epp造粒挤出机的单流道交替式过滤装置
技术领域
1.本实用新型涉及一种epp造粒挤出机的过滤装置,尤其涉及一种epp造粒挤出机的单流道交替式过滤装置。
背景技术:
2.已知的epp造粒生产中采用的生产设备多为螺杆式挤出机,主要构成包括机头和内置螺杆的料筒,热熔的物料经料筒内部螺杆旋转输出后再经机头挤出成型,由于热熔的物料中往往夹带一些不熔的杂质,因此已知设备中往往在机头内部设置过滤装置对杂质进一步滤除。
3.现有的过滤装置主要是一种设于料筒与机头连接段壳体内部的机构,主要包括卡装在流道壁上的框架和粘贴其上的滤网,这种过滤装置实际使用中存在下面的问题:
4.过滤网经过一段时间的使用后需要更换,但已有的这种设备需要掀开外壳拆卸更换,操作繁琐,费时费力,并且在更换时挤出机需要停机,导致不仅效率低下,且使得生产停滞,给企业造成一定的损失。
5.为此公司对应设计有一种epp造粒挤出机的机头快换式过滤装置,该装置的核心是一套滤网交替更换机构,该机构的过滤箱内部采用并行流道设计,并通过两套滤网活动机构来交替升降滤网阻挡流道。其中一套滤网移出过滤箱后进行更换操作,而另一套可以继续使用。但在长期使用中,这种系统暴露出如下问题:
6.1) 上述滤网活动机构主要通过气缸来升降滤网,但却无法横向将滤网移动至挤出机一侧,滤网抬出后悬停在过滤箱上方,由于过滤箱的干涉导致工人针对滤网的拆卸较为不便。
7.2) 由于滤网升起后无法直接移动至一侧,这使得即便将滤网清洗设备搬运至挤出机一侧也无法对滤网实施清洗。为此现有技术中,工人依旧只能将滤网拆下后转移至其它地方实施清洗,效率低下,且增加企业用工成本。
8.3) 由于是并行的流道,一方的滤网抬起后需要立即用流道挡板遮挡其所在流道,此时两条流道变为仅有一条流道使用,流道负荷增大,不仅反而导致过滤效果下降,且还会造成设备元件的使用寿命降低。
技术实现要素:
9.本实用新型目的是:提供一种epp造粒挤出机的单流道交替式过滤装置,该装置能够将滤网转移至epp造粒挤出机一侧,方便对滤网进行拆卸和清洗,以便提高作业效率,同时不会增加流道负荷,能够确保过滤装置整体的工作可靠性。
10.本实用新型的技术方案是:一种epp造粒挤出机的单流道交替式过滤装置,包括设置于epp造粒挤出机的料筒和机头之间的过滤箱,其特征在于过滤箱内设有单一流道,该流道上前后分布设有两块滤网,而过滤箱顶部设有两个滤网升降驱动装置,分别用于驱动两块滤网上下升降;还包括对应每个滤网升降驱动装置设置的转移驱动机构,用于将滤网升
降驱动装置连带滤网一同横移至epp造粒挤出机一旁,每个转移驱动机构包括驱动机构支撑架、固定滤网升降驱动装置的安装板及设置在驱动机构支撑架上连接并驱动安装板移动的平移驱动装置。
11.本实用新型中的滤网升降驱动装置和平移驱动装置均可以由人工操控并协调运作。当然为了提高本实用新型的自动化特性,进一步的,本实用新型还包括plc控制器,所述滤网升降驱动装置和平移驱动装置均与plc控制器电连接。
12.进一步的,本实用新型中所述平移驱动装置为伺服缸。
13.再进一步的,本实用新型中所述伺服缸包括固定在驱动机构支撑架上的导轨、固定在导轨一端的伺服电机、与伺服电机的输出轴相连的丝杆及与导轨配合的滑块,滑块上设有螺母孔与丝杆配合,而所述安装板与滑块固定。实际安装时,伺服电机是与plc控制器电连接的。
14.再优选的,本实用新型中所述导轨为槽形导轨,包括左右导条和位于左右导条之间的开槽,所述安装板被支撑设于左右导条的顶部;而所述滑块的底部截面呈倒梯形,并与开槽的下部形状匹配。
