:
1.本实用新型涉及机械加工技术领域,特指一种变压器绕线机用卧式装套管装置。
背景技术:
2.变压器是变换交流电压、电流和阻抗的器件,当初级线圈中通有交流电流时,铁芯(或磁芯)中便产生交流磁通,使次级线圈中感应出电压(或电流)。变压器由铁芯(或磁芯)和线圈组成,线圈有两个或两个以上的绕组,其中接电源的绕组叫初级线圈,其余的绕组叫次级线圈。
3.在变压器绕组绕线时对起线与收线的引脚处的线材穿一根绝缘且耐高温的套管,使引出线之间及引出线与变压器外壳之间更好的绝缘,提高产品的安全可靠性,同时起固定引出线的作用。
4.传统的穿套管方式都是采用人工手动操作,由于线材的外径和套管的内径大小相差不大,套管穿线有难度,导致整个过程效率低下,占用较多的人力,而且难以保证产品外观及品质的一致性;随后,在变压器绕线机上设置了穿套管装置,其采用自动化进行穿套管,其效率提高了,降低了人力输出,且保证产品外观及品质的一致性;但是由于线材的外径和套管的内径大小相差不大,需要先对套管的端口进行扩大处理,以便后期将线材穿入该套管中,而该穿套管装置使采用气缸驱动圆锥头直插入套管的端口,以此扩大套管的端口,这样的方式容易将套管端口挤破,影响产品质量,甚至需要停机处理,影响工作效率。
5.有鉴于此,本发明人提出以下技术方案。
技术实现要素:
6.本实用新型的目的在于克服现有技术的不足,提供一种变压器绕线机用卧式装套管装置。
7.为了解决上述技术问题,本实用新型采用了下述技术方案:该变压器绕线机用卧式装套管装置包括机板、横向安装于该机板上并用于夹持套管移送套管的夹套管移送机构和横向安装于该机板上并用于旋转扩展套管孔径的旋转扩套管机构及位于该旋转扩套管机构旁侧的穿套管机构,该旋转扩套管机构包括有安装于该机板上的直线模组、安装于该直线模组上并可由直线模组驱动以前后移动的旋转模组、安装于该旋转模组上并可由旋转模组驱动以旋转的扩管针,该扩管针包括有依次连接的圆柱段和圆锥段。
8.进一步而言,上述技术方案中,所述直线模组包括有前进连动板和用于驱动该前进连动板前后移动的扩套管前进气缸,所述旋转模组安装于该前进连动板上;所述旋转模组为旋转气缸或电机。
9.进一步而言,上述技术方案中,所述夹套管移送机构包括有安装于该机板端部的横向滑轨、安装于该横向滑轨上的移送座、与移送座连接的驱动杆和用于驱动该驱动杆移动的移送气缸、水平安装于该移送座端部的套管定位夹子。
10.进一步而言,上述技术方案中,所述套管定位夹子包括有平行气动手指、安装于该
平行气动手指的第一指板上的第一夹板、安装于该平行气动手指的第二指板上的第二夹板、分别安装于该第一夹板和第二夹板上并用于夹紧套管的第一夹模和第二夹模,该第一夹模和第二夹模相对的面分别设置有第一夹槽和第二夹槽;所述第一夹板和第二夹板之间设置有缓冲器,该平行气动手指下端安装有连接座,该连接座与第一夹板之间设置有弹簧。
11.进一步而言,上述技术方案中,所述机板上还安装有相互配合以按长度传送套管的套管送料机构和套管检测机构、套管盘、用于供套管的导向座和位于导向座旁侧并用于切断套管的切断机构,该导向座和切断机构均位于夹套管移送机构旁侧。
12.进一步而言,上述技术方案中,所述套管检测机构包括安装于该机板上的第一座体、穿设于该第一座体的轴体、安装于该轴体两端并位于第一座体前后两侧的检测齿盘和下送管轮、以可上下调节位置的方式安装于该第一座体前端面并可旋转的上送管轮、安装于该第一座体后端面并与检测齿盘适配的感应器,该上送管轮位于下送管轮上方,且该第一座体具有供套管穿过的第一导向孔,该第一导向孔和上送管轮与下送管轮之间的间隙位于同一直线上。
13.进一步而言,上述技术方案中,所述套管送料机构包括有通过第一滑轨安装于该机板上的移动座、横向安装于该机板上端并用于驱动该移动座在第一滑轨上移动的驱动轴、与驱动轴连接并用于驱动该驱动轴旋转的驱动电机、安装于该移动座端部的送套管夹子,该送套管夹子位于套管检测机构旁侧。
14.进一步而言,上述技术方案中,所述切断机构包括有安装于机板端部的切刀气缸、安装于该切刀气缸上的切刀座以及固定于该切刀座上的切刀。
15.进一步而言,上述技术方案中,所述穿套管机构包括有安装于该机板上的第二座体和第三座体、安装于该第二座体和第三座体之间的两侧并用于送线的第一送线轮和第二送线轮、安装于该机板中并用于驱动该第一送线轮旋转的送线电机、用于驱动该第二送线轮靠近第一送线轮以夹紧线材的驱动模组,该第二座体和第三座体分别具有供线材穿过的第二导向孔和第三导向孔,该第三座体位于旋转扩套管机构旁侧。
