1.本发明属于人力调度技术领域,尤其涉及一种基于藤壶交配算法的流水车间人力调度优化方法。
背景技术:
2.生产调度是一个决策过程,即为组织执行生产调度计划的工作,在制造和生产系统中起着重要的作用。有效的生产调度不仅可以提高生产量,还可以提高客户满意度,减少成本消耗以及环境污染等。
3.劳动密集型产业,是我国的支柱型产业。由于该行业的劳动强度大且专业要求高,导致近年来一些劳动力新生力量不愿意进入到这个行业中,人力资源成为了劳动密集型产业的宝贵财富。举例来说,服装行业是一个典型的劳动密集型产业。近年来,人们的消费水平在不断提高,服装款式、流行趋势也日新月异。为了在消费市场中保持竞争力,服装企业必须迎合消费者的这些需求。因此,服装企业必须以更快的速度生产出产品,需要大量的人力资源。然而,招聘新员工需要高昂成本,如果不合理利用已有的人力资源,将会对企业造成极大浪费。员工对于不同工序的熟练程度存在多样性,因此,人力调度并不只是单纯地考虑各工序上的人数,而应该将各员工对各道工序的熟悉程度考虑在内。
4.目前存在一些兼顾人力与机器资源的生产调度研究成果。guiliang gong等人同时考虑了机器与工人的柔性以及加工时间、能源消耗和工人成本等因素。fatemeh bozorgnezhad等人研究了包括寻找最佳工人分配的柔性流水车间调度问题。paolo renna等人利用博弈论提出了一种新的双重资源约束作业车间工人分配原则。fatemeh bozorgnezhad等人研究了同时考虑最佳工人分配的柔性流水车间调度问题,以期望完工时间最小化。m.k.marichelvam等人研究了在每个阶段具有相同并行机的多阶段混合流水车间调度问题,考虑到了员工的技能水平不同以及遗忘效应的影响。然而以上研究都没有考虑在没有机器参与的场景下,流水车间中员工熟练程度对排工策略的影响。
5.例如申请号为cn202011606759.6的中国专利,其公开了一种流水车间人力调度优化方法,为了使总完工时间最小化,建立了一个优化目标为各道工序处理能力近似相等的流水车间劳动力调度模型,并建立相关的约束条件,与此同时利用贪心算法,得到最优流水车间人力调度方案。但是其并未考虑流水车间中员工熟练程度对排工策略的影响。
技术实现要素:
6.本发明针对现有技术存在的问题,提出了一种基于藤壶交配算法的流水车间人力调度优化方法。本发明是通过以下技术方案得以实现的:
7.一种基于藤壶交配算法的流水车间人力调度优化方法,包括步骤:
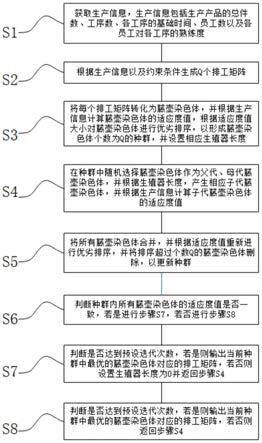
8.s1、获取生产信息,生产信息包括生产产品的总件数、工序数、各工序的基础时间、员工数以及各员工对各工序的熟练度;
9.s2、根据生产信息以及约束条件生成q个排工矩阵;
10.s3、将每个排工矩阵转化为藤壶染色体,并根据生产信息计算藤壶染色体的适应度值,根据适应度值大小对藤壶染色体进行优劣排序,以形成藤壶染色体个数为q的种群,并设置相应生殖器长度;
11.s4、在种群中随机选择藤壶染色体作为父代、母代藤壶染色体,并根据生殖器长度,产生相应子代藤壶染色体,并根据生产信息计算子代藤壶染色体的适应度值;
12.s5、将所有藤壶染色体合并,并根据适应度值重新进行优劣排序,并将排序超过个数q的藤壶染色体删除,以更新种群;
13.s6、判断种群内所有藤壶染色体的适应度值是否一致,若是进行步骤s7,若否进行步骤s8;
14.s7、判断是否达到预设迭代次数,若是则输出当前种群中最优的藤壶染色体对应的排工矩阵,若否则设置生殖器长度为0并返回步骤s4;
15.s8、判断是否达到预设迭代次数,若是则输出当前种群中最优的藤壶染色体对应的排工矩阵,若否则返回步骤s4。
16.优选地,步骤s1中所述各员工对各工序的熟练度用以下矩阵表示:
[0017][0018]
其中,k
ij
表示第i个员工对第j道工序的熟悉程度,k
ij
∈(0,1),r表示员工数,n表示工序数,m表示产品总件数。
[0019]
优选地,步骤s2中所述排工矩阵表示为:
[0020][0021]
其中,x
ij
表示第i个员工是否被安排在第j道工序,是即为1,不是即为0。
[0022]
优选地,步骤s3中所述将每个排工矩阵转化为藤壶染色体具体包括:
[0023]
将排工矩阵每一行中1所在位置编码,以转化为藤壶染色体,藤壶染色体长度即为员工数,染色体中第i个基因位上的数字j即为第i个员工被安排到了第j道工序上。
[0024]
优选地,步骤s3中所述根据生产信息计算藤壶染色体的适应度值具体为:
[0025]
根据生产信息计算排工矩阵相应排工策略所需的生产时间,并将生产时间作为该排工矩阵相应藤壶染色体的适应度值。
[0026]
优选地,生产时间的计算公式为:
[0027][0028]
其中,y
j
表示在第j道工序开始运转后,在第j道工序以及第j道工序之前
