1.本实用新型涉及模具技术领域,特别是涉及一种挤尖角模具。
背景技术:
2.随着工业制造的快速发展,冲压模具的应用变得越来越广泛,冲压加工时产品拉伸件一般自然圆角半径大于2.0mm,然而有的客户要求产品的全周小于0.3mm。这样,通过冲压模具加工出来的产品就需要进一步加工才能满足客户的要求,因此需要提供一种新的模具以对产品进一步加工,使得产品形成半径更小的圆角或尖角。
技术实现要素:
3.基于此,本实用新型提供一种挤尖角模具,其能够对产品进一步加工,使得产品形成半径更小的圆角或尖角。
4.为达到上述目的,本实用新型提供的方案是:
5.一种挤尖角模具,包括相配合的下模组件和上模组件,所述上模组件包括上模座、设于所述上模座面向所述下模组件的一侧的上脱块、围设在所述上脱块周侧的压块、连接所述上模座和所述上脱块的第一等高套筒、以及弹性压缩在所述上模座与所述上脱块之间的第一弹性件,所述下模组件包括下模座、设于所述下模座面向所述上脱块的一侧的下脱块、围设在所述下脱块周侧的成型块、以及弹性压缩在所述下模座与所述下脱块之间的第二弹性件,所述上脱块正对所述下脱块设置,所述上脱块、所述下脱块和所述成型块形成型腔,所述压块面向所述下模组件的一侧设有凸筋,所述凸筋正对所述型腔设置。
6.作为一种改进方式,所述下脱块包括平面段、第一弧形段和第二弧形段,所述第一弧形段自所述平面段往所述上模座的方向延伸至所述成型块内侧壁,并与所述成型块抵接,所述第二弧形段自所述平面段往所述上模座的方向延伸至所述成型块内侧壁,并与所述成型块抵接。
7.作为一种改进方式,所述下模座面向所述下脱块的面侧凹陷形成有第二安装孔,所述第二弹性件一端安装在所述第二安装孔内,另一端抵接在所述下脱块上。
8.作为一种改进方式,所述下模组件还包括设于所述成型块与所述下模座之间的下垫板以及若干个连接所述下模座和所述下脱块的第二等高套筒,所述下模座设有若干个第一通孔,所述第一通孔与所述第二等高套筒一一对应设置,所述下垫板设有若干个第二通孔,所述第二通孔与所述第一通孔一一对应设置,所述第二通孔的内径小于所述第一通孔的内径,所述第二等高套筒的一端活动安装在所述第一通孔内,所述第二等高套筒的另一端穿过所述第二通孔后与所述下脱块抵接,且所述第二等高套筒与所述下脱块螺丝连接。
9.作为一种改进方式,所述下模组件还包括若干个定位针和若干个第一止付螺丝,所述定位针通过所述第一止付螺丝安装在所述下脱块,且所述定位凸出所述下脱块面向所述上脱块的面侧,所述上脱块设有若干个与所述定位针适配的定位孔,所述定位孔与所述定位针一一对应设置。
10.作为一种改进方式,所述上模座面向所述上脱块的面侧凹陷形成有第一安装孔,所述第一弹性件一端安装在所述第一安装孔内,另一端抵接在所述上脱块上。
11.作为一种改进方式,所述上模组件还包括设于所述上模座与所述上脱块之间的上垫板,所述上模座设有若干个第三通孔,所述第三通孔与所述第一等高套筒一一对应设置,所述上垫板设有若干个第四通孔,所述第四通孔与所述第三通孔一一对应设置,所述第四通孔的内径小于所述第三通孔的内径,所述第一等高套筒的一端活动安装在所述第三通孔内,所述第一等高套筒的另一端穿过所述第四通孔后与所述上脱块抵接,且所述第一等高套筒与所述上脱块螺丝连接。
12.作为一种改进方式,所述上模组件还包括顶料销、第三弹性件和第二止付螺丝,所述上脱块开设有第五通孔和与所述第五通孔连通的第六通孔,所述第五通孔的内径大于所述第六通孔的内径,所述顶料销的一端活动安装在所述第五通孔,另一端穿过所述第六通孔伸出所述上脱块面向所述下脱块的面侧,所述第二止付螺丝安装在所述第五通孔,且所述第三弹性件弹性压缩在所述第二止付螺丝与所述顶料销之间。
13.作为一种改进方式,所述挤尖角模具还包括若干个设置在所述上模组件的导柱,所述下模组件设有若干个导向孔,所述导向孔与所述导柱一一对应设置。
