一种激光选区熔化成形05cr17ni4cu4nb不锈钢引气管的方法
技术领域
1.本发明涉及增材制造技术领域,具体涉及一种激光选区熔化成形05cr17ni4cu4nb不锈钢引气管的方法。
背景技术:
2.05cr17ni4cu4nb是一种马氏体沉淀、硬化不锈钢,由于其具有高强度、硬度和抗氧化性能等特性,该材料主要用于制造400℃以下工作的高强耐腐蚀部件,制造飞机、导弹发动机的紧固件、阀门部件等。但传统制造工艺主要由铸造/锻造、机械加工工艺制造,制造周期长,并且受工艺本身的限制,复杂异形结构零件制造困难。
3.激光选区熔化是一种金属件直接成形方法,是快速成形技术的最新发展。该技术突破了传统加工方法去除成形的概念,采用添加材料的方法成形零件,大大减少了材料去除的浪费问题;成形过程不受零件复杂程度的限制,因而具有很大的柔性,适合各种复杂形状零件的制造,尤其适合内部有复杂异形结构(如空腔)、用传统方法无法制造的复杂零件。此外,该技术无需任何专用工装和工具,直接根据数模即可将复杂形状的零件制造出来。一般来说,采用激光选区熔化快速成形技术,零件的制造时间和成本约为传统制造技术的30%
‑
50%。因此,本发明提供一种激光选区熔化成形05cr17ni4cu4nb不锈钢引气管的方法。
技术实现要素:
4.本发明的目的在于克服传统锻造/铸造、机械加工工艺制造周期长、刀具成本高、复杂异形结构零件制造困难等问题。提供一种激光选区熔化成形05cr17ni4cu4nb不锈钢引气管的方法,实现该材料引气管的快速成形与直接制造,机械加工少。本发明制造的激光选区熔化成形零件力学性能优良、致密度高、内部质量好、性能稳定。
5.本发明所采用的技术方案是:一种激光选区熔化成形05cr17ni4cu4nb不锈钢引气管的方法,包括如下步骤:
6.(1)称量05cr17ni4cu4nb不锈钢原料粉末,粉末各组分的质量分数为:ni 3.0%
‑
5.0%;cu 3.0%
‑
5.0%;cr 15.0%
‑
17.5%;nb 0.15%
‑
0.45%,c≤0.07%;si≤1.0%;mn≤1.0%;p≤0.035%;s≤0.025%,余量为fe;
7.(2)建立05cr17ni4cu4nb不锈钢引气管的三维模型,对三维模型进行切片后,将切片文件导入激光选区熔化设备;
8.(3)对原料粉末进行引气管的激光选区熔化成形,再经热处理后即得05cr17ni4cu4nb不锈钢引气管。
9.进一步地,所述步骤(1)原料粉末粒径范围为15μm
‑
53μm,粉末的空心粉含量不多于1%。
10.进一步地,所述步骤(2)中切片厚度为20
‑
40μm。
11.进一步地,所述步骤(3)中激光选区熔化成形参数为:光斑直径100
‑
120μm,激光功
率260
‑
280w,扫描速度800
‑
1000mm/s,铺粉层厚20
‑
40μm,相位角67
°
,搭接量0.05μm,扫描策略蛇行。
12.进一步地,所述步骤(3)热处理包括固溶和时效处理,固溶处理方法为:温度控制为1000
‑
1100℃,保温1
‑
3h,然后氩气冷却至时效温度;时效处理方法为:温度控制为450
‑
550℃,保温1
‑
4h,再氩气冷却至室温。
13.进一步地,所述步骤(3)进行热处理前需要采用压缩空气清理成形零件表面上的粉末。
14.与现有技术相比,本发明的有益效果为:
15.(1)本发明中成形后的不锈钢基体经固溶处理后组织转变为马氏体,再经时效处理,马氏体基体沉淀出富铜相,强度进一步提高,进而得到性能良好的05cr17ni4cu4nb不锈钢构件,通过对金相组织进行观察,激光选区熔化成形05cr17ni4cu4nb不锈钢构件内部组织控制良好,无未熔合及裂纹等缺陷,并且横向和纵向力学性能无明显差异;
