1.本发明涉及手机外壳加工技术领域,具体为一种手机外壳加工用便于脱模的快速冷却型铸造模具。
背景技术:
2.手机是可以在较广范围内使用的便携式电话终端,全称为移动电话或无线电话。手机外壳是指手机的外壳,用于对手机提供保护。手机外壳常用的塑胶材料有pc、abs、pc abs三大类,在手机外壳的加工过程中,通常需要用到模具。
3.现有的手机外壳加工用铸造模具通常为分体式的上下模具结构,可能出现上模丢失的情况,而且不能够对手机外壳成品件的边缘进行打磨,手机外壳边缘可能出现毛刺影响成品质量,为此,我们提出一种手机外壳加工用便于脱模的快速冷却型铸造模具。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种手机外壳加工用便于脱模的快速冷却型铸造模具,解决了上述背景技术中提出的现有的手机外壳加工用铸造模具通常为分体式的上下模具结构,可能出现上模丢失的情况,而且不能够对手机外壳成品件的边缘进行打磨,手机外壳边缘可能出现毛刺影响成品质量的问题。
5.为实现以上目的,本发明通过以下技术方案予以实现:一种手机外壳加工用便于脱模的快速冷却型铸造模具,包括基板、下模具主体和上模具组件,所述基板的上方两侧均设置有锁紧螺栓,所述下模具主体固定于基板的中部上方,且下模具主体的内部上方设置有内模腔,所述内模腔的两侧均设置有侧边散热组件,所述内模腔的下方设置有下散热组件,所述下模具主体的内部下方安装有顶升脱模组件,所述上模具组件安装于下模具主体的上方,且上模具组件包括有固定杆、连接板、微型伸缩杆、内模板和进水口,所述固定杆的一侧固定有连接板,且连接板的末端下方安装有微型伸缩杆,所述微型伸缩杆的下方固定有内模板,且内模板的中部两侧均设置有进水口,所述内模板的中部上方固定有水平观察组件,所述内模板的外部四侧均通过马达安装有活动轴,且活动轴的上方安装有打磨组件,所述打磨组件包括有转轮、传输链、微型液压杆和打磨轮盘,且转轮的外侧设置有传输链,所述传输链的两侧下方固定有微型液压杆,且微型液压杆的底部安装有打磨轮盘。
6.可选的,所述侧边散热组件包括散热腔、散热扇和导热鳍片,所述散热腔的内部安装有散热扇,且散热腔的内部靠近内模腔内壁的一侧设置有导热鳍片。
7.可选的,所述散热腔之间关于内模腔的竖直中心线相对称,且散热腔的前后两侧外壁呈镂空状结构。
8.可选的,所述下散热组件包括水冷腔、通风槽和注水嘴,所述水冷腔的内部贯穿有通风槽,且水冷腔的内部两侧分别设置有注水嘴。
9.可选的,所述通风槽呈中空状结构贯穿于水冷腔的内部,且通风槽的对称中心与水冷腔的对称中心重合。
10.可选的,所述顶升脱模组件包括模腔底板、侧推板和微型电动推杆,所述内模腔的内部底侧设置有模腔底板,且模腔底板的下方两侧均固定有侧推板,所述侧推板的下方安装有微型电动推杆。
11.可选的,所述模腔底板与内模腔之间的尺寸相吻合,且模腔底板和侧推板通过微型电动推杆构成可伸缩结构。
12.可选的,所述内模板通过微型伸缩杆与连接板之间构成可升降结构,且连接板通过固定杆与下模具主体之间构成一体化结构。
13.可选的,所述水平观察组件包括透明槽、气泡、竖向刻度值和横向刻度值,所述透明槽内部的液体中设置有气泡,且透明槽的上方外壁竖向刻印有竖向刻度值,所述竖向刻度值的一侧刻印有横向刻度值。
14.可选的,所述传输链通过转轮构成传动结构,且转轮通过活动轴与内模板之间构成活动连接。
15.本发明提供了一种手机外壳加工用便于脱模的快速冷却型铸造模具,具备以下有益效果:
16.该手机外壳加工用便于脱模的快速冷却型铸造模具,该下模具主体一体化设置有可调节的内模板,并且内模板联动安装有打磨组件,能够对成型后的手机外壳边缘进行打磨,结构合理且功能性较佳,而且能够通过水冷散热与风冷散热的结合实现快速散热。
17.1、该手机外壳加工用便于脱模的快速冷却型铸造模具设置有侧边散热组件,两侧对称设置的散热腔通过散热扇便于对内模腔的内部两侧进行风冷散热,导热鳍片具有对内模腔的内部注塑件导热的作用,从而可加速散热,呈镂空状结构的散热腔便于通风及时带走热量。
18.2、该手机外壳加工用便于脱模的快速冷却型铸造模具设置有下散热组件,水冷腔内部的冷却水能够对内模腔的底部进行水冷散热,通过注水嘴便于对水冷腔进行注水和排水,中空状结构的通风槽贯穿水冷腔的内部可用于对水冷腔中部进行通风及时带走水中的热量,并且该通风槽中可通入低温氮气,促进低温水冷。
