1.本发明涉及一种中空玻璃,特别是涉及一种中空玻璃加工方法。
背景技术:
2.随着社会的发展,以及建筑业、电子行业、家电行业的发展,对于中空玻璃的需求越来越多,特别是高质量的中空玻璃越来越收到消费者的喜爱,包括建筑行业使用的中空玻璃以及家电行业使用的中空玻璃的品质要求越来越高。
3.传统的制冷展示柜为了达到其美观和通透的效果,经常采用玻璃门,现有市场冷藏柜常用的中空玻璃门主要有三种,具体如下:
4.一种是采用双层普通玻璃的金属中空条式中空玻璃门,这种中空玻璃门因柜内与柜外温度差的原因,玻璃门上不可避免的结露或结霜,造成玻璃门变得模糊,看不清柜内的物品,影响其通透效果和美观性,对商家和对顾客都造成一定的影响,影响了商家的销售效果以及顾客的体验度。
5.第二种是外层玻璃涂有金属导电膜,中空玻璃的双层玻璃之间采用金属间隔条,在涂有导电膜的这层玻璃两侧增加了银浆线,通过玻璃两侧的银浆线连接电源给玻璃加热来解决结露和结霜的问题,但是,由于金属中空条有很强导电性,所以在使用时,要除去金属中空条部位玻璃上的导电膜,银浆线要处于金属中空条的内侧,不能与金属中空条接触,连接电源线要打孔穿过金属中空条,因此导致此类中空玻璃门的密封性差,中空腔内无法让惰性气体长时间保留,玻璃门节能效果差,最终导致产品能耗增大。
6.第三种与第二中的工艺相近,只是将金属间隔条改成pvc材质的间隔条,因pvc材料属于绝缘体,与导电膜接触部位不必除去导电膜,银浆带也可以处于间隔条外侧,中空腔内能够填充惰性气体,但是这种工艺的间隔条是插接式,间隔条的四个角由插件连接,其气密性差,腔内惰性气体保存时间短,使用一段时间后也会导致节能效果差。
技术实现要素:
7.本发明针对建筑业、电子行业、家电行业高质量的中空玻璃的需求,以及以上三种常用的中空玻璃门,存在的容易结露或结霜,中空玻璃门的密封性差,中空腔内无法让惰性气体长时间保留,玻璃门节能效果差,最终导致产品能耗大的技术问题,提供一种高质量的中空玻璃的加工方法以及冷藏柜中空玻璃门和冷藏柜中空玻璃门的加工方法,该方法加工出的中空玻璃和冷藏柜中空玻璃门能防止中空玻璃结露和结霜,密闭性好,寿命长,玻璃门通透和美观,用户体验感好,能够有效阻挡柜体内外的热量互换传递,降低能耗,更加节能;该中空玻璃的加工方法以及冷藏柜中空玻璃门的加工工艺方法简单可靠,工艺稳定性高。
8.为此,本发明的技术方案是,一种中空玻璃加工方法,包括以下步骤:
9.(1)将镀膜玻璃和白玻璃按照需用的尺寸进行切割;
10.(2)将切割后的镀膜玻璃和白玻璃进行磨边处理;
11.(3)将磨边处理后的镀膜玻璃和白玻璃进行钢化处理;
12.(4)在镀膜玻璃的导电镀膜层的外表面的上下位置,分别涂布导电银浆带;
13.(5)将镀膜玻璃和白玻璃进行清洗和干燥,在镀膜玻璃的导电镀膜层的外表面外侧四周涂布一定厚度的内侧隔热软胶;
14.(6)将镀膜玻璃和白玻璃进行压合,内侧隔热软胶与镀膜玻璃和白玻璃形成无缝连接,在镀膜玻璃和白玻璃之间形成中空玻璃腔体;压合的同时将中空玻璃腔体内充入惰性气体;
15.(7)在电源线上焊接点和电源线下焊接点上,分别焊接电源线,上下两根电源线的电源线外接端外漏在镀膜玻璃和白玻璃的外侧;
16.(8)在内侧隔热软胶外侧的中空玻璃腔体内填充涂注外侧支撑软胶,实现镀膜玻璃和白玻璃的进一步结合,外侧支撑软胶将导电银浆带以及电源线全部覆盖;
17.(9)将填充涂注外侧支撑软胶后的镀膜玻璃和白玻璃进行固化处理,形成中空玻璃。
18.优选地,步骤(6)中,将镀膜玻璃的两侧分别和白玻璃进行压合,在镀膜玻璃和白玻璃之间形成两层中空玻璃腔体。
19.优选地,步骤(6)和步骤(8)之间的时间间隔小于1分钟。
