1.本发明涉及车载电子产品检测技术领域,特别是车载电子产品生产用质量检测装置及使用方法。
背景技术:
2.目前,车载电子产品,是指供日常消费者生活使用之车载电子产品,第一代车载电子产品以电子管为核心。它属于特定的家用电器,内有电子元件,通常会应用于娱乐、通讯以及文书用途,而需要的车载电子产品的检测需人工对零件进行抽样搬运检测,工作量大,而且浪费时间,鉴于此,针对上述问题深入研究,遂有本发明产生。
技术实现要素:
3.实现上述目的本发明第一方面实施例的技术方案为:车载电子产品生产用质量检测装置,包括:一对凹型运输台以及运输支架,所述运输支架安装于一对所述凹型运输台的顶端,所述运输支架上安装有挤压移动结构以及升降检测结构,一对所述凹型运输台的内侧分别安装有运输结构;所述挤压移动结构包含有:两对水平挤压丝杠模组、一对水平移动板、一对凹型挤压限位箱、一对凸型伸缩移动块、一对伸缩螺纹管、一对伸缩螺纹杆、四对伸缩限位轴、一对水平挤压驱动机、一对水平挤压驱动斜齿轮、一对水平挤压传动斜齿轮、一对凸型伸缩挤压块、若干个伸缩挤压弹簧柱以及垂直挤压组件;两对所述水平挤压丝杠模组分别水平平行安装于所述运输支架的内侧,一对所述水平移动板分别安装于两对所述水平挤压丝杠模组的移动端,一对所述凹型挤压限位箱分别安装于一对所述水平移动板,一对所述凸型伸缩移动块分别活动插装于一对所述凹型挤压限位箱的内侧,一对所述伸缩螺纹管分别通过轴承安装于一对所述凸型伸缩移动块的内侧,一对所述伸缩螺纹杆分别通过轴承插装于一对所述凹型挤压限位箱的内侧,一对所述水平挤压驱动机分别安装于一对所述凹型挤压限位箱的内侧,一对所述水平挤压驱动斜齿轮分别安装于一对所述水平挤压驱动机的驱动端,一对所述水平挤压传动斜齿轮分别安装于一对所述伸缩螺纹杆的外侧,且一对所述水平挤压传动斜齿轮分别与一对所述水平挤压驱动斜齿轮齿轮啮合,四对所述伸缩限位轴分别插装于一对所述凹型挤压限位箱以及一对所述凸型伸缩移动块,一对所述凸型伸缩移动块上分别开设有凸型挤压槽,一对所述凸型伸缩挤压块分别活动插装于一对所述凸型挤压槽的内侧,若干个所述伸缩挤压弹簧柱分别安装于若干个所述凸型挤压槽的内侧,且若干个所述伸缩挤压弹簧柱分别连接于一对所述凸型伸缩挤压块的底端。
4.在一些实施例中,所述垂直挤压组件包含有:一对垂直升降凹型轴承块、一对垂直升降驱动轴、一对升降挤压驱动机、一对升降驱动齿轮、一对升降传动齿轮、两对升降驱动斜齿轮、两对升降传动斜齿轮、两对升降双向螺纹杆、四对升降螺纹管、两对升降凸型挤压块以及两对结构相同的柔性挤压胶垫;
其中,一对所述凸型伸缩挤压块的内侧分别开设有升降槽,一对所述垂直升降凹型轴承块分别安装于一对所述凸型伸缩挤压块的顶端,一对所述垂直升降驱动轴分别安装于一对所述垂直升降凹型轴承块,一对所述升降挤压驱动机分别安装于一对所述凸型伸缩挤压块的顶端,一对所述升降驱动齿轮分别安装于一对所述升降挤压驱动机的驱动端,一对所述升降传动齿轮分别安装于一对所述垂直升降驱动轴的外侧,且一对所述升降传动齿轮分别与一对所述升降驱动齿轮齿轮啮合,两对所述升降驱动斜齿轮分别安装于一对所述垂直升降驱动轴的两侧,两对所述升降双向螺纹杆分别通过轴承插装于一对所述凸型伸缩挤压块,四对所述升降螺纹管分别通过轴承插装于两对所述升降凸型挤压块,且四对所述升降螺纹管分别套装于两对所述升降双向螺纹杆,两对所述升降传动斜齿轮分别安装于两对所述升降双向螺纹杆的外侧,且两对所述升降传动斜齿轮分别与两对所述升降驱动斜齿轮齿轮啮合,两对所述柔性挤压胶垫分别安装于两对所述升降凸型挤压块。