15.进一步的,本实用新型中所述滤网升降驱动装置选择气缸,气缸的顶杆上固定有连接夹块,该连接夹块通过螺栓与所述滤网的外框可拆卸式固定;而过滤箱的顶部对应每个滤网均开有供相应滤网进出的通槽,且通槽外周上设有一圈耐高温密封圈。当然同已知技术一样,所述滤网升降驱动装置也可以选择伺服缸或者直线电机等。
16.本实用新型的使用原理如下:
17.初始时,两个滤网中的一个插入过滤箱内,阻挡在流道上进行过滤作业。
18.plc控制器内部预设滤网的工作时间,例如工作6个小时后更换,那么当滤网工作满6小时后,plc控制器驱动滤网升降驱动装置工作,将该滤网升起,同时驱动另一滤网升降驱动装置运作将相应滤网降下挡在流道上继续工作。
19.随即,plc控制器驱动转移驱动机构动作,将滤网升降驱动装置连带升起的滤网一同移动至epp造粒挤出机一侧,由人工进行拆卸。或者假如预先在epp造粒挤出机一侧设置滤网清洗设备的话,可以直接对滤网实施冲洗。
20.滤网清洗完毕烘干后被重新移回过滤箱上方,等待接下来与工作中的滤网交替使用,重复上述过程。
21.本实用新型的优点是:
22.1.本实用新型中两块滤网在单一流道上是前后分布,交替使用,不像已知技术那样需要阻挡流道,故不会造成流道负荷的提高,因此能够在提高工作效率的同时,确保过滤装置整体的工作可靠性。
23.2.本实用新型能够将滤网抬起后再转移至epp造粒挤出机一侧,方便对滤网进行拆卸和清洗,以便提高作业效率。
24.3. 本实用新型装置实施后,方便工人在epp造粒挤出机的一侧安置清洗设备直接对滤网实施清洗。现有技术中滤网由人工装卸、转移和清洗的过程起码耗时1~2小时,而本实用新型装置配合清洗设备有利于完全实现在线滤网的自动清洗,预计10~15分钟即可完成整个过程,大大提高了效率。且当一个滤网移出清洗时,另一个降下工作,确保对物料进行过滤,整个过程中无需使epp造粒挤出机停机,能提高生产连续性,大大减少企业损失。且
清洗完毕的滤网借助转移驱动机构和滤网升降驱动装置又能重新送回过滤箱,整个过程无需人工参与,节约时间和企业用工成本,快捷高效。
25.4. 本实用新型中对伺服缸的导轨和滑块实施专门的设计,结构简单紧凑,而输送平稳性更好。
附图说明
26.下面结合附图及实施例对本实用新型作进一步描述:
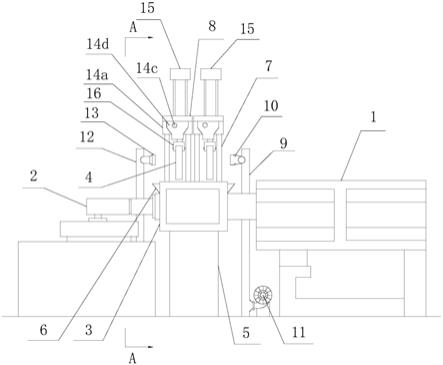
27.图1为本实用新型在epp造粒挤出机上实际使用时的结构主视图(两个滤网均升起状态);
28.图2为图1另一工作状态的结构主视图(一个滤网降下,一个滤网升起);
29.图3为图1的a
‑
a向视图;
30.图4为图2的b
‑
b向视图。
31.其中:1、料筒;2、机头;3、过滤箱;4、滤网;5、台盆支架;6、台盆;7、驱动机构支撑架;8、安装板;9、供风管;10、供风扩口;11、烘干风机;12、供水管;13、电控喷头;14、伺服缸;14a、导轨;14b、伺服电机;14c、丝杆;14d、滑块;15、气缸;15a、顶杆;16、连接夹块。
具体实施方式
32.实施例:结合图1~图4所示对本实用新型提供的这种epp造粒挤出机的单流道交替式过滤装置的具体实施方式进行具体说明如下:
33.本实施例提供的这种epp造粒挤出机的单流道交替式过滤装置由设置于epp造粒挤出机的料筒1和机头2之间的过滤箱3、前后分布设于过滤箱3内单一流道上的两块滤网4、设置在过滤箱3顶部分别用于驱动两块滤网4上下升降的两个滤网升降驱动装置、用于将相应的滤网升降驱动装置连带滤网4一同转移至epp造粒挤出机一旁的转移驱动机构以及plc控制器(图中省略)共同构成。
34.与此同时,本实施例中在epp造粒挤出机的过滤箱3一旁设置滤网冲洗装置和烘干装置,用于对转移出来滤网4实施冲洗和烘干作业。