20.优选地,步骤(8)中,填充涂注外侧支撑软胶时,采用涂胶刮平组件。
21.优选地,涂胶刮平组件包括刮平板和涂胶枪,刮平板上设有涂胶枪安装孔;涂胶枪包括进胶杆,进胶杆的前端设有胶枪固定锥体,胶枪固定锥体的前端设有出胶斜面,出胶斜面上设有涂胶嘴,进胶杆的内部设有进胶通道,进胶通道靠近涂胶嘴一端设有分胶孔,进胶通道、分胶孔和涂胶嘴相连通,进胶通道的内径大于分胶孔的内径;胶枪固定锥体的一部分可插到涂胶枪安装孔中形成密封连接;胶枪固定锥体斜向插入到刮平板的涂胶枪安装孔中,刮平板的底面与镀膜玻璃和白玻璃的外侧面相接触;涂胶嘴设有多个导胶圆弧,相邻的导胶圆弧之间设有划胶尖角。
22.优选地,涂胶刮平组件包括涂胶主体,涂胶主体的一端设有涂胶枪,涂胶主体的一个表面上设有横向导胶槽,横向导胶槽的两侧固定设有防溢胶侧板;涂胶枪的内部设有进胶通道,进胶通道靠近涂胶主体的一侧设有多个分胶孔,多个分胶孔相对于进胶通道呈对称的扇形分布,进胶通道的内径靠近分胶孔一侧依次呈阶梯变小状态。
23.优选地,横向导胶槽为两个,两个横向导胶槽之间为隔离状态,进胶通道的内径为20mm
±
1mm,与最外侧扇形的分胶孔相连接处的进胶通道的内径为16mm
±
1mm,与最内侧扇形的分胶孔相连接处的进胶通道的内径为12mm
±
1mm,最外侧扇形的分胶孔与最内侧扇形的分胶孔的内径为10mm
±
1mm。
24.优选地,步骤(9)加工的中空玻璃,包括玻璃门主体组件和导电加热组件,玻璃门主体组件包括镀膜玻璃,镀膜玻璃的一侧设有白玻璃,镀膜玻璃和白玻璃之间设有内侧隔热软胶,镀膜玻璃和白玻璃之间位于内侧隔热软胶的内侧设有中空玻璃腔体,中空玻璃腔体内部充有惰性气体;镀膜玻璃包括设在其内表面的导电镀膜层,内侧隔热软胶位于导电镀膜层的内表面四周和白玻璃的内壁表面四周;导电镀膜层的内表面靠近一侧固定设有导电银浆带,导电银浆带的内侧边缘不超出内侧隔热软胶的内侧边缘,导电银浆带的一端固定设有电源线上焊接点,导电镀膜层的内表面靠近另一侧又固定设有导电银浆带,导电银浆带的一端固定设有电源线下焊接点,电源线上焊接点和电源线下焊接点分别位于镀膜玻
璃的两个对角位置,电源线上焊接点和电源线下焊接点上分别连接设有电源线,电源线的外端为电源线外接端,电源线外接端外漏在玻璃门主体组件外部,导电镀膜层、导电银浆带和电源线形成导电加热组件;内侧隔热软胶的外侧周边设有外侧支撑软胶。
25.优选地,内侧隔热软胶的材料为热塑性胶,外侧支撑软胶的材料为硅酮胶;热塑性胶的等效导热系数≤0.24w/(m
·
k),电阻率≥106‑
107ohm
·
cm。
26.优选地,内侧隔热软胶的宽度为5.8mm
‑
6.8mm,内侧隔热软胶的厚度为2mm
‑
2.5mm,内侧隔热软胶的外侧表面与镀膜玻璃和白玻璃的外侧面的距离为10mm
‑
11mm,导电银浆带的宽度为5.5mm
‑
5.6mm。
27.本发明的有益效果是,由于内侧隔热软胶与镀膜玻璃和白玻璃形成无缝连接,该工艺步骤不需要采用金属支撑隔条,加工出来的真空玻璃隔热好,寿命长,尺寸稳定。由于内侧隔热软胶外侧的中空玻璃腔体内填充涂注外侧支撑软胶,实现镀膜玻璃和白玻璃的进一步结合,实现了全部胶粘的结构,产品保温和可靠性更好,寿命更长;外侧支撑软胶将导电银浆带以及电源线全部覆盖,产品更稳定,电源通电加热的可靠性更高。
28.由于该冷藏柜中空玻璃门包括导电加热组件,通过外部的控制电路可以根据设定的温度进行自动的通电和断电,当通电时就可以实现镀膜玻璃的加热,防止出现结露和结霜的问题。由于镀膜玻璃的导电镀膜层的四周不需要大面积除膜,所以最大程度保留了镀膜玻璃的加热面积,能有效的防止玻璃门四周因为露冷而导致门体四周特别容易凝露的问题,在加工过程中又简化了工艺。因此,在保鲜柜和冰柜上采用这种中空玻璃门,能够保证玻璃门上不会结露和结霜,保证玻璃门的通透和美观。