5.在一些实施例中,所述运输结构包含有:若干个运输滚筒、一对运输皮带、一对运输链条、若干个运输链轮、若干个挤压轴、若干个运输挤压链轮、一对挤压驱动链条、若干个挤压杆、一对运输驱动机以及挤压驱动机;其中,若干个所述运输滚筒分别通过轴承插装于一对所述凹型运输台的内侧,若干个所述挤压轴分别水平平行安装于所述运输支架的内侧,一对所述运输驱动机分别安装于一对所述凹型运输台的侧壁上,若干个所述运输链轮分别安装于若干个所述运输滚筒以及一对所述运输驱动机的驱动端,一对所述运输链条分别套装于若干个所述运输链轮,若干个所述运输挤压链轮分别安装于若干个所述挤压轴的外侧,一对所述挤压驱动链条分别套装于若干个所述运输挤压链轮,若干个所述挤压杆分别安装于一对所述挤压驱动链条,所述挤压驱动机安装于所述运输支架的侧壁,且所述挤压驱动机驱动端连接于所述挤压轴,一对所述运输皮带套装于若干个所述运输滚筒。
6.在一些实施例中,所述升降检测结构包含有:两对升降检测液压推杆、升降检测板、液压箱、液压泵、升降块、若干个凸型液压升降块、分流管、若干个引流管、若干个电器检测器、补光灯以及光线传感器;两对所述升降检测液压推杆两两平行安装于所述运输支架的内侧,所述升降检测板安装于两对所述升降采集液压推杆的推动端,若干个所述升降块安装于所述升降检测板的顶端,所述升降块的内侧开设有若干个升降检测凸型槽,若干个所述凸型液压升降块分别活动插装于若干个所述升降检测凸型槽的内侧,所述液压箱安装于所述运输支架的内侧,所述液压泵安装于所述液压箱的侧壁,所述分流管安装于所述液压泵,若干个所述引流管分别插装于若干个所述升降检测凸型槽的内侧,且若干个所述引流管另一端连接于所述分流管,若干个所述电器检测器分别安装于若干个所述凸型液压升降块,所述光线传感器安装于所述运输支架的内侧顶端,所述补光灯安装于所述升降检测板的顶端。
7.在一些实施例中,一对所述升降槽内分别设置有柔性胶垫。
8.在一些实施例中,一对所述凹型运输台上设置有若干个红外线传感器。
9.在一些实施例中,所述凹型运输台上设置有卸流结构;所述卸流结构包含有:卸料驱动机、卸料轴以及卸料遮挡板;所述凹型运输台的侧壁上开设有卸料口,所述卸料轴插装于所述卸料口的内侧,所述卸料遮挡板安装于所述卸料轴,所述卸料驱动机安装于所述凹型运输台的侧壁上,且
所述卸料驱动机驱动端连接于所述卸料轴。
10.在本发明第二方面实施例中,上述车载电子产品生产用质量检测装置的使用方法包括以下操作步骤:步骤s1、运输水平挤压;步骤s2、垂直挤压限位;步骤s3、电器伸缩连接;步骤s4、电器数据采集;步骤s5、电器伸缩断开;步骤s6、电器运输;步骤s1:通过运输结构将原料运输从凹型运输台运输到运输支架的内侧;步骤s2:通过挤压移动结构将零件挤压限位到运输支架的内侧;步骤s3:通过升降检测结构逐一将检测设备升降,从而达到对零件进行逐一检测;步骤s4:通过若干个电器检测器将零件进行通电数据采集;步骤s5:通过升降检测结构逐一将检测设备收缩,从而将若干个电器检测器收缩,断开连接;步骤s6:将成品继续运输,通过卸流结构将废品引流出去。