14.作为一种改进方式,所述上模组件还包括围设在所述压块周侧的上夹板以及围设在所述成型块周侧的下模板,所述导柱安装在所述上夹板,所述导向孔设置在所述下模板。
15.本实用新型提供的挤尖角模具的上脱块、下脱块、成型块配合形成型腔,产品放置在型腔内,并在压块的压力作用下发生形变,挤尖角模具将产品的大直径圆角挤压形成小直径圆角或尖角,操作方式简单有效,实用性强,而且本实施例的挤尖角模具通过在下模座与下脱料板之间设置第二弹性件,用于在完成加工作业后顶出产品,操作简单可靠。
附图说明
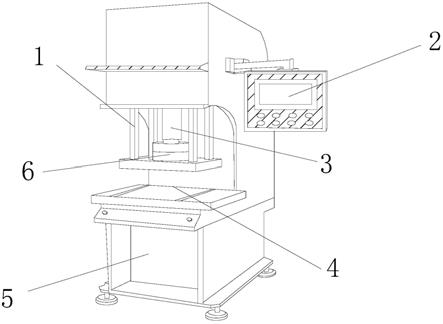
16.图1为本实用新型的挤尖角模具结构示意图;
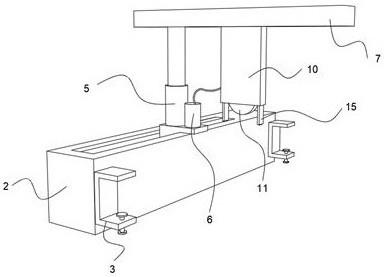
17.图2为图1所示的挤尖角模具的俯视图,此时挤尖角模具处于开模状态;
18.图3为图2沿a
‑
a线的剖面图;
19.图4为图2沿b
‑
b线的剖面图;
20.图5为本实用新型的挤尖角模具的剖面图,此时挤尖角模具处于合模状态;
21.图6为图5中c的放大图;
22.图7为本实用新型的压块和上脱块的组合示意图;
23.图8为本实用新型的压块的结构示意图;
24.图9为本实用新型的压块、上脱块、下脱块和成型块的组合剖面图;
25.图10为本实用新型的下脱块的正视图;
26.图11为产品的结构示意图。
27.附图中各标号的含义为:
28.1、挤尖角模具;
29.10、上模组件;11、上模座;111、第一安装孔;112、第三通孔;12、上脱块;121、定位孔;122、第五通孔;123、第六通孔;13、压块;131、凸筋;14、第一等高套筒;15、第一弹性件;16、上垫板;161、第四通孔;17、顶料销;18、第三弹性件;19、第二止付螺丝;101、上夹板;
30.20、下模组件;21、下模座;211、第二安装孔;212、第一通孔;22、下脱块;221、平面段;222、第一弧形段;223、第二弧形段;23、成型块;24、第二弹性件;25、下模板;251、导向孔;26、下垫板;261、第二通孔;27、第二等高套筒;28、定位针;29、第一止付螺丝;
31.30、型腔;
32.40、导柱;
33.2、产品;200、底壁;201、开孔;210、周壁。
具体实施方式
34.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
35.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
36.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。
37.请参阅图1
‑
图10,本实施例提供一种挤尖角模具1,用于进一步加工产品2,如图11所示,产品2一般包括底壁200和围设在底壁200周侧的周壁210,周壁210呈圆角矩形设置,周壁210的圆角一般大于2.0mm,通过本实施例的挤尖角模具1的加工处理能够使产品2周壁210形成半径更小的圆角或尖角。
38.挤尖角模具1包括相配合的下模组件20和上模组件10,上模组件10包括上模座11、设于上模座11面向下模组件20的一侧的上脱块12、围设在上脱块12周侧的压块13、连接上模座11和上脱块12的第一等高套筒14、以及弹性压缩在上模座11与上脱块12之间的第一弹性件15,下模组件20包括下模座21、设于下模座21面向上脱块12的一侧的下脱块22、围设在下脱块22周侧的成型块23、以及弹性压缩在下模座21与下脱块22之间的第二弹性件24,当上模组件10和下模组件20处于开模状态时,第一弹性件15和第二弹性件24均处于自然伸展状态,在第二弹性件24的弹力支撑下,下脱块22与成型块23面向上脱块12的面侧相平,或者下脱块22稍微高出成型块23一点,产品2放置在下脱块22上。