29.本发明加工的中空玻璃,能够长时间稳定的保持尺寸和保温,加工出的中空玻璃门,能够起到防结露和防结霜的效果,同时能够做到节能,本发明的技术方案可以用于保鲜柜、冰柜等冷藏柜的的玻璃门。
附图说明
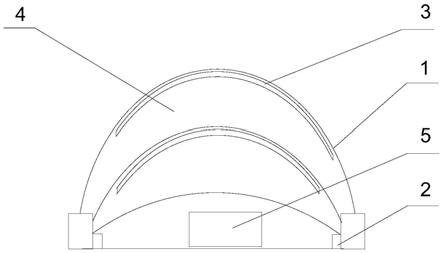
30.图1是本发明的示意图;
31.图2是图1的侧视图;
32.图3是图2的剖视图;
33.图4是图2的又一种方案的剖视图;
34.图5是图1的剖视图;
35.图6是图1的又一种方案的剖视图;
36.图7是导电银浆带的一种形式的示意图;
37.图8是导电银浆带的又一种形式的示意图;
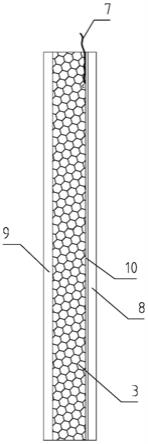
38.图9是导电银浆带的又一种形式的示意图;
39.图10是导电银浆带带有尺寸示意的示意图;
40.图11是涂胶刮平组件的结构及使用方式示意图;
41.图12是涂胶刮平组件的又一种结构及使用方式示意图;
42.图13是涂胶刮平组件的又一种结构及使用方式示意图;
43.图14是刮平板的俯视图;
44.图15是刮平板的又一俯视图;
45.图16是涂胶枪的一种示意图;
46.图17是图16的俯视图;
47.图18是图16的剖视图;
48.图19是涂胶枪的又一种示意图;
49.图20是图19的剖视图;
50.图21是分胶孔的示意图;
51.图22是分胶孔的又一示意图;
52.图23是涂胶枪的又一种示意图;
53.图24是图23的主视图;
54.图25是图23的俯视图;
55.图26是图23的剖视图;
56.图27是涂胶枪的又一种示意图;
57.图28是图27涂胶枪的应用示意图。
58.图中符号说明:
59.1.内侧隔热软胶;2.柜体转轴侧;3.外侧支撑软胶;4.电源线上焊接点;5.导电银浆带;6.电源线;7.电源线外接端;8.镀膜玻璃;9.白玻璃;10.导电镀膜层;11.中空玻璃腔体;12.玻璃门主体组件;13.导电加热组件;14.电源线下焊接点;15.涂胶刮平组件;1501.刮平板;1502.涂胶枪;150201.进胶杆;150202.涂胶嘴;150203.进胶通道;150204.胶枪固定锥体;150205.出胶斜面;150206.导胶圆弧;150207.划胶尖角;150208.横向导胶槽;150209.涂胶主体;150210.分胶孔;1503.防溢胶侧板;1504.侧面清洁软垫;1505.涂胶枪安装孔;1506.导向柱;1507.弹簧;1508.支板。
具体实施方式
60.下面结合实施例对本发明做进一步描述。
61.图1
‑
图28是本发明一种中空玻璃其制作方法的实施例,图中可以看到,其包括玻璃门主体组件12和导电加热组件13,玻璃门主体组件12包括镀膜玻璃8,镀膜玻璃8的一侧设有白玻璃9,镀膜玻璃8和白玻璃9之间设有内侧隔热软胶1,镀膜玻璃8和白玻璃9之间位于内侧隔热软胶1的内侧设有中空玻璃腔体11,中空玻璃腔体11内部充有惰性气体;镀膜玻璃8包括设在其内表面的导电镀膜层10,内侧隔热软胶1位于导电镀膜层10的内表面四周和白玻璃9的内壁表面四周;导电镀膜层10的内表面靠近一侧固定设有导电银浆带5,导电银浆带5的内侧边缘不超出内侧隔热软胶1的内侧边缘,导电银浆带5的一端固定设有电源线上焊接点4,导电镀膜层10的内表面靠近另一侧又固定设有导电银浆带5,导电银浆带5的一端固定设有电源线下焊接点14,电源线上焊接点4和电源线下焊接点14分别位于镀膜玻璃8的两个对角位置,电源线上焊接点4和电源线下焊接点14上分别连接设有电源线6,电源线6的外端为电源线外接端7,电源线外接端7外漏在玻璃门主体组件12外部,导电镀膜层10、导电银浆带5和电源线6形成导电加热组件13;内侧隔热软胶1的外侧周边设有外侧支撑软胶3。