11.在一些实施例中,在所述步骤s3、步骤s4、步骤s5中,将若干个电器检测器逐一插入到电器零件的连接口处。
12.在一些实施例中,所述步骤s6还包括,通过卸料结构将废品进行遮挡,同时通过运输结构将废品引流提送出去。
13.利用本发明的技术方案制作的车载电子产品生产用质量检测装置及方法,通过挤压移动结构可以将电器连接进行水平以及垂直方向上快速挤压固定,避免了人工垂直的大量工作量,同时将零件进行水平方向上运输,通过升降检测结构对水平运输的电器零件进行逐一升降检测,同时通过卸流结构将残次品快速分离出来,减小了人工搬运校对的时间以及工作量。
附图说明
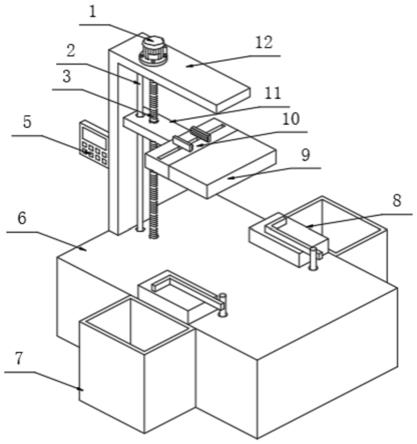
14.图1为本发明所述车载电子产品生产用质量检测装置及方法的主视结构示意图。
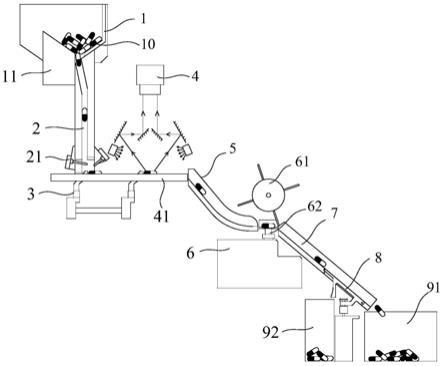
15.图2为本发明所述车载电子产品生产用质量检测装置及方法的俯视结构示意图。
16.图3为本图1中“a”部分的结构放大图。
17.图4为本图1中“b”部分的结构放大图。
18.图5为本图1中“c”部分的结构放大图。
19.图6为本图2中“d”部分的结构放大图。
20.图7为本图2中“e”部分的结构放大图。
21.图中:1、凹型运输台;2、运输支架;3、水平挤压丝杠模组;4、水平移动板;5、凹型挤压限位箱;6、凸型伸缩移动块;7、伸缩螺纹管;8、伸缩螺纹杆;9、伸缩限位轴;10、水平挤压驱动机;11、水平挤压驱动斜齿轮;12、水平挤压传动斜齿轮;13、凸型伸缩挤压块;14、伸缩挤压弹簧柱;15、垂直升降凹型轴承块;16、垂直升降驱动轴;17、升降挤压驱动机;18、升降驱动齿轮;19、升降传动齿轮;20、升降驱动斜齿轮;21、升降传动斜齿轮;22、升降双向螺纹杆;23、升降螺纹管;24、升降凸型挤压块;25、柔性挤压胶垫;26、运输滚筒;27、运输皮带;28、运输链条;29、运输链轮;30、挤压轴;31、运输挤压链轮;32、挤压驱动链条;33、挤压杆;34、运输驱动机;35、挤压驱动机。
具体实施方式
22.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
23.在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
24.在本发明的描述中,若干指的是一个以上,多个指的是两个以上。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
25.下面结合附图对本发明进行具体描述,如图1
‑
7所示,车载电子产品生产用质量检测装置,包括:两个凹型运输台1以及运输支架2,运输支架2安装于两个凹型运输台1的顶端,运输支架2上安装有挤压移动结构以及升降检测结构,两个凹型运输台1的内侧分别安装于运输结构。
26.其中,挤压移动结构包含有:两对水平挤压丝杠模组3、两个水平移动板4、两个凹型挤压限位箱5、两个凸型伸缩移动块6、两个伸缩螺纹管7、两个伸缩螺纹杆8、四对伸缩限位轴9、两个水平挤压驱动机10、两个水平挤压驱动斜齿轮11、两个水平挤压传动斜齿轮12、两个凸型伸缩挤压块13、若干个伸缩挤压弹簧柱14以及垂直挤压组件。
