1.本发明涉及气流式烘丝机技术领域,特别是涉及一种气流式烘丝机的自动排潮风门控制系统及其控制方法。
背景技术:
2.hdt气流式烘丝机的进料口排潮罩上方所连接的管道上设有一个手动风门,由于工艺上要求定值及位置也较高,此手动风门在调定后一般不做改动。由于气流式烘丝机的预热准备阶段没有实际物料而用汽水混合喷射模拟物料,产生的外溢蒸汽量最大,所以工艺上将排潮手动风门设定在能够满足预热准备阶段的排潮量需求的一个较大的开度位置,这样就可以保证气流式烘丝机全程都没有蒸汽外溢到周围环境中。
3.但这样的设定手动风门有明显的缺点,就是当有来料到达气流式烘丝机进料端的入料口时,设备进入正式生产阶段后,蒸汽大部分被物料吸收,外溢量大幅减少,而此时仍处于较大开度位置的手动风门设定,继续以较大的风量和较高的风速来排潮,导致在线的部分物料不断地被排潮风抽走,吸入排潮管道和异味处理系统中,加快局部管道和异味处理系统中洗池填料的堵塞,最终造成排潮失效。
4.气流式烘丝机实际运行使用中,排潮管道一个月左右就会局部堵塞而需要疏通清洁,而异味处理系统填料的逐渐堵塞更是问题严重,会造成对应的其它制丝设备,如加料机、回潮机等均出现大范围排潮不畅而滴水等设备故障,影响产品质量。
技术实现要素:
5.鉴于以上所述现有技术的缺点,本发明的目的在于提供一种气流式烘丝机的自动排潮风门控制系统,用于解决现有技术中存在的上述问题。
6.为了解决上述技术问题,本发明提供一种气流式烘丝机的自动排潮风门控制系统,气流式烘丝机包括进料通道,进料通道的侧面上设有进料口,所述进料通道通过排潮管道与排潮风机连接,进料口连接输送装置的出口,所述输送装置的进口与前道输送通路的出口连接,所述前道输送通路的进口连接喂料机;
7.自动排潮风门控制系统,包括:
8.转轴,穿入所述排潮管道中,可相对于所述排潮管道转动;
9.风门板,安装于所述转轴上,所述风门板处于所述排潮管道中,所述风门板与所述排潮管道为间隙配合;
10.驱动件,与所述转轴连接,可驱动所述转轴转动;
11.探测装置,用于探测所述前道输送通路上的物料;
12.控制器,与所述驱动件、所述探测装置和所述喂料机连接。
13.优选地,所述驱动件为角行程执行器。
14.优选地,所述的气流式烘丝机的自动排潮风门控制系统,还包括安装于所述排潮管道外部的刻度部件;所述刻度部件包括套设在所述转轴上的安装套,所述安装套上设有
刻度板,所述安装套与所述排潮管道的外侧面连接,所述刻度板的远离所述排潮管道的一侧设有刻度部;所述转轴与指向件连接,所述指向件设置于所述刻度板的远离所述排潮管道的一侧。
15.优选地,所述探测装置为称重装置,所述称重装置安装于所述前道输送通路上。
16.本发明还涉及一种所述的气流式烘丝机的自动排潮风门控制系统的控制方法,所述控制器控制所述驱动件运行,使得所述驱动件驱动转轴带动所述风门板转动,使得所述风门板的开度在两个风门工作状态之间切换,两个风门工作状态分别为“生产”状态和“非生产”状态;所述风门板处于“生产”状态时的开度小于所述风门板处于“非生产”状态时的开度;
17.当所述探测装置将未探测到所述前道输送通路上有物料的信息发送给控制器时,所述控制器控制所述驱动件运行,所述驱动件驱动所述转轴带动所述风门板转动,使得所述风门板的开度切换到“非生产”状态;
18.当所述探测装置将探测到所述前道输送通路上有物料的信息发送给控制器,且所述控制器获取所述喂料机未处于运行状态的信息时,所述控制器控制所述驱动件运行,所述驱动件驱动所述转轴带动所述风门板转动,使得所述风门板的开度切换到“非生产”状态;
19.当所述探测装置将探测到所述前道输送通路上有物料的信息发送给控制器,且所述控制器获取所述喂料机处于运行状态的信息时,所述控制器控制所述驱动件运行,所述驱动件驱动所述转轴带动所述风门板转动,使得所述风门板的开度切换到“生产”状态。
20.优选地,当所述风门板处于“生产”状态时,所述风门板与水平面形成的夹角的度数的取值范围为25
°
至40
°
。当所述风门板处于“非生产”状态时,所述风门板与水平面形成的夹角的度数的取值范围为65
°
至80
°
。
21.本发明的气流式烘丝机的自动排潮风门控制系统及其控制方法,具有以下有益效果:
22.本发明的气流式烘丝机的自动排潮风门控制系统中,控制器控制所述驱动件运行,所述驱动件驱动所述转轴带动所述风门板转动,使得所述风门板的开度在“生产”状态和“非生产”状态之间切换;本发明能够根据气流式烘丝机不同的运行阶段,自动调整风门板开度,以适应不同运行阶段下排潮风量的不同需求,由于风门板处于“生产”状态时的开度小于所述风门板处于“非生产”状态时的开度,所以,当喂料机处于运行状态输入物料,物料通过前道输送通路和输送装置,向着进料通道移动时,风门板切换“生产”状态,能够大幅减少被吸入排潮管道的物料量,从而保障排潮系统及相关设备长期稳定的运行,既节约了物料成本,又减少了排潮管道疏通维保的成本。
附图说明
23.图1显示为本实施例的气流式烘丝机的立体结构示意图。
24.图2显示为本实施例的气流式烘丝机的竖向管上设置风门板的俯视立体结构示意图。
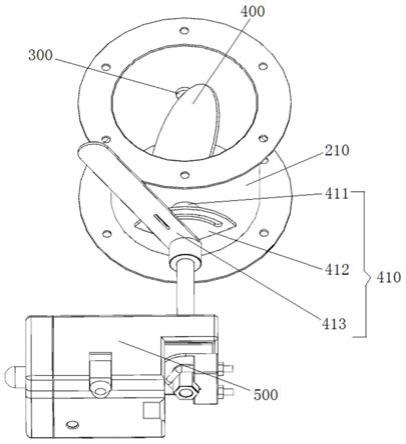
25.图3显示为本实施例的气流式烘丝机的竖向管上设置风门板的侧视立体结构示意图。
