1.本公开涉及刀片以及切削刀具。
背景技术:
2.硬质合金或金属陶瓷、陶瓷是耐热性以及耐磨损性优异的材料,因此被用作切削刀具用的刀片。刀片在使用时以高速与被切削件接触,因此温度上升。
3.因此,在切削加工时,使用冷却液对刀片和被切削件进行冷却。以提高这样的冷却效果为目的,在专利文献1中,在刀片的前刀面设置作为冷却液的流路而发挥功能的多个槽。
4.现有技术文献
5.专利文献
6.专利文献1:日本专利第5843102号
技术实现要素:
7.本公开的刀片具有基体,该基体具备第一面、与第一面相连的第二面、以及位于第一面与第二面的棱线的至少一部分的切削刃。第一面在远离棱线的位置具有多个槽,该多个槽相对于棱线以20
°
以上且90
°
以下的角度从最接近切削刃的端部即第一端部朝向最远离切削刃的端部即第二端部延伸。槽与棱线分离40μm以上且700μm以下的范围内的距离。槽的宽度w为50μm以上且700μm以下。槽的深度d为20μm以上且700μm以下。相邻的槽的间隔s为50μm以上且700μm以下。本公开的切削刀具具有刀柄,其具有从第一端到第二端的长度,且在第一端侧具有刀槽刀柄;以及前述刀片,其位于刀槽。
附图说明
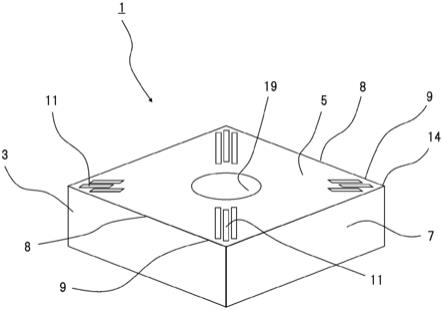
8.图1是示出本公开的刀片的一例的立体图。
9.图2是示出本公开的刀片的一例的俯视图。
10.图3是示出本公开的刀片的一例的上表面的主要部分的放大图。
11.图4是示出本公开的刀片的一例的主要部分的剖视图。
12.图5是示出本公开的刀片的一例的上表面的主要部分的放大图。
13.图6是示出本公开的刀片的槽的一例的概要图。
14.图7是示出本公开的刀片的一例的主要部分的放大图。
15.图8是示出本公开的刀片的一例的主要部分的剖视图。
16.图9是示出本公开的切削刀具的一例的平面图。
17.图10是示出本公开的切削刀具的一例的平面图。
具体实施方式
18.<刀片>
19.以下,使用附图对本公开的刀片详细地进行说明。但是,为了便于说明,以下参照的各图仅简化示出了说明各实施方式所需的主要构件。因此,刀片能够具备所参照的各图中未示出的任意的结构构件。另外,各图中的构件的尺寸并未如实地表示实际的结构构件的尺寸及各构件的尺寸比率等。
20.图1所示的刀片1是安装于刀柄(未图示)的前端的规定的位置而使用的刀尖更换型的切削刀片的一例。刀片1具有由硬质合金或金属陶瓷等构成的基体3。刀片1可以具备由含有wc以及作为结合相的co或ni、fe的、所谓的硬质合金构成的基体3。若使用这样的基体3,则与含有ti的金属的耐熔着性优异。
21.wc是指wc粒子。对于wc粒子,例如,平均粒径可以是0.5μm~1.5μm。对于结合相,例如,可以使用ni或co等铁族金属。基体3可以含有4~12质量%的结合相。对于基体3,结合相以外的剩余部分可以仅为wc。需要说明的是,在本公开中,在如4~12质量%这样表示范围的情况下,意味着下限的值以上且上限的值以下。
22.刀片1是多边板形状,且具有第一面5、以及与第一面5相连的第二面7。另外,刀片1具有位于第一面5与第二面7的棱线8的至少一部分的切削刃9。在图1中,第一面5相当于前刀面5,第二面7相当于后刀面7。在之后的附图中也是同样的。为了将刀片1固定于后述的刀柄,可以在第一面5设置有上下贯穿刀片1的贯通孔19。在刀片1中,切削刃9至少位于棱线8的一部分即可,其可以位于相当于两条边的部分,也可以呈环状位于第一面5的整个外周部分。
23.作为刀片1的大小没有特别限定,但例如,第一面5的一边的长度被设定为5~20mm左右,从第一面5到位于第一面5的相反侧的面(下表面)为止的高度被设定为3~20mm左右。
24.如图2的俯视图所示,本公开的刀片1在第一面5中的远离棱线8的位置具有多个槽11。槽11从最接近棱线8的端部即第一端部12a朝向最远离切削刃9的端部即第二端部12b延伸。这些槽11相对于棱线8以20~90
°
的角度θ1配置。槽11相对于棱线8的角度是指,槽11的进展方向与切削刃9相交的角度中较小的角度。需要说明的是,多个槽11中的至少一个槽11相对于切削刃9以20
°
以上且90
°
以下的角度配置即可,无需使所有槽11满足上述的关系。