27.具体的,两对水平挤压丝杠模组3分别水平平行安装于运输支架2的内侧,两个水平移动板4分别安装于两对水平挤压丝杠模组3的移动端,两个凹型挤压限位箱5分别安装于两个水平移动板4,两个凸型伸缩移动块6分别活动插装于两个凹型挤压限位箱5的内侧,两个伸缩螺纹管7分别通过轴承安装于两个凸型伸缩移动块6的内侧,两个伸缩螺纹杆8分别通过轴承插装于两个凹型挤压限位箱5的内侧,两个水平挤压驱动机10分别安装于两个凹型挤压限位箱5的内侧,两个水平挤压驱动斜齿轮11分别安装于两个水平挤压驱动机10的驱动端,两个水平挤压传动斜齿轮12分别安装于两个伸缩螺纹杆8的外侧,且两个水平挤压传动斜齿轮12分别与两个水平挤压驱动斜齿轮11齿轮啮合,四对伸缩限位轴9分别插装于两个凹型挤压限位箱5以及两个凸型伸缩移动块6,两个凸型伸缩移动块6上分别开设有凸型挤压槽,两个凸型伸缩挤压块13分别活动插装于两个凸型挤压槽的内侧,若干个伸缩挤压弹簧柱14分别安装于若干个凸型挤压槽的内侧,且若干个伸缩挤压弹簧柱14分别连接于两个凸型伸缩挤压块13的底端。
28.根据本发明的上述实施例,通过挤压移动结构可以将电器连接进行水平以及垂直方向上快速挤压固定,避免了人工垂直的大量工作量,同时将零件进行水平方向上运输,通过升降检测结构对水平运输的电器零件进行逐一升降检测,同时通过卸流结构将残次品快速分离出来,减小了人工搬运校对的时间以及工作量。
29.在一些具体实施例中,垂直挤压组件包含有:两个垂直升降凹型轴承块15、两个垂直升降驱动轴16、两个升降挤压驱动机17、两个升降驱动齿轮18、两个升降传动齿轮19、两对升降驱动斜齿轮20、两对升降传动斜齿轮21、两对升降双向螺纹杆22、四对升降螺纹管23、两对升降凸型挤压块24以及两对结构相同的柔性挤压胶垫25;两个凸型伸缩挤压块13
的内侧分别开设有升降槽,两个垂直升降凹型轴承块15分别安装于两个凸型伸缩挤压块13的顶端,两个垂直升降驱动轴16分别安装于两个垂直升降凹型轴承块15,两个升降挤压驱动机17分别安装于两个凸型伸缩挤压块13的顶端,两个升降驱动齿轮18分别安装于两个升降挤压驱动机17的驱动端,两个升降传动齿轮19分别安装于两个垂直升降驱动轴16的外侧,且两个升降传动齿轮19分别与两个升降驱动齿轮18齿轮啮合,两对升降驱动斜齿轮20分别安装于两个垂直升降驱动轴16的两侧,两对升降双向螺纹杆22分别通过轴承插装于两个凸型伸缩挤压块13,四对升降螺纹管23分别通过轴承插装于两对升降凸型挤压块24,且四对升降螺纹管23分别套装于两对升降双向螺纹杆22,两对升降传动斜齿轮21分别安装于两对升降双向螺纹杆22的外侧,且两对升降传动斜齿轮21分别与两对升降驱动斜齿轮20齿轮啮合,两对柔性挤压胶垫25分别安装于两对升降凸型挤压块24。
30.在一些实施例中,运输结构包含有:若干个运输滚筒26、两个运输皮带27、两个运输链条28、若干个运输链轮29、若干个挤压轴30、若干个运输挤压链轮31、两个挤压驱动链条32、若干个挤压杆33、两个运输驱动机34以及挤压驱动机35;若干个运输滚筒26分别通过轴承插装于两个凹型运输台1的内侧,若干个挤压轴30分别水平平行安装于运输支架2的内侧,两个运输驱动机34分别安装于两个凹型运输台1的侧壁上,若干个运输链轮29分别安装于若干个运输滚筒26以及两个运输驱动机34的驱动端,两个运输链条28分别套装于若干个运输链轮29,若干个运输挤压链轮31分别安装于若干个挤压轴30的外侧,两个挤压驱动链条32分别套装于若干个运输挤压链轮31,若干个挤压杆33分别安装于两个挤压驱动链条32,挤压驱动机35安装于运输支架2的侧壁,且挤压驱动机35驱动端连接于挤压轴30,两个运输皮带27套装于若干个运输滚筒26。