19.3、该手机外壳加工用便于脱模的快速冷却型铸造模具设置有下模具主体,基板可对下模具主体进行承托,通过锁紧螺栓便于将基板固定于加工台上,下模具主体设置有内模腔,内模板置入到内模腔的内部可形成一个完整的手机外壳形状的模具腔,内模板的内部为中空状结构,通过进水口可向其内部注入冷却水配合下散热组件进行上下两侧同时冷却,提高冷却效率。
20.4、该手机外壳加工用便于脱模的快速冷却型铸造模具设置有顶升脱模组件,模腔底板与内模腔之间的尺寸相吻合,通过微型电动推杆便于推动侧推板和模腔底板的上升,从而便于顶升内模腔内部的成型手机外壳,方便出料实现便捷脱模,设置有水平观察组件,通过竖向刻度值和横向刻度值便于观察透明槽的内部气泡位置,从而便于通过气泡位置了解内模板的水平状况。
21.5、该手机外壳加工用便于脱模的快速冷却型铸造模具设置有上模具组件,下模具主体能够通过固定杆、连接板、微型伸缩杆与内模板一体化相连,避免分体式的结构使得内模板易丢失的情况,并且可以通过微型伸缩杆伸缩调整内模板的高度,从而便于调整手机外壳注塑件的厚度,使用灵活。
22.6、该手机外壳加工用便于脱模的快速冷却型铸造模具设置有打磨组件,通过马达和活动轴便于带动转轮的旋转,从而便于带动传输链的传动,使得传输链能够带动下方微型液压杆及打磨轮盘的移动,使得打磨轮盘可围绕内模腔的上方外周环绕运动,通过微型液压杆便于伸缩调整打磨轮盘的位置高度使其与内模腔的上腔口贴合,从而便于对手机外壳注塑件的上方外周进行循环的均匀打磨。
附图说明
23.图1为本发明正视外部结构示意图;
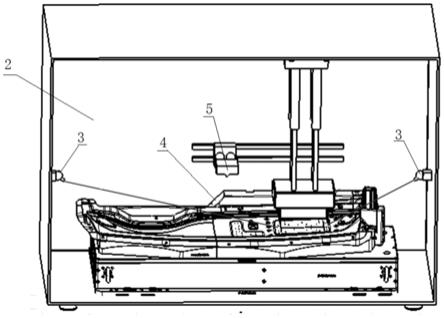
24.图2为本发明正视内部结构示意图;
25.图3为本发明图2中a处放大结构示意图;
26.图4为本发明下模具主体俯视结构示意图;
27.图5为本发明内模板仰视结构示意图;
28.图6为本发明下模具主体立体结构示意图。
29.图中:1、基板;2、锁紧螺栓;3、下模具主体;4、内模腔;5、侧边散热组件;501、散热腔;502、散热扇;503、导热鳍片;6、下散热组件;601、水冷腔;602、通风槽;603、注水嘴;7、顶升脱模组件;701、模腔底板;702、侧推板;703、微型电动推杆;8、上模具组件;801、固定杆;802、连接板;803、微型伸缩杆;804、内模板;805、进水口;9、水平观察组件;901、透明槽;902、气泡;903、竖向刻度值;904、横向刻度值;10、活动轴;11、打磨组件;1101、转轮;1102、传输链;1103、微型液压杆;1104、打磨轮盘。
具体实施方式
30.请参阅图1至图6,本发明提供技术方案:一种手机外壳加工用便于脱模的快速冷却型铸造模具,包括基板1、下模具主体3和上模具组件8,基板1的上方两侧均设置有锁紧螺栓2,下模具主体3固定于基板1的中部上方,且下模具主体3的内部上方设置有内模腔4,内模腔4的两侧均设置有侧边散热组件5,内模腔4的下方设置有下散热组件6,下模具主体3的内部下方安装有顶升脱模组件7,上模具组件8安装于下模具主体3的上方,且上模具组件8包括有固定杆801、连接板802、微型伸缩杆803、内模板804和进水口805,固定杆801的一侧固定有连接板802,且连接板802的末端下方安装有微型伸缩杆803,微型伸缩杆803的下方固定有内模板804,且内模板804的中部两侧均设置有进水口805,内模板804的中部上方固定有水平观察组件9,内模板804的外部四侧均通过马达安装有活动轴10,且活动轴10的上方安装有打磨组件11,打磨组件11包括有转轮1101、传输链1102、微型液压杆1103和打磨轮盘1104,且转轮1101的外侧设置有传输链1102,传输链1102的两侧下方固定有微型液压杆1103,且微型液压杆1103的底部安装有打磨轮盘1104。
31.请参阅图2,侧边散热组件5包括散热腔501、散热扇502和导热鳍片503,散热腔501的内部安装有散热扇502,且散热腔501的内部靠近内模腔4内壁的一侧设置有导热鳍片503;散热腔501之间关于内模腔4的竖直中心线相对称,且散热腔501的前后两侧外壁呈镂空状结构;
32.具体操作如下,两侧对称设置的散热腔501通过散热扇502便于对内模腔4的内部两侧进行风冷散热,导热鳍片503具有导热的作用可加速散热,呈镂空状结构的散热腔501
便于通风及时带走热量。