16.进一步而言,上述技术方案中,所述驱动模组包括通过第一转轴安装于该机板上并可转动的杠杆以及用于驱动该杠杆转动的驱动气缸,所述第二送线轮通过第二转轴安装于该杠杆上。
17.采用上述技术方案后,本实用新型与现有技术相比较具有如下有益效果:本实用新型增设有用于旋转扩展套管孔径的旋转扩套管机构,在工作时,由夹套管移送机构夹持套管并将套管移送至旋转扩套管机构旁侧,该直线模组驱动旋转模组及扩管针向前移动,同时,该旋转模组驱动该扩管针旋转,以此驱使该扩管针的圆锥段螺旋穿入该套管的端口,由于此方式为螺旋推进方式,以此扩展套管的端口孔径,套管受力均匀,并且能够稳定的将套管的端口孔径扩大,且不会出现套管端口开裂的现象,保证产品质量,同时能够提高工作效率。
附图说明:
18.图1是本实用新型第一视角的立体图;
19.图2是本实用新型中旋转扩套管机构及切断机构的立体图;
20.图3是本实用新型第二视角的立体图;
21.图4是本实用新中套管定位夹子的立体图;
22.图5是本实用新型第三视角的立体图;
23.图6是本实用新型中穿套管机构的立体图。
具体实施方式:
24.下面结合具体实施例和附图对本实用新型进一步说明。
25.见图1
‑
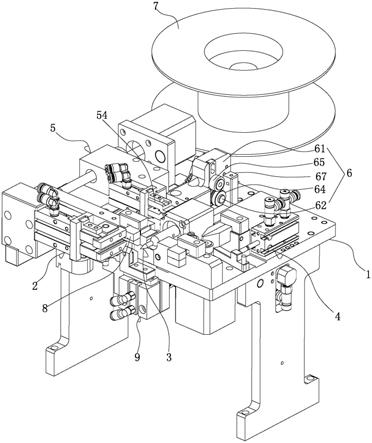
6所示,为一种变压器绕线机用卧式装套管装置,其包括机板1、横向安装于该机板1上并用于夹持套管移送套管的夹套管移送机构2和横向安装于该机板1上并用于旋转扩展套管孔径的旋转扩套管机构3及位于该旋转扩套管机构3旁侧的穿套管机构4,该旋转扩套管机构3包括有安装于该机板1上的直线模组31、安装于该直线模组31上并可由直线模组31驱动以前后移动的旋转模组32、安装于该旋转模组32上并可由旋转模组32驱动以旋转的扩管针33,该扩管针33包括有依次连接的圆柱段331和圆锥段332。另外,所述机板1上还安装有相互配合以按长度传送套管的套管送料机构5和套管检测机构6、套管盘7、用于供套管的导向座8和位于导向座8旁侧并用于切断套管的切断机构9,该导向座8和切断机构9均位于夹套管移送机构2旁侧。本实用新型增设有用于旋转扩展套管孔径的旋转扩套管机构3,在工作时,由夹套管移送机构2夹持套管并将套管移送至旋转扩套管机构3旁侧,该直线模组31驱动旋转模组32及扩管针33向前移动,同时,该旋转模组32驱动该扩管针33旋转,以此驱使该扩管针33的圆锥段332螺旋穿入该套管的端口,由于此方式为螺旋推进方式,以此扩展套管的端口孔径,套管受力均匀,并且能够稳定的将套管的端口孔径扩大,且不会出现套管端口开裂的现象,保证产品质量,同时能够提高工作效率。
26.所述直线模组31包括有前进连动板311和用于驱动该前进连动板311前后移动的扩套管前进气缸312,所述旋转模组32安装于该前进连动板311上。扩套管前进气缸312驱动该前进连动板311前后移动,以此带动该旋转模组32前后移动,另外,为了提供工作精度,将扩套管前进气缸312替换为伺服电机丝杆组件。
27.所述旋转模组32为旋转气缸或电机,作为优选的实施例,旋转模组32采用电机。
28.所述夹套管移送机构2包括有安装于该机板1端部的横向滑轨21、安装于该横向滑轨21上的移送座22、与移送座22连接的驱动杆23和用于驱动该驱动杆23移动的移送气缸24、水平安装于该移送座22端部的套管定位夹子25。该套管定位夹子25用于夹持住套管,并由移送气缸24驱动以移送至各个工位。
29.所述套管检测机构6包括安装于该机板1上的第一座体61、穿设于该第一座体61的轴体62、安装于该轴体62两端并位于第一座体61前后两侧的检测齿盘63和下送管轮64、以可上下调节位置的方式安装于该第一座体61前端面并可旋转的上送管轮65、安装于该第一座体61后端面并与检测齿盘63适配的感应器66,该上送管轮65位于下送管轮64上方,且该第一座体61具有供套管穿过的第一导向孔,该第一导向孔和上送管轮65与下送管轮64之间的间隙位于同一直线上。下送管轮64旁侧还设置有第四座体67,该第四座体67具有供套管穿过的第四导向孔。