当上模组件10和下模组件20处于合模状态时,上脱块12正对下脱块22设置,上脱块12、下脱块22和成型块23形成型腔30,产品2位于型腔30内,压块13面向下模组件20的一侧设有一圈凸筋131,凸筋131正对型腔30设置,也就是说,上脱块12是抵压在产品2的底壁200上的,凸筋131则正对产品2的周壁210,具体挤压过程为:将产品2放置在下脱块22上,产品2的底壁200与下脱块22贴合,驱动上模组件10整体向下运动,直至第二弹性件24被压缩,且上脱块12完全抵压在产品2的底壁200上,此时,上脱块12不再向下运动,接着,压块13继续向下运动,凸筋131抵压在产品2的周壁210,并在驱动力的作用下,向下挤压产品2,直至产品2完全充满型腔30,此时产品2在压块13的挤压下,形成了半径更小的圆角或尖角,然后,上模组件10向上运动,离开产品2,被压缩的第二弹性件24自然伸展,下脱块22向上运动将产品2顶出。
39.本实施例的挤尖角模具1的上脱块12、下脱块22、成型块23配合形成型腔30,产品2放置在型腔30内,并在压块13的压力作用下发生形变,挤尖角模具1将产品2的大直径圆角挤压形成小直径圆角或尖角,操作方式简单有效,实用性强,而且本实施例的挤尖角模具1通过在下模座21与下脱料板之间设置第二弹性件24,用于在完成加工作业后顶出产品2,操作简单可靠。
40.可选地,第一弹性件15和第二弹性件24均为螺旋弹簧。
41.可选地,上模座11面向上脱块12的面侧凹陷形成有第一安装孔111,第一弹性件15一端安装在第一安装孔111内,另一端抵接在上脱块12上。下模座21面向下脱块22的面侧凹陷形成有第二安装孔211,第二弹性件24一端安装在第二安装孔211内,另一端抵接在下脱块22上。第一弹性件15和第二弹性件24的安装方式简单可靠。
42.可选地,为了适配产品2,成型块23具有圆角矩形内腔,下脱块22位于成型块23的圆角矩形内腔内,并与成型块23的内侧壁抵接,当下脱块22受力压缩第二弹性件24向下运动后,成型块23从而与下脱块22形成圆角矩形凹腔,圆角矩形凹腔大体上与产品2适配。
43.请参阅图1
‑
图10,为了更好地适配产品2,下脱块22包括平面段221、第一弧形段222和第二弧形段223,第一弧形段222自平面段221往上模座11的方向延伸至成型块23内侧壁,并与成型块23抵接,第二弧形段223自平面段221往上模座11的方向延伸至成型块23内侧壁,并与成型块23抵接,上脱块12、下脱块22与成型块23之间形成的型腔30形状为产品2加工后的形状,因此,成型块23与下脱块22之间形成尖角或者小半径圆角。
44.同理,为了更好地适配产品2,上脱块12整体呈圆角矩形状。
45.请参阅图1
‑
图6,下模组件20还包括设于成型块23与下模座21之间的下垫板26以及若干个连接下模座21和下脱块22的第二等高套筒27,下模座21设有若干个第一通孔212,第一通孔212与第二等高套筒27一一对应设置,下垫板26设有若干个第二通孔261,第二通孔261与第一通孔212一一对应设置,第二通孔261的内径小于第一通孔212的内径,第二等高套筒27的一端活动安装在第一通孔212内,第二等高套筒27的另一端穿过第二通孔261后与下脱块22抵接,且第二等高套筒27与下脱块22螺丝连接,通过设置第二等高套筒27来限制下脱块22的运动行程,同时第二等高套筒27在下脱料板运动过程中能够起到导向作用。
46.可以理解地,第二等高套筒27可以设置一个,两个或三个以上,在本实施例中,第二等高套筒27设置有两个,两个第一等高套筒14对称设置。
47.请参阅图1
‑