62.该实施例中,导电银浆带5位于内侧隔热软胶1的外侧,如图3所示,这样的结构方便焊接电源线6,同时导电银浆带5与内侧隔热软胶1不接触,完全位于外侧支撑软胶3的覆
盖下,在导电加热组件13通电时,能形成均匀的电路密度,受热更为均匀,长期使用加热时能耗也更低。
63.如图4所示,也可以将导电银浆带5位于内侧隔热软胶1的底部,这样的结构导电银浆带5与内侧隔热软胶1完全覆盖接触,由于内侧隔热软胶1具有高的阻值,在导电加热组件13通电时,大部分的电流也会沿着导电镀膜层10流动,也会形成均匀的电流,同样能够达到形成均匀的电路密度的技术效果,受热也非常均匀,长期使用加热时能耗也更低;此方案下,导电银浆带5上的电源线上焊接点4和电源线下焊接点14都放置在内侧隔热软胶1的外部,这样现场内侧隔热软胶1施胶后,可以再焊接电源线6,操作方便。
64.如图9所示,还可以将导电银浆带5的一部分置于内侧隔热软胶1的底部,另一部分置于内侧隔热软胶1向外侧的区域,也能够保证产品的加热性能。
65.该实施例的内侧隔热软胶1的材料为热塑性胶,包括tps胶或者4sg胶,tps热塑性胶的等效导热系数为0.24w/(m
·
k),能有效地控制热量的传导,控制柜体内外的热量的传导,起到保温和节能的效果。同时,tps胶或者4sg胶的电阻率能达到106‑
107ohm
·
cm,能够保证内侧隔热软胶1、导电银浆带5和导电镀膜层10之间的绝缘效果,保证导电加热组件13的电流通道的通畅。一般热塑性胶在选择上要要保证等效导热系数≤0.24w/(m
·
k),电阻率≥106‑
107ohm
·
cm,就能够很好地满足保鲜柜和储藏展示柜使用的中空玻璃门的要求。
66.外侧支撑软胶3的材料为硅酮胶,硅酮胶也有高的电阻率和低的导热系数,进一步能够保证电流加热通道的通畅和隔热保温的效果。
67.该实施中,内侧隔热软胶1的材料为热塑性胶,外侧支撑软胶3的材料为硅酮胶,外侧支撑软胶3的外表面与镀膜玻璃8和白玻璃9的外侧面相平齐,这样的结构能够保证硅酮胶固化后,会有很稳定的厚度支撑,保证双层的冷藏柜中空玻璃门的厚度尺寸稳定,能够长期稳定的使用不变形。
68.该技术方案中,采用热塑性胶和硅酮胶都具有大的阻值,尤其是热塑性胶采用tps胶,导电银浆带5与镀膜玻璃8的导电镀膜层10紧密接触,形成很好的导电效果,同时导电银浆带5与热塑性胶和硅酮胶之间具有良好的绝缘效果,在制作过程中,不需要进行任何的防绝缘处理,尤其是与现有的金属间隔条和pvc材质的间隔条相比较,金属间隔条和pvc材质的间隔条为了与导电银浆带5绝缘,制作时要去掉金属间隔条和pvc材质的间隔条底部的导电镀膜层10才能保证导电性,而该实施例的工艺更为简单,导电加热的可靠性更高,长期使用稳定性更好。
69.该实施例中,导电银浆带5的宽度为5mm
‑
6mm,内侧隔热软胶1的外侧表面与镀膜玻璃8和白玻璃9的外侧面的距离为8mm
‑
15mm,内侧隔热软胶1的宽度为5.8mm
‑
6.8mm,内侧隔热软胶1的厚度为2mm
‑
20mm,这样的结构尺寸能够形成稳定的支撑结构,同时能够保证中空玻璃腔体11具有稳定的密封性;又因为制作时不需要去除内侧隔热软胶1底部的导电镀膜层10,能够保证镀膜玻璃8具有完整的导电镀膜层10,这样就能够保证导电镀膜层10内部的电流密度的均匀行,进而保证导电镀膜层10的发热的均匀性,最终保证导电加热组件13的加热效果好,中空玻璃腔体11内部不结霜也不结露。
70.作为一种优化的尺寸,内侧隔热软胶1的宽度为5.8mm
‑