16.(2)本发明提出的激光选区熔化成形05cr17ni4cu4nb材料引气管的方法,制造时间短,机械加工少,解决了传统锻造引气管机械加工制造周期长、刀具消耗量大、成本高等问题。
17.(3)本发明提供激光选区熔化成形05cr17ni4cu4nb不锈钢引气管的方法,可广泛应用于航空发动机复杂结构零部件的制造,实现05cr17ni4cu4nb不锈钢材料零件的快速成形与直接制造。
附图说明
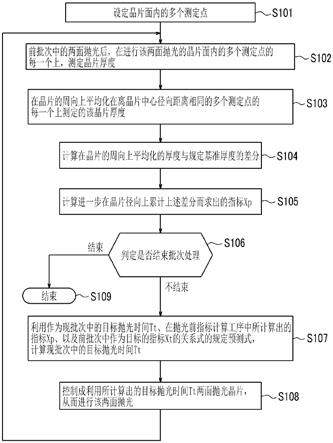
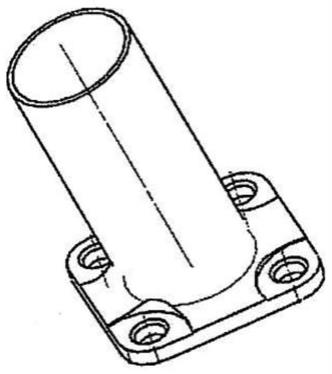
18.图1为引气管结构示意图;
19.图2为引气管主视图;
20.图3为引气管剖视图;
21.图4为引气管激光选区熔化成形方向示意图。
具体实施方式
22.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
23.实施例1
24.1)称量05cr17ni4cu4nb不锈钢原料粉末,粉末各主要组分的质量分数为:ni 3.95%,cu 3.29%,cr 16.28%,nb 0.25%,c 0.015%,si 0.67%,mn 0.35%,p 0.018%,s 0.009%,其余为fe元素;粉末粒径为15μm
‑
53μm,其中d10为15.57μm,d50为38.46μm,d90为50.10μm;粉末空心粉含量为0.86%;
25.2)采用ug软件建立05cr17ni4cu4nb不锈钢引气管的三维模型,如图1至图3所示,利用magics软件对三维模型进行切片后,切片厚度为40μm,将切片文件导入激光选区熔化设备,引气管的激光选区熔化成形方向如图4所示;
26.3)在氩气气体条件下将05cr17ni4cu4nb粉末激光选区熔化成形,通过激光扫描粉末,层层累加成形,激光选区熔化成形工艺参数包括:光斑直径120μm,激光功率270w,扫描
速度900mm/s,铺粉层厚40μm,相位角67
°
,搭接量0.05μm,扫描策略蛇行;
27.4)成形结束后,待零件冷却4小时后,开启成形舱门取出基板与零件,采用压缩空气清理基板和成形在基板上的零件的表面的粉末;将清粉后得到的零件连同基板采用真空高压气体淬火炉进行热处理,得到性能满足要求的05cr17ni4cu4nb不锈钢零件,热处理制度为:固溶处理温度控制为1040℃,保温1h,然后氩气冷却至时效温度;时效处理温度控制为500℃,保温4h,再氩气冷却至室温;
28.利用线切割将05cr17ni4cu4nb材料引气管从基板上切下,得到05cr17ni4cu4nb不锈钢引气管。
29.采用同批成形的试样对得到的05cr17ni4cu4nb不锈钢引气管进行力学性能检测,测试结果表明:室温抗拉强度达到1207
‑
1223mpa,屈服强度达到1072
‑
1095mpa,延伸率达到16.5
‑
17.5%。
30.实施例2
31.1)称量05cr17ni4cu4nb不锈钢原料粉末,粉末各主要组分的质量分数为:ni 4.04%,cu 3.42%,cr 16.08%,nb 0.27%,c 0.012%,si 0.62%,mn 0.39%,p 0.016%,s 0.013%,其余为fe元素;粉末粒径为15μm
‑
53μm,其中d10为15.82μm,d50为39.01μm,d90为50.50μm;粉末空心粉含量为0.81%;
32.2)采用ug软件建立05cr17ni4cu4nb不锈钢引气管的三维模型,如图1至图3所示,利用magics软件对三维模型进行切片,切片厚度为40μm,将切片文件导入激光选区熔化设备,引气管的激光选区熔化成形方向如图4所示;