30.所述套管送料机构5包括有通过第一滑轨安装于该机板1上的移动座51、横向安装于该机板1上端并用于驱动该移动座51在第一滑轨上移动的驱动轴52、与驱动轴52连接并用于驱动该驱动轴52旋转的驱动电机53、安装于该移动座51端部的送套管夹子54,该送套
管夹子54位于套管检测机构6旁侧。
31.所述套管定位夹子25包括有平行气动手指251、安装于该平行气动手指251的第一指板252上的第一夹板253、安装于该平行气动手指251的第二指板254上的第二夹板255、分别安装于该第一夹板253和第二夹板255上并用于夹紧套管的第一夹模256和第二夹模257,该第一夹模256和第二夹模257相对的面分别设置有第一夹槽和第二夹槽;所述第一夹板253和第二夹板255之间设置有缓冲器258,该平行气动手指251下端安装有连接座259,该连接座259与第一夹板253之间设置有弹簧250。该套管定位夹子25在工作时,平行气动手指251控制该第一指板252和第二指板254相互张开或闭合,以实现控制第一夹模256、第一夹板253和第二夹模257、第二夹板255相互张开或闭合,从而夹紧套管或松开套管;由于连接座259与第一夹板253之间设置有弹簧250,且第一夹板253和第二夹板255之间设置有缓冲器258,以致驱使该第一夹模256和第二夹模257微微张开,便于传送套管,使套管穿过该第一夹模256和第二夹模257的第一夹槽和第二夹槽时没有阻力,轻轻就穿过来了。
32.所述套管依次穿过第四座体67的第四导向孔、上送管轮65与下送管轮64之间的间隙、第一座体61、第一导向孔后,被套管送料机构5的送套管夹子54夹住,该驱动电机53配合驱动轴52驱动该移动座51在第一滑轨上移动,以此驱使送套管夹子54向前移动,以拉动套管向前移动,以此达到送套管的目的。另外,该套管向前移动时,会拉动该上送管轮65与下送管轮64转动,此下送管轮64在转动的过程中,会驱动该轴体62及检测齿盘63转动,此时该感应器66检测该检测齿盘63转动的位置,计算套管传送的距离长短。
33.所述切断机构9包括有安装于机板1端部的切刀气缸91、安装于该切刀气缸91上的切刀座92以及固定于该切刀座92上的切刀93;当夹套管移送机构2的套管定位夹子25夹住由套管送料机构5传送出来的套管时,该切刀气缸91驱动该切刀93向上移动以切断套管,以致后期该夹套管移送机构2将切断后的套管移送至旋转扩套管机构3,并由该旋转扩套管机构3对套管端口进行扩展孔径处理。
34.所述穿套管机构4包括有安装于该机板1上的第二座体41和第三座体42、安装于该第二座体41和第三座体42之间的两侧并用于送线的第一送线轮43和第二送线轮44、安装于该机板1中并用于驱动该第一送线轮43旋转的送线电机45、用于驱动该第二送线轮44靠近第一送线轮43以夹紧线材(如铜线)的驱动模组46,该第二座体41和第三座体42分别具有供线材穿过的第二导向孔和第三导向孔,该第三座体42位于旋转扩套管机构3旁侧。夹套管移送机构2将扩展孔径后的套管移送至穿套管机构4,该穿套管机构4中的驱动模组46驱动该第二送线轮44靠近第一送线轮43以夹紧线材,且该送线电机45驱动该第一送线轮43旋转,此时,该穿套管机构4将线材传送出来,且该线材沿套管经过扩展孔径后的端口穿入,以此完成装套管工作,保证产品质量。
35.所述驱动模组46包括通过第一转轴安装于该机板1上并可转动的杠杆461以及用于驱动该杠杆461转动的驱动气缸462,所述第二送线轮44通过第二转轴安装于该杠杆461上。
36.综上所述,本实用新型增设有用于旋转扩展套管孔径的旋转扩套管机构3,在工作时,由夹套管移送机构2夹持套管并将套管移送至旋转扩套管机构3旁侧,该直线模组31驱动旋转模组32及扩管针33向前移动,同时,该旋转模组32驱动该扩管针33旋转,以此驱使该扩管针33的圆锥段332螺旋穿入该套管的端口,由于此方式为螺旋推进方式,以此扩展套管
的端口孔径,套管受力均匀,并且能够稳定的将套管的端口孔径扩大,且不会出现套管端口开裂的现象,保证产品质量,同时能够提高工作效率。
37.当然,以上所述仅为本实用新型的具体实施例而已,并非来限制本实用新型实施范围,凡依本实用新型申请专利范围所述构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型申请专利范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。