6.8mm,见图10中所示的b尺寸,内侧隔热软胶1的厚度为2mm
‑
2.5mm,内侧隔热软胶1的外侧表面与镀膜玻璃8和白玻璃9的外侧面的距离为10mm
‑
11mm,见图10中所示的a尺寸,导电银浆带5的宽度为5.5mm
‑
5.6mm,
能够满足大多数尺寸的保鲜柜和冷藏柜的使用,既能够使冷藏柜中空玻璃门有漂亮的外观和通透性,又能保证结构的稳定性,不变形,密封可靠,寿命长;同时因为内侧隔热软胶1的厚度为2mm
‑
2.5mm,形成的中空玻璃之间的中空玻璃腔体11的厚度保持在2mm
‑
2.5mm之间,用于保鲜柜的玻璃门时,总体厚度较小,非常适合使用,通透性更好,既能够保证保温性好,又能够保证保鲜柜美观,可视性好,内部的展品清晰易见,开关门时因为厚度较薄,非常轻松操作,手感好,用户非常喜欢定制该尺寸的产品。
71.该实施例中,电源线上焊接点4和电源线下焊接点14分别位于镀膜玻璃8的两个对角位置,这样的对角结构的设计,能够保证外部供电的电流通过导电银浆带5与导电镀膜层10导通时具有对称的通道,进而保证电流进入到导电镀膜层10中时的密度更为均匀,这样的发热效果更好,电流不会出现阻值较大的区域,整体的电流消耗小,保证长期使用时能耗小。
72.该实施例的惰性气体为常用的氩气,也可以采用其他的惰性气体,中空玻璃腔体11内部充入氩气等惰性气体,能进一步降低热传导系数,进一步保证柜体内外的热量的传导,长期使用起到节能的效果。
73.电源线外接端7位于冷藏柜中空玻璃门作为转轴的一侧,这样可以方便安装和集成。
74.作为另一种形式,镀膜玻璃8的两侧分别设有白玻璃9,形成双层的玻璃门,也可以根据特殊的需要形成多层的玻璃门,在镀膜玻璃8的另一侧增加另一个白玻璃9,其内部也形成中空玻璃腔体11,镀膜玻璃8和白玻璃9之间的施胶工艺和结构相同,这样就方便地制作出双层的中空玻璃,也可以按照类似的工艺方法,再制作成多层的中空玻璃。
75.本实施例提供了一种中空玻璃加工方法,包括以下步骤:
76.(1)将镀膜玻璃8和白玻璃9按照需用的尺寸进行切割;
77.(2)将切割后的镀膜玻璃8和白玻璃9进行磨边处理;
78.(3)将磨边处理后的镀膜玻璃8和白玻璃9进行钢化处理;
79.(4)在镀膜玻璃8的导电镀膜层10的外表面的上下位置,分别涂布导电银浆带5;
80.(5)将镀膜玻璃8和白玻璃9进行清洗和干燥,在镀膜玻璃8的导电镀膜层10的外表面外侧四周涂布一定厚度的内侧隔热软胶1;
81.(6)将镀膜玻璃8和白玻璃9进行压合,内侧隔热软胶1与镀膜玻璃8和白玻璃9形成无缝连接,在镀膜玻璃8和白玻璃9之间形成中空玻璃腔体11;压合的同时将中空玻璃腔体11内充入惰性气体;
82.(7)在电源线上焊接点4和电源线下焊接点14上,分别焊接电源线6,上下两根电源线6的电源线外接端7外漏在镀膜玻璃8和白玻璃9的外侧;
83.(8)在内侧隔热软胶1外侧的中空玻璃腔体11内填充涂注外侧支撑软胶3,实现镀膜玻璃8和白玻璃9的进一步结合,外侧支撑软胶3将导电银浆带5以及电源线6全部覆盖;
84.(9)将填充涂注外侧支撑软胶后的镀膜玻璃和白玻璃进行固化处理,形成中空玻璃。
85.该实施例中,以上步骤(6)的工艺中,还可以将镀膜玻璃8的两侧分别和白玻璃9进行压合,在镀膜玻璃8和白玻璃9之间形成两层中空玻璃腔体11,就形成了双层机构。
86.以上步骤(6)和步骤(8)之间的时间间隔小于1分钟,经过试验证明,能够保证内侧
隔热软胶1和外侧支撑软胶3之间能形成有效的结合,产品性能尺寸稳定。
87.电源线外接端7外漏在镀膜玻璃8和白玻璃9的外侧尺寸为50mm
‑
100mm,方便各种接线。
88.本实施例在填充涂注外侧支撑软胶3时,采用涂胶刮平组件15,如图11
‑