26.图4显示为本实施例的气流式烘丝机的输送装置与进料通道连接的结构示意图。
27.图5显示为本实施例的气流式烘丝机在控制器控制下的原理图。
28.附图标号说明
29.100
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
进料通道
30.110
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
进料口
31.120
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
排潮罩
32.200
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
排潮管道
33.210
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
竖向管
34.220
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
横向管
35.300
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
转轴
36.400
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
风门板
37.410
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
刻度部件
38.411
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
安装套
39.412
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
刻度板
40.413
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
指向件
41.500
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
驱动件
42.610
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
输送装置
43.620
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
前道输送通路
44.630
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
喂料机
45.700
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
探测装置
46.800
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
控制器
具体实施方式
47.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
48.请参阅附图。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
49.如图1至图5所示,本实施例的气流式烘丝机的自动排潮风门控制系统,气流式烘丝机包括进料通道100,进料通道100的侧面上设有进料口110,进料通道100通过排潮管道200与排潮风机连接,进料口110连接输送装置610的出口,输送装置610的进口与前道输送通路620的出口连接,前道输送通路620的进口连接喂料机630;
50.自动排潮风门控制系统,包括:
51.转轴300,穿入排潮管道200中,可相对于排潮管道200转动;
52.风门板400,安装于转轴300上,风门板400处于排潮管道200中,风门板400与排潮
管道200为间隙配合;
53.驱动件500,与转轴300连接,可驱动转轴300转动;
54.探测装置700,用于探测所述前道输送通路620上的物料;探测装置700将探测到的前道输送通路620上的物料信息发送给控制器800;
55.控制器800,与驱动件500、探测装置700和喂料机630连接。控制器获取喂料机630的运行情况信息。
56.本发明的气流式烘丝机的自动排潮风门控制系统中,控制器800控制驱动件500运行,驱动件500驱动转轴300带动风门板400转动,使得风门板400的开度在“生产”状态和“非生产”状态之间切换;
57.当探测装置700将未探测到前道输送通路620上有物料的信息发送给控制器800时,控制器800控制驱动件500运行,驱动件500驱动转轴300带动风门板400转动,使得风门板400的开度切换到“非生产”状态;
58.当探测装置700将探测到前道输送通路620上有物料的信息发送给控制器800,且控制器800获取喂料机630未处于运行状态的信息时,控制器800控制驱动件500运行,所述驱动件500驱动转轴300带动风门板400转动,使得风门板400的开度切换到“非生产”状态;