[0029]
‑
的工序上的所有产品都流动一次所需的时间,y
j
表示所有产品都经过了第j
‑
1道工序后,此时在第j道工序以及第j道工序之后的工序上的所有产品都流动一次所需的时间。
[0030]
优选地,
[0031][0032][0033]
其中,t
n
表示第n道工序的基础时间,基础时间表示对该道工序熟练度为1的员工在该工序上加工一件产品的时间。
[0034]
优选地,步骤s4中,当父代、母代藤壶染色体的距离在生殖器长度之内,则通过父代、母代藤壶染色体交配以产生子代藤壶染色体,当父代、母代藤壶染色体的距离在生殖器长度之外,则通过母代藤壶染色体自我变异,以产生子代藤壶染色体。
[0035]
优选地,通过父代、母代藤壶染色体交配以产生子代藤壶染色体具体为:50%的概率复制母代藤壶染色体基因,50%的概率复制父代藤壶染色体的基因,以生成子代藤壶染色体;
[0036]
通过母代藤壶染色体自我变异,以产生子代藤壶染色体具体为:当种群内所有藤壶染色体的适应度值不一致时,随机产生两个小于母代藤壶染色体上基因总数的随机数,将这两个数之间的基因翻转,以产生子代藤壶染色体,当种群内所有藤壶染色体的适应度值一致时,随机选择母代藤壶染色体上的两个基因位,交换两个基因位上的值,以产生子代藤壶染色体。
[0037]
优选地,步骤s2中所述约束条件包括每个员工只能被分配到一道工序上,还包括每道工序上至少安排一个员工。
[0038]
本发明的有益效果是:
[0039]
1、本发明进行排工策略设计时,考虑了不同员工对于各工序的不同熟练度,优化了车间人力调度方案,使最终得到的排工策略生产效率更高。
[0040]
2、将遗传算法中的染色体编码方式与藤壶交配算法相结合,有效地解决了排工排产问题,且收敛速度快,从一定意义上达到了流水车间智能排工的效果。
附图说明
[0041]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0042]
图1为一种基于藤壶交配算法的流水车间人力调度优化方法的流程图;
[0043]
图2是藤壶染色体编码示意图;
[0044]
图3是交配产生子代的示意图;
[0045]
图4是母代染色体第一种自我变异方式的示意图;
[0046]
图5是母代染色体第二种自我变异方式的示意图。
具体实施方式
[0047]
下面结合附图和实施例对本发明作进一步详细的说明。
[0048]
参照图1,本实施例提供了一种基于藤壶交配算法的流水车间人力调度优化方法,包括步骤:
[0049]
s1、获取生产信息,生产信息包括生产产品的总件数、工序数、各工序的基础时间、员工数以及各员工对各工序的熟练度;
[0050]
s2、根据生产信息以及约束条件生成q个排工矩阵(这里q可以根据实际情况进行设置);
[0051]
s3、将每个排工矩阵转化为藤壶染色体,并根据生产信息计算藤壶染色体的适应度值,根据适应度值大小对藤壶染色体进行优劣排序,以形成藤壶染色体个数为q的种群,并设置相应生殖器长度(需要注意的是:这里所述的生殖器长度可随不同生产规模以及q个体数大小进行相应设置);
[0052]
s4、在种群中随机选择藤壶染色体作为父代、母代藤壶染色体,并根据生殖器长度,产生相应子代藤壶染色体,并根据生产信息计算子代藤壶染色体的适应度值;
[0053]
s5、将所有藤壶染色体合并,并根据适应度值重新进行优劣排序,并将排序超过个数q的藤壶染色体删除,以更新种群;
[0054]
s6、判断种群内所有藤壶染色体的适应度值是否一致,若是进行步骤s7,若否进行步骤s8;
[0055]
s7、判断是否达到预设迭代次数,若是则输出当前种群中最优的藤壶染色体对应的排工矩阵,若否则设置生殖器长度为0并返回步骤s4(即开始搜寻局部最优解的邻域解);
[0056]
s8、判断是否达到预设迭代次数,若是则输出当前种群中最优的藤壶染色体对应的排工矩阵,若否则返回步骤s4。
[0057]
具体地:
[0058]
以下内容涉及的公式中参数和符号含义如下表1所示:
[0059][0060]
步骤s1中所述各员工对各工序的熟练度用以下矩阵表示:
[0061][0062]
其中,k
ij
表示第i个员工对第j道工序的熟悉程度,k
ij
∈(0,1),r表示员工数,n表示工序数,m表示产品总件数。
[0063]
步骤s2中所述排工矩阵表示为:
[0064][0065]
其中,x
ij
表示第i个员工是否被安排在第j道工序,是即为1,不是即为0。
[0066]
取x
t
k对角线上的值即为各道工序上所有工人熟悉程度的累加值。
[0067]
本实施例的目标函数为:
[0068][0069]
即使得完成该订单的时间最短,且希望每道工序的处理能力近似相等。
[0070]
步骤s3中所述将每个排工矩阵转化为藤壶染色体具体包括:
[0071]