图28所示为填充涂注外侧支撑软胶3时的工艺示意图。
89.图16
‑
图18是涂胶刮平组件15的一种实施例,图中可以看到,涂胶刮平组件15包括刮平板1501和涂胶枪1502,刮平板1501上设有涂胶枪安装孔1505;涂胶枪1502包括进胶杆150201,进胶杆150201的前端设有胶枪固定锥体150204,胶枪固定锥体150204的前端设有出胶斜面150205,出胶斜面150205上设有涂胶嘴150202,进胶杆150201的内部设有进胶通道150203,进胶通道150203靠近涂胶嘴150202一端设有分胶孔150210,进胶通道150203、分胶孔150210和涂胶嘴150202相连通,进胶通道150203的内径大于分胶孔150210的内径;胶枪固定锥体150204的一部分可插到涂胶枪安装孔1505中形成密封连接。使用时,胶枪固定锥体150204斜向插入到刮平板1501的涂胶枪安装孔1505中,刮平板1501的底面与镀膜玻璃8和白玻璃9的外侧面相接触。该实施中,由于进胶通道150203的内径大于分胶孔150210的内径,这样进胶时,进胶通道150203可以大流量地储存很多胶,能够满足多个分胶孔150210的出胶需要,保证施胶和涂胶的工艺的稳定性,不会出现漏胶或者由于胶量不够导致的空气进入的情况,施胶质量稳定。
90.图19
‑
图22是涂胶刮平组件15的又一种实施例,图中可以看到,与图16
‑
图18不同的是,涂胶嘴150202设有多个导胶圆弧150206,相邻的导胶圆弧150206之间设有划胶尖角150207,多个导胶圆弧150206的存在,在出胶时会形成表面多个圆弧段的外观形状,再经过刮平板1501的底面进行刮平时,由于胶的外表面为多个圆弧段的存在,非常容易快速地将胶的外表面刮平,而且分布均匀,施胶和涂胶的效果非常好,刮平效率也非常高。
91.图14和图15是涂胶枪安装孔1505的两种形状示意图,不同的形状可以满足涂胶枪安装孔1505的形状与胶枪固定锥体150204相适应,涂胶枪安装孔1505的形状为椭圆形或者为多圆弧形状孔,还可以根据胶枪固定锥体150204的不同形状设计成其他形状。图14和图15中可以看到,该刮平板的俯视图分别能够适应两种不同形状的胶枪固定锥体150204,其中图14的椭圆形的涂胶枪安装孔1505能够满足圆形的胶枪固定锥体150204的形状,这样将胶枪固定锥体150204插入到涂胶枪安装孔1505中时,就形成一定锐角的角度的密封形式,因为锐角角度的存在,可以顺畅的出胶,能够流畅地完成涂胶工艺,一般选用锐角为30
°‑
60
°
之间,涂胶嘴150202的运动方向为沿着锐角的方向行走,施胶工艺和刮平工艺会更流畅;图15中的多圆弧形状的涂胶枪安装孔1505又能够适应胶枪固定锥体150204的这种多圆弧形状外观形状。
92.图11
‑
图13中还可以看到刮平板1501的各种形式,图11的刮平板1501为平板形式,比较适合小型尺寸的玻璃制作时的手工施胶;图12中的刮平板1501可以满足机械自动施胶,可以看到,刮平板1501的两侧分别设有防溢胶侧板1503,防溢胶侧板1503的内侧设有侧面清洁软垫1504,侧面清洁软垫1504的设置可以满足在机械施胶时将两侧的轻微的漏胶进一步清理干净,直接进入到下一工艺,完成自动化的生产。图13中的结构形式又进一步优化,图中可以看到,刮平板1501的一侧固定设有支板1508,其中一个防溢胶侧板1503位于支板1508的内侧,防溢胶侧板1503的外侧固定设有导向柱1506,导向柱1506的外圆套设弹簧
1507,防溢胶侧板1503与刮平板1501形成滑动连接,可以满足不同厚度的玻璃门的制作,这种刮板的通用性更强,能够快速满足多种规格的玻璃的加工施胶,提高整体产线的生产效率。