59.当探测装置700将探测到前道输送通路620上有物料的信息发送给控制器800,且控制器800获取喂料机处于运行状态的信息时,控制器800控制驱动件500运行,驱动件500驱动转轴300带动风门板400转动,使得风门板400的开度切换到“生产”状态。
60.本发明能够根据气流式烘丝机不同的运行阶段,自动调整风门板400开度,以适应不同运行阶段下排潮风量的不同需求,由于风门板400处于“生产”状态时的开度小于风门板400处于“非生产”状态时的开度,所以,当喂料机630处于运行状态输入物料,物料通过前道输送通路620和输送装置610,向着进料通道100移动时,风门板400切换到“生产”状态,能够大幅减少被吸入排潮管道200的物料量,从而保障排潮系统及相关设备长期稳定的运行,既节约了物料成本,又减少了排潮管道200疏通维保的成本。
61.本实施例的气流式烘丝机是hdt气流式烘丝机。
62.驱动件500为角行程执行器。角行程执行器可为电动角行程执行器或者气动角行程执行器。本实施例中,电动角行程执行器为霍尼韦尔驱动器,型号是cn7220a2007。角行程执行器驱动转轴300转动。
63.气流式烘丝机的自动排潮风门控制系统,还包括安装于排潮管道200外部的刻度部件410;刻度部件410包括套设在转轴300上的安装套411,安装套411上设有刻度板412,安装套411与排潮管道200的外侧面连接,刻度板412的远离排潮管道200的一侧设有刻度部;转轴300与指向件413连接,指向件413设置于刻度板412的远离排潮管道200的一侧。指向件413随着转轴300转动,能够指向刻度板412的刻度部上的标记,便于工作人员查看数值。
64.探测装置700为称重装置,称重装置安装于前道输送通路620上。称重装置对前道输送通路620上的物料进行称重,当称重装置有读数时,则输送装置620上有物料。本实施例中,称重装置为电子秤。
65.本发明还涉及一种气流式烘丝机的自动排潮风门控制系统的控制方法,控制器800控制驱动件500运行,使得驱动件500驱动转轴300带动风门板400转动,使得风门板400的开度在两个风门工作状态之间切换,两个风门工作状态分别为“生产”状态和“非生产”状
态;风门板400处于“生产”状态时的开度小于风门板400处于“非生产”状态时的开度;
66.当探测装置700将未探测到前道输送通路620上有物料的信息发送给控制器800时,控制器800控制驱动件500运行,驱动件500驱动转轴300带动风门板400转动,使得风门板400的开度切换到“非生产”状态;
67.当探测装置700将探测到前道输送通路620上有物料的信息发送给控制器800,且控制器800获取喂料机630未处于运行状态的信息时,控制器800控制驱动件(500)运行,驱动件500驱动转轴300带动风门板400转动,使得风门板400的开度切换到“非生产”状态;
68.当探测装置700将探测到前道输送通路620上有物料的信息发送给控制器800,且控制器800获取喂料机630处于运行状态的信息时,控制器800控制驱动件500运行,驱动件500驱动转轴300带动风门板400转动,使得风门板400的开度切换到“生产”状态。
69.气流式烘丝机在不同运行阶段下蒸汽排放量不同,当设备处于“预热准备”阶段时,排潮风门需要处于开度较大的位置,否则会有大量蒸汽外溢;当设备处于“生产”阶段时,则排潮风门需要处于开度较小的位置,否则会有较多的物料被吸入排潮管道200内。在气流式烘丝机预热后,模式基本就是在“预热准备”和“生产”两个阶段之间切换运行,所以实现排潮风门的自动控制功能,改制现有手动风门,并利用角行程执行器带动风门板400的转动进行调节,使得风门板400的开度在两个风门工作状态之间切换,就能够对排潮管道200的积料问题进行改善。设备处于“预热准备”阶段对应于风门板处于“非生产”状态,设备处于“生产”阶段对应于风门板处于“生产”状态。
70.当所述风门板处于“生产”状态时,所述风门板与水平面形成的夹角的度数的取值范围为25
°
至40
°
。当所述风门板处于“非生产”状态时,所述风门板与水平面形成的夹角的度数的取值范围为65
°
至80
°
71.进料通道100竖向设置,进料通道100的顶部设有排潮罩120,排潮管道200包括相连接的竖向管210和横向管220,竖向管210与排潮罩120的顶部连接,竖向管210的中轴线与进料通道100的中轴线共线,横向管220的中轴线与竖向管210的中轴线垂直,风门板400处于竖向管210的上部。
72.本实施例中,当风门板400的开度切换到“非生产”状态时,风门板400与水平面形成的夹角的度数为70
°
。
73.当风门板400的开度切换到“生产”状态时,风门板400与水平面形成的夹角的度数为30
°
。
74.本实施例的控制方法在应用前后对排潮管道200最易积料的长3500mm横向管220进行了积料量的对比统计(见表1)。
75.表1
[0076][0077]
从表1的对比数据可以发现,气流式烘丝机的平均单批积料量从改进前的23.4g减少到1.3g,减少95%,所以本专利方法实施的效果明显。
[0078]
综上,本发明有效克服了现有技术中的种种缺点而具高度产业利用价值。
[0079]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。