图6以及图11,下模组件20还包括若干个定位针28和若干个第一止付螺丝29,定位针28通过第一止付螺丝29安装在下脱块22,且定位凸出下脱块22面向上脱块12的面侧,上脱块12设有若干个与定位针28适配的定位孔121,定位孔121与定位针28一一对应设置,产品2的底壁200上设置有开孔201,定位针28的数量与开孔201对应,放置产品2时,使产品2的开孔201与定位针28匹配,用于对产品2定位安装,以便于进行挤压工序。
48.请参阅图1
‑
图6,上模组件10还包括设于上模座11与上脱块12之间的上垫板16,上模座11设有若干个第三通孔112,第三通孔112与第一等高套筒14一一对应设置,上垫板16设有若干个第四通孔161,第四通孔161与第三通孔112一一对应设置,第四通孔161的内径小于第三通孔112的内径,第一等高套筒14的一端活动安装在第三通孔112内,第一等高套筒14的另一端穿过第四通孔161后与上脱块12抵接,且所述第一等高套筒14与上脱块12螺丝连接,通过设置第一等高套筒14来连接上脱块12与上模座11,避免上脱块12与上模座11
分离,同时第一等高套筒14在上模组件10运动过程中能够起到导向作用。
49.可以理解地,第一等高套筒14可以设置一个,两个或三个以上,在本实施例中,第一等高套筒14设置有三个,三个第一等高套筒14成排设置。
50.请参阅图1
‑
图6,上模组件10还包括顶料销17、第三弹性件18和第二止付螺丝19,上脱块12开设有第五通孔122和与第五通孔122连通的第六通孔123,第五通孔122的内径大于第六通孔123的内径,顶料销17的一端活动安装在第五通孔122,另一端穿过第六通孔123伸出上脱块12面向下脱块22的面侧,第二止付螺丝19安装在第五通孔122,且第三弹性件18弹性压缩在第二止付螺丝19与顶料销17之间,在合模过程中,第三弹性件18被压缩,顶料销17缩回第六通孔123,在完成挤压作业后,上模组件10向上运动,第三弹性件18自然伸展,将顶料销17弹出第六通孔123,顶料销17抵住产品2,使产品2与上脱块12快速分离,有利于提高生产效率。
51.可以理解地,顶料销17可以设置一个,两个或三个以上,在本实施例中,顶料销17设置有两排,每排设置有四个,第三弹性件18的数量和第二止付螺丝19的数量均与顶料销17的数量一致。
52.可选地,第三弹性件18为螺旋弹簧。
53.请参阅图1
‑
图6,挤尖角模具1还包括若干个设置在上模组件10的导柱40,下模组件20设有若干个导向孔251,导向孔251与导柱40一一对应设置,通过设置导柱40来引导上模组件10和下模组件20的相对运动,避免上模组件10在向下运动过程发生偏摆导致产品2受力不均。
54.具体地,上模组件10还包括围设在压块13周侧的上夹板101以及围设在成型块23周侧的下模板25,上模座11、上垫板16和上夹板101通过长螺丝连接,下模板25、下垫板26和下模座21通过长螺丝连接,导柱40安装在上夹板101,导向孔251设置在下模板25,本实施例的挤尖角模具1合理设置导柱40和导向孔251的位置,既不影响挤尖角模具1的挤压作业,又能够引导上模组件10和下模组件20的相对运动,避免上模组件10在向下运动过程发生偏摆导致产品2受力不均。
55.可以理解地,导柱40可以设置一个,两个或三个以上,在本实施例中,导柱40设置有四个,分别设置在上夹板101的四个角落,同理,定位孔121也设置有四个,分别设置在下模板25的四个角落。
56.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
57.以上实施例仅表达了本实用新型的优选的实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。