93.图23
‑
图26是涂胶刮平组件15的又一种实施例,图中可以看到,涂胶刮平组件15包括涂胶主体150209,涂胶主体150209的一端设有涂胶枪1502,涂胶主体150209的一个表面上设有横向导胶槽150208,横向导胶槽150208的两侧固定设有防溢胶侧板1503;涂胶枪1502的内部设有进胶通道150203,进胶通道150203靠近涂胶主体150209的一侧设有多个分胶孔150210,进胶通道150203的内径靠近分胶孔150210一侧依次呈阶梯变小状态。与其他实施例不同的是,该实施例的技术方案是将防溢胶侧板1503与涂胶主体150209为一体化结构,这样的结构更容易满足大批量的生产线的自动生产,可以将涂胶刮平组件15与自动化施胶设备集成,完成全自动化的涂胶生产。由于横向导胶槽150208的存在,出胶量可以很大,施胶时,胶料沿着横向导胶槽150208快速流出,又快速进入到两层玻璃之间完成工业自动化的填充,图26中还可以看到,分胶孔150210可以根据横向导胶槽150208的宽度设置成多条,最外侧的分胶孔150210和内侧的分胶孔150210呈扇形分布,分别与进胶通道150203相连通,进胶通道150203的内径靠近分胶孔150210一侧依次呈阶梯变小状态,可以满足在出胶时的同步性,因为扇形最外侧的分胶孔150210与进胶通道150203相连通处的内径大于扇形内侧的分胶孔150210与进胶通道150203相连通处的内径,因此出胶时可以快速保证扇形最外侧的分胶孔150210的出胶速度,保证施胶工艺的稳定性,从而保证施胶质量,一般沿着进胶通道150203两侧的扇形分布的分胶孔150210为对称布置,这样两侧的出胶量均匀,工艺质量稳定。
94.图27的实施例为了满足厚度较厚的双层玻璃的施胶,图中可以看到,设有两个横向导胶槽150208,两个横向导胶槽150208之间为隔离状态,这样的两个隔离的横向导胶槽150208可以同时分别填充施胶两个间隙,不用一个一个将施胶间隙填满,大大提供了大厚度多层中空玻璃的施胶工艺。
95.图23
‑
图28的涂胶刮平组件15的实施例,可以满足厚度较厚的中空玻璃的自动化施胶,图27尤其适合大厚度多层中空玻璃的施胶工艺。
96.图28是图27的实施例的应用示意图,图中可以看到,两个隔离的横向导胶槽150208可以同时分别填充施胶两个间隙,这样可以满足厚度较厚和双层的中空玻璃的自动化施胶,两个填充间隙的施胶对称稳定,能够保证自动化生产的工艺的稳定性和产品的质量,该实施例中,其中进胶通道150203的内径为20mm
±
1mm,与最外侧扇形的分胶孔150210相连接处的进胶通道150203的内径为16mm
±
1mm,与最内侧扇形的分胶孔150210相连接处的进胶通道150203的内径为12mm
±
1mm,最外侧扇形的分胶孔150210与最内侧扇形的分胶孔的内径为10mm
±
1mm,这样的尺寸结构基本能满足大多数常用的双层中空玻璃的施胶工艺需要,通用性较强。
97.该实施例的中空玻璃在制作时,一般采取导电银浆带5的宽度为5mm
‑
6mm,能够满足电流通过的需要,也能够节省银浆,实际制作时一般将导电银浆带5选择在宽度方向的两个对边进行涂浆,宽度方向的长度较短,能够进一步介绍银浆的使用量,降低成本,同时既能够保证电流流动的需要,又能够保证加热的需要。
98.由于包括导电加热组件13,通过外部的控制电路可以根据设定的温度进行自动的
通电和断电,当通电时就可以实现镀膜玻璃8的加热,防止出现结露和结霜的问题。由于镀膜玻璃8的导电镀膜层10的四周不需要大面积除膜,所以最大程度保留了镀膜玻璃8的加热面积,能有效的防止玻璃门四周因为露冷而导致门体四周特别容易凝露的问题,在加工过程中又简化了工艺。因此,在保鲜柜和冰柜上采用这种中空玻璃门,能够保证玻璃门上不会结露和结霜,保证玻璃门的通透和美观。