将排工矩阵每一行中1所在位置编码,以转化为藤壶染色体,藤壶染色体长度即为员工数,染色体中第i个基因位上的数字j即为第i个员工被安排到了第j道工序上。参照图2所示员工数为20人,第一个员工被分配到了第10道工序上,第二个员工被分配到了第1道工序上,等等。
[0072]
步骤s3中所述根据生产信息计算藤壶染色体的适应度值具体为:
[0073]
根据生产信息计算排工矩阵相应排工策略所需的生产时间,并将生产时间作为该排工矩阵相应藤壶染色体的适应度值。
[0074]
生产时间的计算方式如下:
[0075]
现假设,产品在上一道工序处理完毕后,若下一道工序处于空闲状态,则能立即流入下道工序进行处理。由于工序间的传输距离较短,因此暂不考虑产品在两道工序之间的传输时间。第一件产品在第一道工序上所需的处理时间为为方便表示,令当第一件产品在第一道工序上处理完毕后,立即流入第二道工序进行处理,同时第二件产品流入第一道工序进行处理。那么第一件和第二件产产品都流入下一道工序之前所需的时间为令以此类推,直到所有工序都开始运作,各工序上所有产品都流动一次所需的时间为加工到后期,所有产品都经过了第一道工序,此时各工序上所有产品都流动一次所需的时间为令当所有产品都经过了第二道工序,此时各工序
上所有产品都流动一次所需的时间为令以此类推,直到最后一件产品在最后一道工序上加工,所需时间为需要说明的是,流动一次即从上一道工序流动至下一道工序。
[0076]
总完工时间即:
[0077][0078]
约束条件可以表示为:
[0079][0080][0081]
t
j
≥0
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(5)
[0082]
r
j
∈z
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(6)
[0083][0084]
m>>n(8)
[0085]
公式(2)表示m件产品的完工时间;约束条件(3)表示每个员工只能被分配到一道工序上;约束条件(4)表示员工人数有限;约束条件(5)表示所有工序的基础时间必须是正数;约束条件(6)表示每道工序上安排的员工数必须是正整数;约束条件(7)表示每道工序上至少安排了一个员工;约束条件(8)表示产品件数远大于工序数。
[0086]
步骤s4中,当父代、母代藤壶染色体的距离在生殖器长度之内,则通过父代、母代藤壶染色体交配以产生子代藤壶染色体,当父代、母代藤壶染色体的距离在生殖器长度之外,则通过母代藤壶染色体自我变异,以产生子代藤壶染色体。
[0087]
参照图3,通过父代、母代藤壶染色体交配以产生子代藤壶染色体具体为:50%的概率复制母代藤壶染色体基因,50%的概率复制父代藤壶染色体的基因,以生成子代藤壶染色体;
[0088]
通过母代藤壶染色体自我变异,以产生子代藤壶染色体具体为:
[0089]
参照图4,当种群内所有藤壶染色体的适应度值不一致时,随机产生两个小于母代藤壶染色体上基因总数的随机数,将这两个数之间的基因翻转,以产生子代藤壶染色体;
[0090]
参照图5,当种群内所有藤壶染色体的适应度值一致时,随机选择母代藤壶染色体
上的两个基因位,交换两个基因位上的值,以产生子代藤壶染色体。
[0091]
作为验证,本实例中还进行了如下实验。假设目前服装厂接到单子生产某一款衣服100件,生产该种衣服需要10道工序,各道工序所需基础时间为:5、8、10、15、13、7、20、6、9、17分钟,待安排总员工为20人,员工对各道工序的熟练程度用以下矩阵表示,熟练程度为0
‑
1之间的小数。其中行表示员工,列表示工序:
[0092][0093]
设置排工矩阵的数量q为1500,设置藤壶生殖器长度为1000,预设迭代次数为450次。按照本实施例中上述的流程运行50次后得到上述10道工序20人生产100件衣服所需的平均完工时间为843.37分钟,通过枚举法得出该情况下的最优解为818.39分钟,即可知通过自编码藤壶算法得出的近似最优解与最优解之间的近似比为97.04%。
[0094]
综上,本实例针对流水车间进行了具体分析,与以往的建模方式不同,本发明从整体上来考虑,将一道工序看做一个节点,所安排员工的熟练程度总和越大,该道工序的处理能力就越强;为了使总完工时间最小化,建立了一个优化目标为各道工序处理能力近似相等的流水车间劳动力调度模型,并建立相关的约束条件;与此同时设计自编码的藤壶交配算法,得到流水车间人力调度方案。
[0095]
以上所述的实施例仅仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案作出的各种变形和改进,均应落入本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