25.通过将上述的角度设为20
°
以上且90
°
以下,切屑不易积存于槽11,切屑容易沿着槽11排出。可以将切削刃9中的、位于角部14的槽11的上述角度设为90
°
。
26.图2中的槽11
‑
1相对于切削刃9以约45
°
的角度配置。
27.槽11与棱线8分离40μm以上且700μm以下的范围内的距离。换言之,槽11与棱线8之间的距离为40μm以上且700μm以下。即,槽11与棱线8不相连。若将槽11与棱线8的距离设为40μm以上,则切削刃9不易缺损。若将槽11与棱线8的距离设为700μm以下,则能够减小切削阻力。
28.槽11与棱线8的距离也可以为50μm以上且120μm以下。若具有这样的结构,则刀片1的切削刃11不易缺损,切削阻力也较小。
29.对于槽11与棱线8之间的距离,可以测定一个槽11与棱线8的最短距离。需要说明的是,本公开的刀片1并不排除多个槽11中的、局部与棱线8连通的槽。
30.图3是俯视观察第一面5时的、切削刃9附近的放大图。在图3的例子中,槽11相对于棱线8以90
°
的角度配置。位于第一面5的表面的槽11的宽度w为50μm以上且700μm以下。
31.图4是切削刃9即棱线8附近的、与第一面5的表面垂直的刀片1的剖面。槽11具有底
面11a和开口部13。另外,在槽11的第一端部12a侧具有与底面11a相连的立起面11b。图4所示的槽11的深度d(关于d参照图4参照,深度是图3中的进深方向上的长度)为20μm以上且700μm以下。图3所示的相邻的槽11的间隔s为50μm以上且700μm以下。对于槽11的宽度w以及槽11的深度d,只要平均值处于上述范围内即可。
32.本公开的刀片1由于具有上述的结构而切削阻力较低,且耐崩损性优异。另外,本公开的刀片1由于冷却性优异而能够进行高速切削加工。
33.即,刀片1由于具备具有上述结构的槽11而前刀面5与被切削件的切屑的摩擦较小,因此切削阻力较小。另外,由于槽11并不到达棱线8,因此切削刃9的耐崩损性优异。并且,在朝向切削刃9供给冷却液的情况下,槽11成为冷却液的流路,因此能够进行高速下的切削。
34.需要说明的是,槽11的宽度w也可以为50μm以上且200μm以下。槽11的深度d也可以是50μm以上且200μm以下。另外,相邻的槽11的间隔s也可以是50μm以上且200μm以下。
35.需要说明的是,也可以是,在槽11的第一端部12a侧设置有立起面11b,但在槽11的第二端部12b侧没有立起面。例如,如图5所示,也可以是,在第二端部12b中,槽11与其他空间、例如凹部15连通,槽11的第二端部12b开放。
36.本公开的刀片1可以在基体3的表面设置例如含有ticn层(未图示)或al2o3层(未图示)的涂层(未图示)。另外,对于本公开的刀片1,基体3可以至少在第一面5中的切削刃9、槽11附近即第一区域17露出。换言之,在前刀面5中的切削刃9、槽11附近,在基体3的表面可以不存在有涂层。需要说明的是,第一区域17是指距切削刃9、槽11 0.5mm以内的区域。另外,也可以在基体3的整个面中不存在有被覆膜。
37.若具有这样的结构,则即使在对耐熔着性较高的、例如含有钛的金属进行加工的情况下,也能够抑制被切削件熔敷于刀片1的情况。
38.对于本公开的刀片1,相邻的槽11的间隔s相对于槽11的宽度w之比(s/w)可以为0.9以上且2.0以下。若具有这样的结构,则刀片1的耐磨损性与冷却性的平衡优异。
39.另外,槽11的深度d相对于槽11的宽度w之比(d/w)可以为0.5~2.0。若具有这样的结构,则刀片1的耐磨损性与冷却性的平衡优异。另外,切屑不易积存于槽11,从而容易维持刀片1的性能。
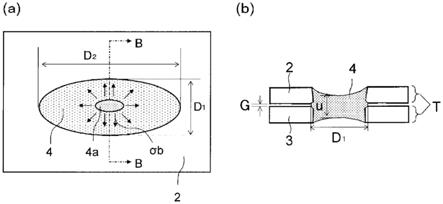
40.需要说明的是,如图6的(a)所示,在槽11从第一端部12a至第二端部12b具有大致相同的宽度w的情况下,本公开中的槽11的宽度w意味着,将槽11在进展方向上五等分并从第一端部12a观察时20~80%的长度的区域m1中的槽11的宽度w的平均值。