99.本实施例采用的玻璃经过钢化处理,因为钢化玻璃属于安全玻璃,不易破碎,安全性好,也可以使用不钢化的玻璃。
100.在tps胶外侧的中空玻璃腔体区域,饱满涂注硅酮胶,利用硅酮胶的结构性,实现两层玻璃的完整结合,利用硅酮胶的有效支撑性,长久保持中空玻璃整体的公称厚度;两条导电引线自玻璃门实际使用开启转轴边的上角引出,向柜体上安装时,直接与柜体电源线连接即可。
101.完成基本结合的中空玻璃,根据实际使用的开启转轴边,在下边银浆带与转轴边接近的一端,焊接上导电引线,在上边银浆带与下边银浆带焊接引线的对角端也焊接上导电引线,引线长度以能够延tps胶外侧到达转轴边上角再加50mm的长度为准,外加的50mm利于与柜体电源连接,也可以根据用户要求加长;中空玻璃腔体11内充入惰性气体以此降低中空玻璃腔体内气体的热传递系数;tps胶经过压合之后,实现了无缝对接,气密性非常好,能够保持惰性气体有效时间超过50年。
102.本实施中,在其中玻璃一层玻璃上周边的位置,根据需要厚度涂布tps或者4sg热塑性胶,tps胶的涂布位置以tps胶内侧不裸露银浆带为准,也可以将银浆带外漏在tps胶外侧,这种胶电阻值非常大,完全不影响银奖带和导电膜的导电性能,tps胶与导电膜接触的区域无需除去导电膜,银浆带也完全可以与tps胶接触;其中一层玻璃采用表面涂有可导电低辐射膜层的高透镀膜玻璃,这种玻璃选用的是市场上很容易采购到的在线低辐射low_e镀膜玻璃,镀膜层本身具有防辐射的功能,会有效降低热辐射的传递,属于金属膜,有良好的导电性,镀膜层是在原片玻璃生产的同时涂镀上去的,镀膜层与玻璃本体结合性良好,不会氧化。
103.中空玻璃的其中一层采用涂有可导电低辐射膜层的高透镀膜玻璃,在镀膜面两侧涂上导电银浆线,使用tps胶或者4sg胶间隔两层玻璃,因tps胶的电阻值非常大,电流会自动选择通过银浆线和导电低辐射膜层传递,无需除去接触面的导电膜层,同时充入惰性气体,使两层玻璃结合一起,将银浆线的连接引线焊接上,再于tps胶的外侧到玻璃边沿的腔体内涂注硅酮胶,焊接的引线处于tps胶和硅酮胶之间,汇集点在玻璃门转轴边的上角,从而形成防结露、结霜的节能式玻璃门。
104.本发明的冷藏柜中空玻璃门仅说明了使用两层玻璃形成的单腔中空玻璃门,也可使用多层玻璃形成多腔中空玻璃门,制作方法与本发明相同,如制作多腔中空玻璃门,可在每个腔体各使用一层在线low_e玻璃,节能效果更佳。
105.本发明的技术方案,由于该冷藏柜中空玻璃门包括导电加热组件13,通过外部的控制电路可以根据设定的温度进行自动的通电和断电,当通电时就可以实现镀膜玻璃8的加热,防止出现结露和结霜的问题。由于镀膜玻璃8的导电镀膜层10的四周不需要大面积除膜,所以最大程度保留了镀膜玻璃8的加热面积,能有效的防止玻璃门四周因为露冷而导致门体四周特别容易凝露的问题,在加工过程中又简化了工艺。因此,在保鲜柜和冰柜上采用
这种中空玻璃门,能够保证玻璃门上不会结露和结霜,保证玻璃门的通透和美观。
106.本发明的中空玻璃,保温效果好,用于冷藏柜中空玻璃门时,能够起到防结露和防结霜的效果,同时能够做到节能,本发明的技术方案可以用于保鲜柜、冰柜等冷藏柜的玻璃门。
107.惟以上所述者,仅为本发明的具体实施例而已,当不能以此限定本发明实施的范围,故其等同组件的置换,或依本发明专利保护范围所作的等同变化与修改,皆应仍属本发明权利要求书涵盖之范畴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。