33.3)在氩气气体条件下将05cr17ni4cu4nb粉末激光选区熔化成形,通过激光扫描粉末,层层累加成形,激光选区熔化成形工艺参数包括:光斑直径120μm,激光功率260w,扫描速度800mm/s,铺粉层厚40μm,相位角67
°
,搭接量0.05μm,扫描策略蛇行;
34.4)成形结束后,待零件冷却4小时后,开启成形舱门取出基板与零件,采用压缩空气清理基板和成形在基板上的零件的表面的粉末;将清粉后得到的零件连同基板采用真空高压气体淬火炉进行热处理,得到性能满足要求的05cr17ni4cu4nb不锈钢零件,热处理制度为:固溶处理温度控制为1050℃,保温1h,然后氩气冷却至时效温度;时效处理温度控制为500℃,保温4h,再氩气冷却至室温;
35.利用线切割将05cr17ni4cu4nb材料引气管从基板上切下,得到05cr17ni4cu4nb不锈钢引气管。
36.采用同批成形的试样对得到的05cr17ni4cu4nb不锈钢引气管进行力学性能检测,测试结果表明:室温抗拉强度达到1198
‑
1224mpa,屈服强度达到1078
‑
1090mpa,延伸率达到16.5
‑
17.0%。
37.实施例3
38.1)称量05cr17ni4cu4nb不锈钢原料粉末,粉末各主要组分的质量分数为:ni 3.95%,cu 3.33%,cr 16.31%,nb 0.22%,c 0.018%,si 0.62%,mn 0.34%,p 0.015%,s 0.009%,其余为fe元素;粉末粒径为15μm
‑
53μm,其中d10为15.68μm,d50为38.57μm,d90为50.34μm;粉末空心粉含量为0.79%;
39.2)采用ug软件建立05cr17ni4cu4nb不锈钢引气管的三维模型,如图1至图3所示,利用magics软件对三维模型进行切片,切片厚度为30μm,将切片文件导入激光选区熔化设
备,引气管的激光选区熔化成形方向如图4所示;
40.3)在氩气气体条件下将05cr17ni4cu4nb粉末激光选区熔化成形,通过激光扫描粉末,层层累加成形,激光选区熔化成形工艺参数包括:光斑直径120μm,激光功率280w,扫描速度1000mm/s,铺粉层厚30μm,相位角67
°
,搭接量0.05μm,扫描策略蛇行;
41.4)成形结束后,待零件冷却4小时后,开启成形舱门取出基板与零件,采用压缩空气清理基板和成形在基板上的零件的表面的粉末;将清粉后得到的零件连同基板采用真空高压气体淬火炉进行热处理,得到性能满足要求的05cr17ni4cu4nb不锈钢零件,热处理制度为:固溶处理温度控制为1040℃,保温1h,然后氩气冷却至时效温度;时效处理温度控制为500℃,保温4h,再氩气冷却至室温;
42.利用线切割将05cr17ni4cu4nb材料引气管从基板上切下,得到05cr17ni4cu4nb不锈钢引气管。
43.采用同批成形的试样对得到的05cr17ni4cu4nb不锈钢引气管进行力学性能检测,测试结果表明:室温抗拉强度达到1202
‑
1228mpa,屈服强度达到1074
‑
1093mpa,延伸率达到16.5
‑
17.5%。
44.以上技术方案阐述了本发明的技术思路,不能以此限定本发明的保护范围,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上技术方案所作的任何改动及修饰,均属于本发明技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。