35.同已知技术一样,本实施例中两个所述滤网升降驱动装置均为气缸15,气缸15的顶杆15a上固定有连接夹块16,该连接夹块16通过螺栓与所述滤网4的外框可拆卸式固定;而过滤箱3的顶部对应每个滤网4均开有供相应滤网4进出的通槽,且通槽外周上设有一圈耐高温密封圈(图中不可见)。气缸15同plc控制器电连接。
36.结合图1~图4所示,本实施例中滤网冲洗装置由台盆支架5、置于台盆支架5上的台盆6和置于台盆支架5一侧的电控喷淋装置共同组成,其中的电控喷淋装置由一个电控喷淋单元机构构成,该电控喷淋单元机构由供水管12和设置于供水管12上指向滤网4的电控喷头13构成,用于冲洗转移至台盆6上方的滤网4,电控喷头13同所述plc控制器电连接。实际安装时供水管与工厂的供水管路相连。挤出机在工作时,其内部热熔的物料是从料筒流向机头的,因此滤网4过滤时,污物被拦截挂在滤网4朝向料筒1的一面。而本案中如图1和图2所示,电控喷头13的布置朝向(也即其水流的喷淋方向)是逆向挤出机的料传递方向的,便于反向冲落滤网4上的污物。
37.再结合图1和图2所示,本实施例中所述烘干装置由一烘干单元机构组成,这种烘
干单元机构由供风管9、设于供风管9上并朝向滤网4的供风扩口10及与供风管9相连的烘干风机11共同构成,烘干风机11与plc控制器电连接。本实施例中供风扩口10的朝向与电控喷头13的朝向相对。
38.再结合图1~图4所示,本实施例中每个转移驱动机构均由驱动机构支撑架7、固定气缸15的安装板8及设置在驱动机构支撑架7上连接并驱动安装板8移动的平移驱动装置所构成。本实施例中的驱动机构支撑架7由两根支撑于地面的长立杆和四根支撑于epp造粒挤出机过滤箱3上的短立杆所构成。
39.本实施例中所述平移驱动装置为伺服缸14,这种伺服缸14由固定在驱动机构支撑架7上的导轨14a、固定在导轨14a一端的伺服电机14b、与伺服电机14b的输出轴相连的丝杆14c及与导轨14a配合的滑块14d共同构成,滑块14d上设有螺母孔与丝杆14c配合,而所述安装板8固定在滑块14d顶部。伺服缸14的伺服电机14b与plc控制器电连接。
40.结合图1和图2所示,本实施例中所述导轨14a为槽形导轨,包括左右导条和位于左右导条之间的开槽,所述安装板8被支撑设于左右导条的顶部;而所述滑块14d的底部截面呈倒梯形,并与开槽的下部形状匹配。
41.本实施例的工作原理如下:
42.初始时,两个滤网4中的一个插入过滤箱3内,阻挡在流道上进行过滤作业,例如图1中左侧的滤网4插入工作。
43.plc控制器内部预设滤网4的工作时间,例如工作6个小时后更换,那么当左侧滤网4工作满6小时后,plc控制器驱动气缸15工作,将该滤网4升起,同时驱动另一气缸15运作将右侧滤网4降下挡在流道上继续工作,如图2和图3所示。
44.随即,plc控制器驱动转移驱动机构动作,将气缸15连带升起的左侧滤网4一同移动至台盆6上方,如图4所示,接着plc控制器驱动电控喷淋装置朝滤网4喷水清洗,清洗完毕烘干,最后烘干好的滤网4被重新移回过滤箱3上方,等待接下来与工作中的右侧滤网4交替使用,重复上述过程,从而实现在线高效的滤网清洗作业,保证epp造粒挤出机的工作可靠性,持续性,最终大大节约工作时间,提高工作效率。
45.现有技术中滤网4由人工装卸、转移和清洗的过程起码耗时1~2小时,而采用本实用新型装置完全有利于实现在线滤网的自动清洗,10~15分钟即可完成整个过程,大大提高了效率,且不中断生产。
46.当然上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型主要技术方案的精神实质所做的修饰,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。