33.请参阅图2,下散热组件6包括水冷腔601、通风槽602和注水嘴603,水冷腔601的内部贯穿有通风槽602,且水冷腔601的内部两侧分别设置有注水嘴603;通风槽602呈中空状结构贯穿于水冷腔601的内部,且通风槽602的对称中心与水冷腔601的对称中心重合;
34.具体操作如下,水冷腔601内部的冷却水能够对内模腔4的底部进行水冷散热,中空状结构的通风槽602贯穿水冷腔601的内部可用于对水冷腔601中部进行通风及时带走水中的热量,并且该通风槽602中可通入低温氮气,促进低温水冷。
35.请参阅图2,顶升脱模组件7包括模腔底板701、侧推板702和微型电动推杆703,内模腔4的内部底侧设置有模腔底板701,且模腔底板701的下方两侧均固定有侧推板702,侧推板702的下方安装有微型电动推杆703;模腔底板701与内模腔4之间的尺寸相吻合,且模腔底板701和侧推板702通过微型电动推杆703构成可伸缩结构;
36.具体操作如下,通过微型电动推杆703便于推动侧推板702和模腔底板701的上升,从而便于顶升内模腔4内部的成型手机外壳,方便出料实现便捷脱模。
37.请参阅图1,内模板804通过微型伸缩杆803与连接板802之间构成可升降结构,且连接板802通过固定杆801与下模具主体3之间构成一体化结构;
38.内模板804置入到内模腔4的内部可形成一个完整的手机外壳形状的模具腔,下模具主体3能够通过固定杆801、连接板802、微型伸缩杆803与内模板804一体化相连,避免分体式的结构使得内模板804易丢失的情况,并且可以通过微型伸缩杆803伸缩调整内模板804的高度,从而便于调整手机外壳注塑件的厚度,使用灵活。
39.请参阅图4,水平观察组件9包括透明槽901、气泡902、竖向刻度值903和横向刻度值904,透明槽901内部的液体中设置有气泡902,且透明槽901的上方外壁竖向刻印有竖向刻度值903,竖向刻度值903的一侧刻印有横向刻度值904;
40.具体操作如下,通过竖向刻度值903和横向刻度值904能够观察透明槽901的内部气泡902位置,从而能够通过气泡902位置了解内模板804的水平状况,确保内模板804水平设置。
41.请参阅图3,传输链1102通过转轮1101构成传动结构,且转轮1101通过活动轴10与内模板804之间构成活动连接;
42.通过马达和活动轴10便于带动转轮1101的旋转,从而便于带动传输链1102的传动,使得传输链1102能够带动下方微型液压杆1103及打磨轮盘1104的移动,使得打磨轮盘1104可围绕内模腔4的上方外周环绕运动,从而对手机外壳注塑件的上方外周进行循环的均匀打磨。
43.综上,该手机外壳加工用便于脱模的快速冷却型铸造模具,使用时,首先可通过通过微型伸缩杆803伸缩调整内模板804的高度,从而调整手机外壳注塑件的厚度,使得内模板804置入到内模腔4的内部形成一个完整的手机外壳形状的模具腔,此时可以通过竖向刻度值903和横向刻度值904观察透明槽901的内部气泡902位置,从而通过气泡902位置了解内模板804的水平状况,确保内模板804水平设置,然后向内模腔4的内部注塑;
44.注塑完成后,通过注水嘴603便于对水冷腔601进行注水,水冷腔601内部的冷却水能够对内模腔4的底部进行水冷散热,同时中空状结构的通风槽602贯穿水冷腔601的内部可用于对水冷腔601中部进行通风及时带走水中的热量,并且可以通过进水口805向内模板
804的中空内部注入冷却水配合下散热组件6进行上下两侧同时冷却,提高冷却效率,与此同时,两侧对称设置的散热腔501可通过散热扇502对内模腔4的内部两侧进行风冷散热,呈镂空状结构的散热腔501便于通风及时带走热量,实现水冷与风冷配合的快速冷却;
45.冷却完成后,可以通过马达和活动轴10带动转轮1101的旋转,从而带动传输链1102的传动,使得传输链1102能够带动下方微型液压杆1103及打磨轮盘1104的移动,从而使得打磨轮盘1104围绕内模腔4的上方外周环绕运动,并且可以通过微型液压杆1103伸缩调整打磨轮盘1104的位置高度使其与内模腔4的上腔口贴合,从而使其对手机外壳注塑件的上方外周进行循环的均匀打磨,最后通过微型电动推杆703推动侧推板702和模腔底板701的上升,从而顶升内模腔4内部的成型手机外壳,实现便捷脱模,就这样完成整个手机外壳加工用便于脱模的快速冷却型铸造模具的使用过程。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。