31.在一些实施例中,升降检测结构包含有:两对升降检测液压推杆、升降检测板、液压箱、液压泵、升降块、若干个凸型液压升降块、分流管、若干个引流管、若干个电器检测器、补光灯以及光线传感器;两对升降检测液压推杆两两平行安装于运输支架2的内侧,升降检测板安装于两对升降采集液压推杆的推动端,若干个升降块安装于升降检测板的顶端,升降块的内侧开设有若干个升降检测凸型槽,若干个凸型液压升降块分别活动插装于若干个升降检测凸型槽的内侧,液压箱安装于运输支架2的内侧,液压泵安装于液压箱的侧壁,分流管安装于液压泵,若干个引流管分别插装于若干个升降检测凸型槽的内侧,且若干个引流管另一端连接于分流管,若干个电器检测器分别安装于若干个凸型液压升降块,光线传感器安装于运输支架2的内侧顶端,补光灯安装于升降检测板的顶端。
32.在一些实施例中,两个升降槽内分别设置有柔性胶垫。
33.可以理解的是,两个凹型运输台1上设置有若干个红外线传感器。
34.需要说明的是,凹型运输台1上设置有卸流结构;卸流结构包含有:卸料驱动机、卸料轴以及卸料遮挡板;凹型运输台1的侧壁上开设有卸料口,卸料轴插装于卸料口的内侧,卸料遮挡板安装于卸料轴,卸料驱动机安装于凹型运输台1的侧壁上,且卸料驱动机驱动端连接于卸料轴。
35.车载电子产品生产用质量检测方法包括以下操作步骤:步骤s1、运输水平挤压;步骤s2、垂直挤压限位;步骤s3、电器伸缩连接;步骤s4、电器数据采集;步骤s5、电器伸缩断开;步骤s6、电器运输;步骤s1:通过运输结构将原料运输从凹型运输台1运输到运输支架2的内侧;
步骤s2:通过挤压移动结构将零件挤压限位到运输支架2的内侧;步骤s3:通过升降检测结构逐一将检测设备升降,从而达到对零件进行逐一检测;步骤s4:通过若干个电器检测器将零件进行通电数据采集;步骤s5:通过升降检测结构逐一将检测设备收缩,从而将若干个电器检测器收缩,断开连接;步骤s6:将成品继续运输,通过卸流结构将废品引流出去。
36.在一些实施例中,在所述步骤s3、步骤s4、步骤s5中,将若干个电器检测器逐一插入到电器零件的连接口处。
37.在一些实施例中,步骤s6还包括:通过卸料结构将废品进行遮挡,同时通过运输结构将废品引流提送出去。
38.通过本领域技术人员对本案中所有电气件与其适配的电源通过导线进行连接,并且应该根据实际情况,选择合适的控制器,以满足控制需求,具体连接以及控制顺序,应参考下述工作原理中,各电气件之间先后工作顺序完成电性连接,其详细连接手段,为本领域公知技术,下述主要介绍工作原理以及过程,不再对电气控制做说明。
39.下面根据一些具体实施例介绍下具体的本发明的车载电子产品生产质量检测装置的使用方法:通过运输驱动机34运行,带动运输驱动机34驱动端上的运输链轮29转动,通过运输链轮29转动带动其上齿轮啮合的运输链条28转动,通过两个运输链条28的运行,分别带动其上的若干个运输链轮29转动,通过若干个转动的运输链轮29分别带动其上的运输滚筒26转动,通过若干个运输滚筒26分别带动其上的两个运输皮带27转动,通过两个运输皮带27将其上的原料进行水平方向上的运行。
