卷渣的方法,1)降低尾坯拉速率,尾坯拉速率控制在0.05m/min2以下,减少尾坯对保护渣的吸力;2)扇形段对连铸板坯最后3
技术研发人员:王峦涛 陈宇 高洪涛
受保护的技术使用者:鞍钢股份有限公司
技术研发日:2021.04.14
技术公布日:2021/10/18
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