41.另外,如图6的(b)所示,在槽11从第一端部12a至第二端部12b而槽的宽度以大致恒定的比例发生变化的情况下,本公开中的槽11的宽度w意味着,将槽11在进展方向上五等分并从第一端12a观察时20~60%的长度的区域m2中的槽11的宽度w的平均值。
42.另外,对于槽11的深度d、相邻的槽11的间隔s,也可以使用相同的基准进行测定。像这样对槽11中的、接近第一端部12a的区域的w进行测定是因为,只要接近切削刃9的区域的槽11的宽度w处于本公开的刀片1的范围内,就会显现出本公开的刀片1的作用效果。
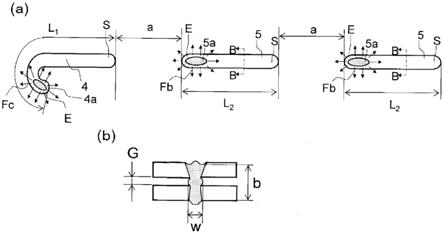
43.另外,如图7所示,可以是,在将距第一端部12a 0.5mm位置处的槽11的宽度设为w1,将距第一端部12a 2.0mm位置处的槽11的宽度设为w2时,w1<w2。若采用这样的结构,则在第一端部12a附近,槽11的宽度变窄,因此冷却液容易从槽11猛烈地排出。
44.另外,如图8所示,可以是,在将距第一端部12a 0.5mm位置处的槽11的深度设为d1,将距第一端部12a 2.0mm位置处的槽11的深度设为d2时,d1<d2。若采用这样的结构,则在第一端部12a附近,槽11的深度变浅,因此冷却液容易从槽11猛烈地排出。
45.另外,槽11也可以满足(d2/d1)>(w2/w1)的关系。若采用这样的结构,则槽11的深度d的变化大于槽11的宽度w的变化,因此冷却液容易从槽11猛烈地排出。
46.与槽11的行进方向呈直角交叉的基体3的剖面中的槽11的形状(以下也称为槽11的剖面形状)只要是开口部13的宽度比底面11a的宽度宽的形状即可,例如,可以是半圆状、三角状、梯形状。
47.对于在前刀面5具有这样的槽11的刀片1,例如可以在制作出没有槽11的刀片形状的硬质合金后,使用例如钻头加工或激光以成为本公开的刀片1中的槽11的方式在前刀面5形成槽11。另外,也能够使用具有与槽11相对应的凸部的模具,制作具备烧成后成为槽11的凹部的成形体,并对该成形体进行烧成,从而得到刀片1。
48.需要说明的是,例如,能够使用形状分析激光显微镜测定槽11的形状。在本公开中,使用keyence社制vk
‑
x1000进行测定。测定条件采用以下的条件。
49.测定模式:简单测定
50.扫描模式:聚焦变化
51.测定尺寸:标准
52.间距:4.50μm
53.亮度:70
54.将噪声区域的处理设为有效:开
55.同轴落射:100
56.环状照明:关
57.z轴模式:推荐设定
58.z测定距离固定:关
59.自动上下限:开
60.头:r
61.对物透镜名:plan
62.对物透镜倍率:10x
63.na:0.3
64.wd:16.5mm
65.亮度模式:自动
66.亮度(自动):70
67.亮度(手动):2
68.边缘强调:5
69.<切削刀具>
70.接下来,使用附图对本公开的切削刀具进行说明。
71.如图9所示,本公开的切削刀具101例如是从第一端(图9中的上端)朝向第二端(图9中的下端)延伸的棒状体。
72.如图9所示,切削刀具101具备刀柄105,其具有从第一端(前端)到第二端的长度,
且具有位于第一端侧的刀槽103;以及上述刀片1,其位于刀槽103。切削刀具101因为具备刀片1而能够长期进行稳定的切削加工。需要说明的是,在图9中省略槽11的记载。
73.刀槽103是供刀片1装配的部分,其具有相对于刀柄105的下表面平行的坐落面、以及相对于坐落面垂直或倾斜的限制侧面。另外,刀槽103在刀柄105的第一端侧开口。
74.刀片1位于刀槽103。此时,刀片1的下表面可以直接与刀槽103相接,或者也可以在刀片1与刀槽103之间夹入片材(未图示)。
75.刀片1以使作为前刀面5的第一面5与作为后刀面7的第二面7相交的棱线8处的被用作切削刃9的部分的至少一部分从刀柄105向外方突出的方式装配于刀柄105。在本实施方式中,刀片1通过固定螺钉107装配于刀柄105。即,将固定螺钉107插入刀片1的贯通孔19,将该固定螺钉107的前端插入形成于刀槽103的螺纹孔(未图示),并使螺纹部彼此螺合,从而将刀片1装配于刀柄105。
76.本公开的切削刀具101为了向切削刃9供给冷却液而可以具备在前端设置有喷嘴的软管(未图示)。并且,在该软管连接有用于供给冷却液的泵。