40.同时通过挤压移动结构中的两个水平挤压驱动机10运行,分别带动两个水平挤压驱动机10驱动端上的水平挤压驱动斜齿轮11转动,通过两个水平挤压驱动斜齿轮11分别带动与之齿轮啮合的水平挤压传动斜齿轮12转动,通过两个水平挤压传动斜齿轮12的转动分别传递给其上的伸缩螺纹杆8转动,通过两个伸缩螺纹杆8分别带动套装于其上的两个伸缩螺纹管7转动,使得两个伸缩螺纹管7分别沿着两个伸缩螺纹杆8升降移动。
41.同时通过两个伸缩螺纹管7分别带动其上的凸型伸缩移动块6,使得两个凸型伸缩移动块6沿着两个伸缩螺纹杆8升降移动,从而达到将两个凸型伸缩移动块6相对移动。
42.同时通过两个凸型伸缩移动块6上的垂直挤压组件,通过两个凸型伸缩移动块6的相对移动,从而达到将运输皮带27上的原料进行水平方向上的挤压固定限位,同时通过垂直挤压组件对零件进行垂直方向上的限位;同时通过垂直挤压组件上的两个升降挤压驱动机17运行,带动两个升降挤压驱动机17驱动端上的升降驱动齿轮18转动,使得两个升降驱动齿轮18转动,从而达到带动与之齿轮啮合的升降传动齿轮19转动,通过两个升降传动齿轮19的转动分别带动其上的垂直升降驱动轴16的转动,通过两个垂直升降驱动轴16的运行转动,分别带动其上的两端上的升降驱动斜齿轮20转动,通过两对升降驱动斜齿轮20分别带动与之齿轮啮合的升降传动斜齿轮21转动,通过两对升降传动斜齿轮21分别带动其上的升降双向螺纹杆22转动,通过两对升降双向螺纹杆22分别带动套装于其上的四对升降螺纹管23转动,使得四对升降螺纹管23分别沿着两对升降双向螺纹杆22相对移动。
43.同时通过四对升降螺纹管23分别带动其上的两对升降凸型挤压块24,从而达到将水平挤压固定后的零件进行垂直方向上的挤压固定,同时通过两对柔性挤压胶垫25避免了挤压过程中出现磨损等损坏。
44.同时通过两对升降检测液压推杆伸缩,带动两对升降检测液压推杆推动端上的升降检测板升降,同时通过升降检测板带动其上的升降块以及升降块内的若干个凸型液压升降块。
45.通过液压箱上的液压泵将液压箱内的液压传送到分流管内,通过分流管将液体分别连接于到若干个引流管,通过若干个引流管将液压分别引流到升降块内的若干个检测凸型槽的内侧,从而将升降块内若干个检测凸型槽内的凸型液压升降块进行逐一升降,从而达到分别带动凸型液压升降块上的电器检测器对挤压移动结构挤压固定的零件进行检测。
46.同时通过挤压移动结构中的两对水平挤压丝杠模组3运行,将零件进行水平方向上运输,从而达到将零件的检测口与若干个凸型液压升降块上的电器检测器依次对齐,从而达到一个装置对电器设备进行多种检测,检测后的电器零件引流到另一个凹型运输台1内运输皮带27上,通过卸料结构对成品与残次品进行筛分,通过卸料驱动机运行,带动卸料驱动机驱动端上的卸料轴,通过卸料轴的转动,带动其上的卸料遮挡板,通过将卸料遮挡板将运输皮带27进行遮挡,反向运行,通过卸料遮挡板将残次品挤压出去。
47.上述技术方案仅体现了本发明技术方案的优选技术方案,本技术领域的技术人员对其中某些部分所可能做出的一些变动均体现了本发明的原理,属于本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。