77.另外,如图10所示,本公开的切削刀具101也可以将用于向切削刃9供给冷却液的喷嘴120设置于刀柄105。若喷嘴120的喷出口位于刀片1附近,则容易向切削刃9供给冷却液。喷嘴120也可以固定于刀柄105的局部。另外,也可以如图10所示那样在刀柄105设置孔并将其用作喷嘴120。从喷嘴120排出的冷却液例如可以是水性冷却液,也可以是油性冷却液。
78.喷嘴120与泵(未图示)连接,且可以以例如0.5~20mpa的压力排出。特别是,若将压力设为10mpa以上,则能够更高速地进行加工。
79.作为刀柄105的材质,能够使用钢、铸铁等。在这些构件中可以使用韧性较高的钢。
80.在本实施方式中,例示了用于所谓的车削加工的切削刀具。作为车削加工,例如可以列举内径加工、外径加工及开槽加工。需要说明的是,作为切削刀具,并不限定于在车削加工中使用的切削刀具。例如,也可以将上述实施方式的刀片1用于在旋转切削加工中使用的切削刀具。
81.【实施例】
82.以下,示出本公开的刀片的实施例。本公开的刀片具备由具有wc和结合相的硬质合金构成的基体。
83.在该例子中,在sngn120408的形状的基体的前刀面形成有各种槽。需要说明的是,作为比较例,也制作出没有槽的刀片。
84.使用具有各种形态的刀片对被切削件(ti
‑
6al
‑
4v)进行切削,从而对槽的形态与刀片的寿命的关系进行了研究。另外,也对从喷嘴排出的切削液的压力与刀片的寿命的关系进行了研究。
85.在表1中示出槽的有无、槽的形态、所使用的刀片的种类、切削液的压力、切削评价。需要说明的是,对于槽与切削刃的关系,如图1、2所示,采用槽朝向角部延伸的形态。
86.需要说明的是,以下,对切削条件进行记载。
87.<切削条件>
88.切削速度:100m/分
89.进给速度:0.1mm/rev
90.切入量:0.5mm
91.其他:使用水溶性切削液
92.切削液压力:10mpa
93.评价项目:剥离的产生或刀尖崩损时的切削时间
94.【表1】
[0095][0096]
需要说明的是,对于表1所示的所有样品,基体的表面露出,即未设置有被覆膜。对设置有被覆膜的样品也进行了相同的评价,但与未设置有被覆膜的情况相比,得到了耐熔着性差的结果。
[0097]
具有本公开的结构的刀片以及切削刀具的切削寿命较长。需要说明的是,在使用表1中的样品no.2而对切削液压力与加工距离的关系进行研究时,切削压力越大,则加工距离越长。另外,在切削压力为10mpa以上的情况下,加工距离的变化较小。
[0098]
本公开的刀片以及使用该刀片的切削刀具并不限定于上述方案,在不脱离本公开的主旨的范围内可以进行各种改良以及变更。
[0099]
附图标记说明
[0100]1···
刀片
[0101]3···
基体
[0102]5···
第一面、前刀面
[0103]7···
第二面、后刀面
[0104]8···
棱线
[0105]9···
切削刃
[0106]
11
···
槽
[0107]
11
‑1·
槽
[0108]
11a
··
底面
[0109]
11b
··
立起面
[0110]
12a
··
第一端部
[0111]
12b
··
第二端部
[0112]
13
···
开口部
[0113]
14
···
角部
[0114]
15
···
凹部
[0115]
17
···
第一区域
[0116]
19
···
贯通孔
[0117]
101
··
切削刀具
[0118]
103
··
刀槽
[0119]
105
··
刀柄
[0120]
107
··
固定螺钉
[0121]
120
··
喷嘴
[0122]
w
····
槽的宽度
[0123]
w1
···
距第一端部0.5mm位置处的槽的宽度
[0124]
w2
···
距第一端部2.0mm位置处的槽的宽度
[0125]
d
····
槽的深度
[0126]
d1
···
距第一端部0.5mm位置处的槽的深度
[0127]
d2
···
距第一端部2.0mm位置处的槽的深度
[0128]
s
····
相邻的槽间的间隔
[0129]
θ1
···
槽相对于棱线的角度。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。